You might also like
- Corrosion Control in the Oil and Gas IndustryFrom EverandCorrosion Control in the Oil and Gas IndustryRating: 4 out of 5 stars4/5 (12)
- Material Selection Guide for Refineries and Petrochemical PlantsDocument86 pagesMaterial Selection Guide for Refineries and Petrochemical PlantsAvinaw100% (4)
- ANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFDocument236 pagesANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFRenan Gustavo Paz100% (4)
- SP-2161 Material Selection and Corrosion Control For Surface Facilities - V1Document21 pagesSP-2161 Material Selection and Corrosion Control For Surface Facilities - V1Quality IA FLOWNo ratings yet
- Choosing Materials for Natural Gas Pipeline DesignDocument20 pagesChoosing Materials for Natural Gas Pipeline DesignLily Mazlan100% (3)
- Corrosion Control Document (Part 1)Document32 pagesCorrosion Control Document (Part 1)Mouayed Zeadan100% (5)
- Material Selection For Sour Service EnvironmentDocument10 pagesMaterial Selection For Sour Service EnvironmentIdris Siddiqui100% (3)
- Materials and Corrosion For Sour ServiceDocument60 pagesMaterials and Corrosion For Sour ServiceAnonymous QSfDsVxjZ100% (5)
- 12 - Materials For Sour Service PDFDocument50 pages12 - Materials For Sour Service PDFAlessio Scarabelli67% (3)
- API RP 941 Industry Alert - Carbon Steel Degradation in High Temperature Hydrogen ServiceDocument1 pageAPI RP 941 Industry Alert - Carbon Steel Degradation in High Temperature Hydrogen ServiceVinh Do ThanhNo ratings yet
- GP 36-20 - Materials Selection For Subsea EquipmentDocument58 pagesGP 36-20 - Materials Selection For Subsea EquipmentTeymur Regenmaister80% (5)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- Blyton Enid Noddy 5 Well Done Noddy! 1952Document71 pagesBlyton Enid Noddy 5 Well Done Noddy! 1952carlosathinopolos75% (12)
- 009 The Great Airport MysteryDocument67 pages009 The Great Airport Mysteryomar omarNo ratings yet
- Book Notes - The Life Changing Magic of Tidying Up PDFDocument6 pagesBook Notes - The Life Changing Magic of Tidying Up PDFAilyn Bagares AñanoNo ratings yet
- What Is Nace MR0175 Iso 15156Document1 pageWhat Is Nace MR0175 Iso 15156Quality controllerNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Understanding NACE MR0175 - ISO 15156Document3 pagesUnderstanding NACE MR0175 - ISO 15156yagolain100% (4)
- ABSA - Pressure Piping Fabrication Requirement & QC Seminar - Selected PagesDocument69 pagesABSA - Pressure Piping Fabrication Requirement & QC Seminar - Selected PagesBhaiJan59100% (4)
- Welding For Sour ServiceDocument20 pagesWelding For Sour Serviceأحمد حسن100% (4)
- Dep-30 10 02 17-GenDocument25 pagesDep-30 10 02 17-Genguruj305764100% (1)
- Hydrogen ServiceDocument15 pagesHydrogen Servicejharsh87No ratings yet
- Materials For Sour Service Nao SPC D MW 001Document26 pagesMaterials For Sour Service Nao SPC D MW 001Tahir AlzuhdNo ratings yet
- Corrosion in Oil&gasDocument108 pagesCorrosion in Oil&gas55595% (20)
- Gas Plants Materials and CorrosionDocument42 pagesGas Plants Materials and Corrosionharrinsonf100% (2)
- Static Equipment Material SelectionDocument58 pagesStatic Equipment Material SelectionLorenzoNo ratings yet
- Selection of Materials For Life Cycle Performance (Upstream Facilities) - EquipmentDocument56 pagesSelection of Materials For Life Cycle Performance (Upstream Facilities) - EquipmentStephanie Siahaan100% (2)
- Advances in Corrosion Control and Materials in Oil and Gas ProductionDocument472 pagesAdvances in Corrosion Control and Materials in Oil and Gas ProductionDaodu Olugbenga OlusegunNo ratings yet
- Materials For LNG ServicesDocument10 pagesMaterials For LNG ServicesSung Hyun TakNo ratings yet
- BP Guide To Material Selection PDFDocument73 pagesBP Guide To Material Selection PDFMohd Khairul88% (8)
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseDocument17 pagesGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- CUI Issues in Ethylene PipingDocument14 pagesCUI Issues in Ethylene PipingSethuraman Saravanakumar100% (2)
- Damage Mechanism in Refinery AreaDocument83 pagesDamage Mechanism in Refinery AreaKevin PradanaNo ratings yet
- CML Optimization FinalDocument31 pagesCML Optimization FinalFatemeh SaadatmandNo ratings yet
- Material Selection for Oil & Gas Corrosion ProtectionDocument21 pagesMaterial Selection for Oil & Gas Corrosion ProtectionSalim Chohan100% (1)
- Strategies For Mitigation Ethanol and Methanol Stress Corrosion CrackingDocument76 pagesStrategies For Mitigation Ethanol and Methanol Stress Corrosion CrackingCarlos Bermejo AlvarezNo ratings yet
- Crude Unit Corrosion Control: Larry R White 281-363-7742Document45 pagesCrude Unit Corrosion Control: Larry R White 281-363-7742Salinas Salcedo Jorge Karol0% (1)
- Materials Selection Guide for NACE ApplicationsDocument6 pagesMaterials Selection Guide for NACE Applicationsfabioberutti100% (1)
- Texaco GEMS G G 1 Material Selection Guide For Refinery Process UnitDocument85 pagesTexaco GEMS G G 1 Material Selection Guide For Refinery Process Unitpiolinwalls0% (2)
- API 571 SummaryDocument119 pagesAPI 571 SummaryBilal Ghazanfar100% (1)
- Hydrogen Induced Cracking TestDocument2 pagesHydrogen Induced Cracking TestJayeshNo ratings yet
- FD534 0000 MW RT 1001 - D0 PDFDocument32 pagesFD534 0000 MW RT 1001 - D0 PDFshervinyNo ratings yet
- Material Selection For PipingDocument16 pagesMaterial Selection For PipingYousuf MemonNo ratings yet
- MATERIAL SELECTION FOR SOUR SERVICE ENVIRONMENT-EnglishDocument4 pagesMATERIAL SELECTION FOR SOUR SERVICE ENVIRONMENT-English3110143100% (1)
- Corrosion in Oil and Gas Industry - Rev06titlingeditDocument12 pagesCorrosion in Oil and Gas Industry - Rev06titlingeditbayoe_PLN100% (2)
- TES-311D1 Rev 1 - STD Details For Vessels and ExchDocument64 pagesTES-311D1 Rev 1 - STD Details For Vessels and ExchiplaruffNo ratings yet
- (UOP) Corrosion and Fouling PDFDocument352 pages(UOP) Corrosion and Fouling PDFJaved MohammedNo ratings yet
- Materials Selection Guide for Surface FacilitiesDocument63 pagesMaterials Selection Guide for Surface FacilitiesAnonymous jLVLP4w3m100% (7)
- Static Equipment: Awareness SessionDocument141 pagesStatic Equipment: Awareness SessionDicki Wira100% (1)
- Guidelines On Materials Requirements For Carbon and Low Alloy Steels For H S-Containing Environments in Oil and Gas ProductionDocument55 pagesGuidelines On Materials Requirements For Carbon and Low Alloy Steels For H S-Containing Environments in Oil and Gas ProductionramaniNo ratings yet
- QP-STD-R-001-3 Material Selection-Sour ServiceDocument58 pagesQP-STD-R-001-3 Material Selection-Sour ServiceSaravanan Varadarajan100% (4)
- Corrosion PDFDocument46 pagesCorrosion PDFNixon RamsaranNo ratings yet
- Practical Self-Study Guide - Corrosion ControlDocument131 pagesPractical Self-Study Guide - Corrosion Controlfiguev2208No ratings yet
- Economic Factors in Materials SelectionDocument19 pagesEconomic Factors in Materials SelectionAnonymous S9qBDVkyNo ratings yet
- Heat treatment SS clad CS to prevent sensitisationDocument3 pagesHeat treatment SS clad CS to prevent sensitisationarifhonNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Sulfide Stress Cracking - NACE MR0175-2002, MR0175/ISO 15156Document9 pagesSulfide Stress Cracking - NACE MR0175-2002, MR0175/ISO 15156Anonymous B7pghhNo ratings yet
- Difficulties Inthe Use of NACE MR0175ISO 15156 (51300-11112-SG)Document12 pagesDifficulties Inthe Use of NACE MR0175ISO 15156 (51300-11112-SG)Omid Razavi ZadehNo ratings yet
- MR 0175Document5 pagesMR 0175Chris SchnurchNo ratings yet
- NACE MR0175-Circular1 Part2Document5 pagesNACE MR0175-Circular1 Part2romerobernaNo ratings yet
- Hotel Sales Strategies To Effectively Increase RevenueDocument38 pagesHotel Sales Strategies To Effectively Increase Revenueravi00098No ratings yet
- Impact TestingDocument27 pagesImpact Testingapi-3764139100% (2)
- Barbara Delinsky-The Wedding Night PDFDocument217 pagesBarbara Delinsky-The Wedding Night PDFravi00098No ratings yet
- Con AirDocument156 pagesCon Airravi00098No ratings yet
- NDT Radio Graphy Notes PDFDocument18 pagesNDT Radio Graphy Notes PDFravi00098No ratings yet
- Practices PipeDocument4 pagesPractices PipeParag Naik100% (2)
- Coating Failure Presentation 01 PDFDocument32 pagesCoating Failure Presentation 01 PDFravi00098No ratings yet
- Kou2003 PDFDocument6 pagesKou2003 PDFGe EffgenNo ratings yet
- Stainless Pocket GuideDocument36 pagesStainless Pocket GuidePukhraj DagaNo ratings yet
- Coating Faults AADocument82 pagesCoating Faults AAAbrianto Akuan100% (5)
- Fundamentals of Professional WeldingDocument213 pagesFundamentals of Professional Weldingapi-3856939No ratings yet
- Paint DefectsDocument129 pagesPaint Defectsmohammad100% (6)
- Welding Reference To Sec-IXDocument22 pagesWelding Reference To Sec-IXVijayananda AnandaNo ratings yet
- 20 Welding RevisedDocument104 pages20 Welding Revisedravi00098No ratings yet
- RadioGraph Book 1Document33 pagesRadioGraph Book 1Vicky SinghNo ratings yet
- An Introduction To RadiographyDocument52 pagesAn Introduction To RadiographyAmit PalaliyaNo ratings yet
- Welding of Duplex SSDocument20 pagesWelding of Duplex SSHermansyah PutraNo ratings yet
- 20 Welding RevisedDocument104 pages20 Welding Revisedravi00098No ratings yet
- Valves and PipingDocument118 pagesValves and PipingMahdi Daly100% (1)
- ESAB Puls Mig Welding Hand BookDocument20 pagesESAB Puls Mig Welding Hand BookLeonardo De La HudiNo ratings yet
- W Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Document18 pagesW Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523ravi00098No ratings yet
- Weld Chart 1Document4 pagesWeld Chart 1ravi00098No ratings yet
- Schubert PDFDocument66 pagesSchubert PDFdattu33No ratings yet
- Measure Optical Density of X-Ray FilmsDocument2 pagesMeasure Optical Density of X-Ray FilmsthisisghostactualNo ratings yet
- PaintCure PDFDocument8 pagesPaintCure PDFmahendraNo ratings yet
- Husain Al Muslim Saudi Aramco PDFDocument34 pagesHusain Al Muslim Saudi Aramco PDFravi00098No ratings yet
- Welding Power SourcesDocument6 pagesWelding Power SourcesM.IBRAHEEMNo ratings yet
- Elcometer 456 User Manual PDFDocument76 pagesElcometer 456 User Manual PDFchaparal100% (1)
- Detailed Pacing Guide HMH Science Dimensions Grades K-5Document70 pagesDetailed Pacing Guide HMH Science Dimensions Grades K-5Milica PejcicNo ratings yet
- Pertanyaan Dan Jawaban Interview Dengan Bahasa InggrisDocument2 pagesPertanyaan Dan Jawaban Interview Dengan Bahasa Inggrissan_idrus_sip99No ratings yet
- ......... NCP CaseDocument34 pages......... NCP Casevipnikally80295% (19)
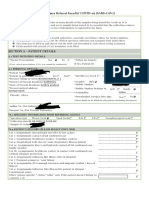
- Sample Id: Sample Id: 6284347 Icmr Specimen Referral Form Icmr Specimen Referral Form For For Covid-19 (Sars-Cov2) Covid-19 (Sars-Cov2)Document2 pagesSample Id: Sample Id: 6284347 Icmr Specimen Referral Form Icmr Specimen Referral Form For For Covid-19 (Sars-Cov2) Covid-19 (Sars-Cov2)Praveen KumarNo ratings yet
- The Three Pillars of The ASEANDocument13 pagesThe Three Pillars of The ASEANLouwell Abejo RiñoNo ratings yet
- 2024 Yoga Vidya Training FormDocument8 pages2024 Yoga Vidya Training FormJohnNo ratings yet
- 00001Document20 pages00001Maggie ZhuNo ratings yet
- Service Manual for Daewoo Mini Component Sound SystemsDocument46 pagesService Manual for Daewoo Mini Component Sound SystemsDaifred GutiérrezNo ratings yet
- Qy130v633 Operation ManualDocument414 pagesQy130v633 Operation ManualumamNo ratings yet
- Tecnológico de Monterrey Experiment on Matter and EnvironmentDocument6 pagesTecnológico de Monterrey Experiment on Matter and EnvironmentEvelyn Montserrat Gómez ZentenoNo ratings yet
- Elliott Wave Watching Part 2 Rev 1-2600717Document9 pagesElliott Wave Watching Part 2 Rev 1-2600717GateshNdegwahNo ratings yet
- Product Catalog Encoders en IM0038143Document788 pagesProduct Catalog Encoders en IM0038143Eric GarciaNo ratings yet
- Chapter 08-Borrowing Costs-Tutorial AnswersDocument4 pagesChapter 08-Borrowing Costs-Tutorial AnswersMayomi JayasooriyaNo ratings yet
- Panasonic SA-HT878Document82 pagesPanasonic SA-HT878immortalwombatNo ratings yet
- Q3 SolutionDocument5 pagesQ3 SolutionShaina0% (1)
- Abbadvant 800 XaDocument9 pagesAbbadvant 800 XaAlexNo ratings yet
- Aptamers in HIV Research Diagnosis and TherapyDocument11 pagesAptamers in HIV Research Diagnosis and TherapymikiNo ratings yet
- Training Report PRASADDocument32 pagesTraining Report PRASADshekharazad_suman85% (13)
- Fundamentals of Accountancy Business Management 2: Learning PacketDocument33 pagesFundamentals of Accountancy Business Management 2: Learning PacketArjae Dantes50% (2)
- Fixture Design ProjectDocument4 pagesFixture Design ProjectJosh CastleNo ratings yet
- Rguhs Dissertation PharmacyDocument6 pagesRguhs Dissertation PharmacyWhatAreTheBestPaperWritingServicesSingapore100% (1)
- #5130 Long Dress With Short Sleeves InstructionDocument2 pages#5130 Long Dress With Short Sleeves Instructionmr kdramaNo ratings yet
- Kafka Netdb 06 2011 PDFDocument15 pagesKafka Netdb 06 2011 PDFaarishgNo ratings yet
- Mfi in GuyanaDocument19 pagesMfi in Guyanadale2741830No ratings yet
- GRL+Prosp - EDocument2 pagesGRL+Prosp - Ethoma111sNo ratings yet
- PILE LOAD TEST PROCEDURE GUIDEDocument2 pagesPILE LOAD TEST PROCEDURE GUIDEJEFFY JACOBNo ratings yet
- 1967 2013 PDFDocument70 pages1967 2013 PDFAlberto Dorado Martín100% (1)
- Luxand FaceSDK DocumentationDocument117 pagesLuxand FaceSDK DocumentationrdhartzNo ratings yet
- Handwashing and Infection ControlDocument23 pagesHandwashing and Infection ControlLiane BartolomeNo ratings yet