You might also like
- Service Bulletin: Fuel Injection PumpDocument15 pagesService Bulletin: Fuel Injection PumpKrunoslavNo ratings yet
- Makino Basic ProgrammingDocument104 pagesMakino Basic ProgrammingAPSARAUSA100% (8)
- CNC Programming FundamentalsDocument26 pagesCNC Programming Fundamentalsmohamed alsalhyNo ratings yet
- Summer Internship Completion Certificate FormatDocument1 pageSummer Internship Completion Certificate FormatNavneet Gupta75% (12)
- Appendix A - G and M Codes: This Part Program Is Used With The Ballbar TestDocument40 pagesAppendix A - G and M Codes: This Part Program Is Used With The Ballbar TestIvan Hren100% (1)
- CNC Turning (Bridgeport)Document63 pagesCNC Turning (Bridgeport)Siti Idah TawhidNo ratings yet
- CAD/CAM/CAE IntroductionDocument149 pagesCAD/CAM/CAE IntroductionalexiskandarNo ratings yet
- Jm201 - CNC MillingDocument24 pagesJm201 - CNC MillingMuhd Zulhusni Ag Jaludin100% (1)
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- Project Managemen 2 PDFDocument14 pagesProject Managemen 2 PDFMisha RanaNo ratings yet
- Sugar Mommy PDF 3Document1 pageSugar Mommy PDF 3mudashiradebamiji100% (2)
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- STS New OBE SyllabusDocument14 pagesSTS New OBE Syllabusgalileo jr roma100% (4)
- CNC Programming For CNC MachinistsDocument6 pagesCNC Programming For CNC MachinistschampdilseNo ratings yet
- VMC ProgrammingDocument9 pagesVMC ProgrammingRatnakar Patil50% (10)
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- Fortinet Fortigate Cli CheatsheetDocument2 pagesFortinet Fortigate Cli CheatsheetAyanNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- EN - Complete Sinumerik Operate Milling - v26Document690 pagesEN - Complete Sinumerik Operate Milling - v26Hieu Nguyen100% (1)
- Advanced Isometric Configuration in AutoCADPlant3DDocument49 pagesAdvanced Isometric Configuration in AutoCADPlant3DRoobens SC Lara100% (1)
- CIM LAB ManualDocument58 pagesCIM LAB ManualBruce ColonNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- Entrepreneurship Pre-Test: Kyle's Typing Business ExpandsDocument3 pagesEntrepreneurship Pre-Test: Kyle's Typing Business ExpandsMutya Neri Cruz100% (1)
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- Lab Manual CNC LatheDocument10 pagesLab Manual CNC LatheSai Naga Sri Harsha100% (1)
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- CNC ProgrammingDocument27 pagesCNC ProgrammingAbhijit BiswasNo ratings yet
- CAM Lab Manual Expereiment - 10-13 - CAMDocument9 pagesCAM Lab Manual Expereiment - 10-13 - CAMmilanmottaNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Document11 pagesIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaNo ratings yet
- CNC Lab ManualDocument25 pagesCNC Lab Manualiamav31No ratings yet
- Chapter 6Document56 pagesChapter 6gashawletaNo ratings yet
- Chapter 2 Part ProgrammingDocument33 pagesChapter 2 Part ProgrammingKarnal 0388No ratings yet
- CNC Lab ReportDocument3 pagesCNC Lab ReportsakuNo ratings yet
- Experiment P3 CNC Machining: ObjectiveDocument13 pagesExperiment P3 CNC Machining: ObjectivePhạm Ngọc HòaNo ratings yet
- Lab No 7Document4 pagesLab No 7khayam khanNo ratings yet
- STM Ust Lecture4 - 0Document28 pagesSTM Ust Lecture4 - 0Choukoura AldfeerNo ratings yet
- Yashwant InternshipDocument17 pagesYashwant InternshipGoku RocksNo ratings yet
- CNC Programming Guide: Coordinate Systems, Plane Selection, and Interpolation FunctionsDocument90 pagesCNC Programming Guide: Coordinate Systems, Plane Selection, and Interpolation FunctionsDerik NelsonNo ratings yet
- My CNC TurningDocument7 pagesMy CNC Turningde_stanszaNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportMohammad AL-MasriNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportDheeraj audichyaNo ratings yet
- Cam Lab 12k708Document37 pagesCam Lab 12k708Nithish Kumar K MNo ratings yet
- CNC Report Group 1 G5Document5 pagesCNC Report Group 1 G5Bhupender Singh ChughNo ratings yet
- CHAPTER 8manual Part ProgrammingDocument111 pagesCHAPTER 8manual Part ProgrammingHrishikesh deshpandeNo ratings yet
- List of G Codes: SR - NO. Code Function 1. 2. 3. 4Document28 pagesList of G Codes: SR - NO. Code Function 1. 2. 3. 4pmagrawal100% (1)
- A Parametric Programming Technique For Efficient CNC Machining Op PDFDocument4 pagesA Parametric Programming Technique For Efficient CNC Machining Op PDFpocerilloNo ratings yet
- Vertical Machining Centre (VMC)Document3 pagesVertical Machining Centre (VMC)anil chejaraNo ratings yet
- Experiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualDocument10 pagesExperiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualBandam Nitish kumarNo ratings yet
- CNC TURNING LATHE MACHINEDocument22 pagesCNC TURNING LATHE MACHINERishabh PandeyNo ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- How To Use Charly 4U Milling Mchine Using The GcodeDocument18 pagesHow To Use Charly 4U Milling Mchine Using The GcodeAnish KumarNo ratings yet
- CNC Programming Turning GuideDocument9 pagesCNC Programming Turning GuideG. Dancer GhNo ratings yet
- Typical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingDocument82 pagesTypical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingAbdul RehmanNo ratings yet
- CNC Machine Lab Report: Drilling, Profiling & Pocketing OperationsDocument9 pagesCNC Machine Lab Report: Drilling, Profiling & Pocketing OperationsSanatan Choudhury100% (1)
- What Is A Machine?: Conventional MachinesDocument48 pagesWhat Is A Machine?: Conventional MachinesKranthi KumarNo ratings yet
- CNC Shop ManualDocument15 pagesCNC Shop Manualmsuhani011No ratings yet
- VMC Manual Programming Handbook - Chinmaya BeheraDocument19 pagesVMC Manual Programming Handbook - Chinmaya BeherapradeepNo ratings yet
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDocument10 pagesSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaNo ratings yet
- CNC TitanDocument58 pagesCNC TitanGV Ragunathan100% (1)
- Cam SyllabusDocument28 pagesCam SyllabusRajueswarNo ratings yet
- CNC Milling Program with G and M CodesDocument20 pagesCNC Milling Program with G and M CodesSudeep Kumar SinghNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- Lab#8: Complex Part Using Tool Diameter Compensation: DescriptionDocument4 pagesLab#8: Complex Part Using Tool Diameter Compensation: DescriptionAbdul MunimNo ratings yet
- Biofuel Review: A Study on Biofuel as a Green Energy ResourceDocument6 pagesBiofuel Review: A Study on Biofuel as a Green Energy ResourcePradip PatelNo ratings yet
- Forms - Media - Commissionerate of Transport, Government of GujaratDocument13 pagesForms - Media - Commissionerate of Transport, Government of GujaratPradip PatelNo ratings yet
- Gujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIDocument4 pagesGujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIKrupal VithlaniNo ratings yet
- GPSC 202122 32Document1 pageGPSC 202122 32Pradip PatelNo ratings yet
- Driving License - Services - Commissionerate of Transport, Government of GujaratDocument4 pagesDriving License - Services - Commissionerate of Transport, Government of GujaratPradip PatelNo ratings yet
- Subject-CAM (2171903) : Online Class TestDocument1 pageSubject-CAM (2171903) : Online Class TestPradip PatelNo ratings yet
- Computer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Document22 pagesComputer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Pradip PatelNo ratings yet
- Chapter 8 - Engine Lubrication & CoolingDocument1 pageChapter 8 - Engine Lubrication & CoolingPradip PatelNo ratings yet
- Massachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionDocument3 pagesMassachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionkushanNo ratings yet
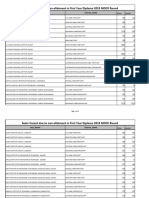
- Inst Branch Diploma Vacant PDFDocument41 pagesInst Branch Diploma Vacant PDFPradip PatelNo ratings yet
- Dynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesDocument10 pagesDynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesPradip PatelNo ratings yet
- Unit 3Document9 pagesUnit 3Pradip PatelNo ratings yet
- CNC Manual Part ProgrammeDocument23 pagesCNC Manual Part ProgrammePradip PatelNo ratings yet
- GTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSDocument1 pageGTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSPradip PatelNo ratings yet
- GPSC Interview Questions and TipsDocument4 pagesGPSC Interview Questions and TipsPradip PatelNo ratings yet
- Takshay PatelDocument2 pagesTakshay PatelPradip PatelNo ratings yet
- NoticeDocument1 pageNoticePradip PatelNo ratings yet
- IndexDocument3 pagesIndexPradip PatelNo ratings yet
- Final Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectDocument5 pagesFinal Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectPradip PatelNo ratings yet
- Mid Paper - CMDocument2 pagesMid Paper - CMPradip PatelNo ratings yet
- Answer Key Final Advt 118 2013 14Document5 pagesAnswer Key Final Advt 118 2013 14Pradip PatelNo ratings yet
- EDM and Other NTMDocument15 pagesEDM and Other NTMSyed Basith MNo ratings yet
- Lecture1 CastingDocument3 pagesLecture1 CastingPradip PatelNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNo ratings yet
- Chap 1 InroductionDocument6 pagesChap 1 InroductionPradip PatelNo ratings yet
- EBMDocument16 pagesEBMPradip PatelNo ratings yet
- Final Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYDocument1 pageFinal Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYPradip PatelNo ratings yet
- 2.61 Internal Combustion Engines: Mit OpencoursewareDocument5 pages2.61 Internal Combustion Engines: Mit Opencoursewaregpk21No ratings yet
- Consultancy Dossier 1Document4 pagesConsultancy Dossier 1Ghita NaaimyNo ratings yet
- Bs 2654-1989 - Vertical TanksDocument102 pagesBs 2654-1989 - Vertical TanksMohanadNo ratings yet
- ZXUN USPP Load BalancingDocument69 pagesZXUN USPP Load BalancingTawhid AlamNo ratings yet
- TSA Power Amp ManualDocument52 pagesTSA Power Amp ManualGiovanni CatalaniNo ratings yet
- Wired 6.0 - Problem Statement - HRDocument3 pagesWired 6.0 - Problem Statement - HRKaram Singh Giani H21084No ratings yet
- Redwan Ahmed Miazee - HW - 1Document3 pagesRedwan Ahmed Miazee - HW - 1REDWAN AHMED MIAZEENo ratings yet
- Multi-Disc Dehydrators: MDQ / MDC / JDDocument11 pagesMulti-Disc Dehydrators: MDQ / MDC / JDmichie37No ratings yet
- CIO 100 2011 - Google Apps For Business-Keval Shah-SumariaDocument9 pagesCIO 100 2011 - Google Apps For Business-Keval Shah-SumariaCIOEastAfricaNo ratings yet
- Mathematical LogicDocument224 pagesMathematical LogickauluzavanessaNo ratings yet
- Modelica03 AdvancedTutorialDocument34 pagesModelica03 AdvancedTutorialWuberestNo ratings yet
- Journal of Energy StorageDocument14 pagesJournal of Energy StorageLuis Antonio CNo ratings yet
- Novent Microfluidics: Installation GuideDocument24 pagesNovent Microfluidics: Installation GuidetalebNo ratings yet
- WEG Programing Manual 10003989140 SSW900 enDocument167 pagesWEG Programing Manual 10003989140 SSW900 enAntonio Sergio Correa JuniorNo ratings yet
- IJSRED V2I5P1520190928 129446 F04isc Libre PDFDocument5 pagesIJSRED V2I5P1520190928 129446 F04isc Libre PDFHồ Mỹ DuyênNo ratings yet
- B. Tech-in-Computer-Science-and-Engineering-Data-Science-Thir-Year-2023-24Document73 pagesB. Tech-in-Computer-Science-and-Engineering-Data-Science-Thir-Year-2023-24Sushant5inghrajputNo ratings yet
- Department of Education: Republic of The PhilippinesDocument3 pagesDepartment of Education: Republic of The Philippinesmarco medurandaNo ratings yet
- Contingency Tables Crosstabs Chi Square TestDocument48 pagesContingency Tables Crosstabs Chi Square TestAbii ShivuNo ratings yet
- 華語輔導系統使用說明 Mandarin Tutorial System GuidelineDocument11 pages華語輔導系統使用說明 Mandarin Tutorial System GuidelineAsnidar SiahaanNo ratings yet
- Progress Test 02Document21 pagesProgress Test 02andrewlaurenNo ratings yet
- Ayvaz Steam Traps BookDocument79 pagesAyvaz Steam Traps BookgideonolinyoNo ratings yet
- Resume - Game DevelopmentDocument1 pageResume - Game Developmentapi-498982826No ratings yet
- Project SynopsisDocument3 pagesProject SynopsisRuchith RameshNo ratings yet