You might also like
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFNo ratings yet
- DD-DOC 0111 - General Guidelines For Screen Printing On Flat GlassDocument18 pagesDD-DOC 0111 - General Guidelines For Screen Printing On Flat GlassIrina AureliaNo ratings yet
- Guide to Optimizing Solder Paste Printing ProcessDocument7 pagesGuide to Optimizing Solder Paste Printing ProcesshillaryNo ratings yet
- Laser Cut SMT StencilsDocument4 pagesLaser Cut SMT StencilsAvadhutNo ratings yet
- Solder Paste Printing Process - Surface Mount ProcessDocument5 pagesSolder Paste Printing Process - Surface Mount ProcessMike HHNo ratings yet
- How To Develop A Paste Print Print Process. M03015 - M0201Document20 pagesHow To Develop A Paste Print Print Process. M03015 - M0201jose rodeaNo ratings yet
- Zhao Et Al-2009-Quality and Reliability Engineering InternationalDocument10 pagesZhao Et Al-2009-Quality and Reliability Engineering InternationalMuhammad Tanweer Khan YousafzaiNo ratings yet
- EeeeDocument5 pagesEeeeGallardo SantiniNo ratings yet
- Stencil Printing - WikipediaDocument31 pagesStencil Printing - WikipediaLKMs HUBNo ratings yet
- Choosing A StencilDocument7 pagesChoosing A Stencilsuresh2711991No ratings yet
- 3D Printing of the Elder WandDocument12 pages3D Printing of the Elder WandYuvraj TyagiNo ratings yet
- Enercon Corona Treating and The Solvent Printing Process PDFDocument4 pagesEnercon Corona Treating and The Solvent Printing Process PDFThụy Thảo LinhNo ratings yet
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahNo ratings yet
- How To Manage Pressure Loss in Injection MoldingDocument3 pagesHow To Manage Pressure Loss in Injection MoldingpriyankaNo ratings yet
- Investigating Machine Learning Techniques For Predicting Theprocess Characteristics of Stencil PrintingDocument14 pagesInvestigating Machine Learning Techniques For Predicting Theprocess Characteristics of Stencil PrintingcocozhouNo ratings yet
- Worldwide Engineering Standards: Tape Adhesion Test For Paint FinishesDocument3 pagesWorldwide Engineering Standards: Tape Adhesion Test For Paint FinishesRicardo Bavasso100% (1)
- F 2296 - 03 RjiyotyDocument3 pagesF 2296 - 03 RjiyotyfrostestNo ratings yet
- Hellerman Tyton BootDocument100 pagesHellerman Tyton BootAlterego FotoNo ratings yet
- More Than Just Scratching The SurfaceDocument6 pagesMore Than Just Scratching The SurfaceMatt AgonyaNo ratings yet
- Stencil Design For Mixed Technology through-holeSMDocument8 pagesStencil Design For Mixed Technology through-holeSMRobert MartosNo ratings yet
- The Robustness of Various Test Compression TechniquesDocument16 pagesThe Robustness of Various Test Compression TechniquesDeepak Chanda100% (1)
- Application Guide Penguard MidcoatDocument6 pagesApplication Guide Penguard MidcoatSyeikhabil AsshoqofiNo ratings yet
- Painting steel structures guideDocument7 pagesPainting steel structures guideNgoc Quy100% (1)
- A Presentation ON Prototype: Dimensional Accuracy: Dr. D.Y PATIL College of Engineering Akurdi, Pune Maharashtra - 411044Document10 pagesA Presentation ON Prototype: Dimensional Accuracy: Dr. D.Y PATIL College of Engineering Akurdi, Pune Maharashtra - 411044AkshayJadhavNo ratings yet
- Ink WashandWarpageDefectPredictionfromthein MoldDecorationProcessSimulation PDFDocument8 pagesInk WashandWarpageDefectPredictionfromthein MoldDecorationProcessSimulation PDFrishi memaneNo ratings yet
- 3M Selection GuideDocument4 pages3M Selection Guideechobravo1No ratings yet
- CDocument15 pagesCBiswanath PatroNo ratings yet
- Moldflow Insight Detail Brochure1Document8 pagesMoldflow Insight Detail Brochure1antonkoenrNo ratings yet
- Application Guide Penguard Midcoat PDFDocument6 pagesApplication Guide Penguard Midcoat PDFsajan shaNo ratings yet
- Optimization of FDM 3D printing using Taguchi techniqueDocument12 pagesOptimization of FDM 3D printing using Taguchi techniquekuldeep sharmaNo ratings yet
- DFM-mase PlasticeDocument19 pagesDFM-mase PlasticeLavinia CalinNo ratings yet
- Astm D4400 Anti SagDocument4 pagesAstm D4400 Anti SagJose Guerrero100% (1)
- Chamil Abeykoon2020Document14 pagesChamil Abeykoon2020sabareesh lakshmananNo ratings yet
- Materials and Design: E.H. Amalu, N.N. Ekere, S. MallikDocument9 pagesMaterials and Design: E.H. Amalu, N.N. Ekere, S. MallikTHIMMAPPANo ratings yet
- Printing On Clear Plastic PDFDocument4 pagesPrinting On Clear Plastic PDFMohd ShafizadzharNo ratings yet
- Ma Texturing ProcessDocument4 pagesMa Texturing Processkaushik65No ratings yet
- 776 Dayton's Engineered Clearance-WebDocument6 pages776 Dayton's Engineered Clearance-WebNaukowyDrpNo ratings yet
- Presentation EBM NewDocument70 pagesPresentation EBM NewpenhameedNo ratings yet
- 10 Tips For Injection Molding Polypropylene ResinsDocument52 pages10 Tips For Injection Molding Polypropylene ResinsaynudeenNo ratings yet
- Review of Literature: 2.1 Offset Print StandardsDocument30 pagesReview of Literature: 2.1 Offset Print Standardspavan4samudralaNo ratings yet
- 139157-882132 Smt2p2lentztonyDocument8 pages139157-882132 Smt2p2lentztonybhf_86No ratings yet
- Thermoforming Design Guide (GE Plastics)Document57 pagesThermoforming Design Guide (GE Plastics)Mario Daniel Conejo100% (2)
- AbstractDocument1 pageAbstractJuan Antonio Ros MonzoNo ratings yet
- Manufacturing Technologies (CWK) PDF FinalDocument33 pagesManufacturing Technologies (CWK) PDF Finalissyhoward07No ratings yet
- Penguard Topcoat: Technical Data Sheet Application GuideDocument7 pagesPenguard Topcoat: Technical Data Sheet Application GuideTamerTamerNo ratings yet
- Basf Masterseal NP 474 TdsDocument3 pagesBasf Masterseal NP 474 TdsAdnan ČehajićNo ratings yet
- NWPTDS 1Document3 pagesNWPTDS 1vokNo ratings yet
- Measuring Coatings on SteelDocument5 pagesMeasuring Coatings on SteelShahril ZainulNo ratings yet
- Film Thickness Per Coat: Application Guide Penguard TopcoatDocument1 pageFilm Thickness Per Coat: Application Guide Penguard TopcoatTamerTamerNo ratings yet
- Paper Surface Testing ApplicationDocument12 pagesPaper Surface Testing ApplicationKristina ivanovicNo ratings yet
- Design of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationDocument9 pagesDesign of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationMD Al-AminNo ratings yet
- Alcolor DampeningDocument30 pagesAlcolor DampeningSaranovicu Krsto100% (3)
- 03mm Pitch DFR SummaryDocument5 pages03mm Pitch DFR SummaryarunatpuneNo ratings yet
- Tesa Flexo Printing Troubleshooting GuideDocument13 pagesTesa Flexo Printing Troubleshooting GuideMohammad Junaid ShaikhNo ratings yet
- Hand Lay Up Process Guide for Composite ManufacturingDocument29 pagesHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Module I - Coating Application.Document35 pagesModule I - Coating Application.aamirsaddiq100% (1)
- Old Test SheetDocument13 pagesOld Test SheetImran SikandarNo ratings yet
- BaselineDocument592 pagesBaselineImran SikandarNo ratings yet
- Manpower List Daily Wise FEC-82 VillaDocument1 pageManpower List Daily Wise FEC-82 VillaImran SikandarNo ratings yet
- Hardsacpe Progress 14-07-2021 Gc-03Document1 pageHardsacpe Progress 14-07-2021 Gc-03Imran SikandarNo ratings yet
- Checklist For Super Structure Block WorkDocument1 pageChecklist For Super Structure Block WorkImran Sikandar100% (1)
- SUMMARY (30-4-1432h) For IPC # 06Document3 pagesSUMMARY (30-4-1432h) For IPC # 06Imran SikandarNo ratings yet
- RIPRAP STONE-ModelDocument1 pageRIPRAP STONE-ModelImran SikandarNo ratings yet
- Al Murasam Trad. & Cont. CoDocument2 pagesAl Murasam Trad. & Cont. CoImran SikandarNo ratings yet
- SUMMARY (30-4-1432h) For IPC # 06Document3 pagesSUMMARY (30-4-1432h) For IPC # 06Imran SikandarNo ratings yet
- Steel Structure ObjectiveDocument4 pagesSteel Structure ObjectiveImran SikandarNo ratings yet
- Foundation Engineering Object Amd SubjectDocument7 pagesFoundation Engineering Object Amd SubjectImran SikandarNo ratings yet
- Imran Sikander: About Me ExperienceDocument2 pagesImran Sikander: About Me ExperienceImran SikandarNo ratings yet
- Review of Literature Hypothesis: Conceptual FrameworkDocument32 pagesReview of Literature Hypothesis: Conceptual FrameworkImran SikandarNo ratings yet
- Comwave Institute of Technology: Khansa Gulzar Roll Number: 19-SP-00821 Research Methodology Quiz Paper 2 SemesterDocument2 pagesComwave Institute of Technology: Khansa Gulzar Roll Number: 19-SP-00821 Research Methodology Quiz Paper 2 SemesterImran SikandarNo ratings yet
- Construction Scheduling Manual: Prepared by Construction ManagementDocument44 pagesConstruction Scheduling Manual: Prepared by Construction ManagementccemilovaNo ratings yet
- Oman Air JED MCT: 28 MAY 2016 28 MAY 2016Document1 pageOman Air JED MCT: 28 MAY 2016 28 MAY 2016Imran SikandarNo ratings yet
- Steel Structure ObjectiveDocument4 pagesSteel Structure ObjectiveImran SikandarNo ratings yet
- Rotana Hotel Access Road Asbuilt DataDocument5 pagesRotana Hotel Access Road Asbuilt DataImran SikandarNo ratings yet
- Muhammad Usman: SummaryDocument5 pagesMuhammad Usman: SummaryImran SikandarNo ratings yet
- Civil Engineer CVDocument3 pagesCivil Engineer CVImran SikandarNo ratings yet
- Royal Court Affairs Security Unit of The Royal Court Security Office Po Box: 672 To Go. Postal Code: 132 Sultanate of Oman /alkodDocument3 pagesRoyal Court Affairs Security Unit of The Royal Court Security Office Po Box: 672 To Go. Postal Code: 132 Sultanate of Oman /alkodImran SikandarNo ratings yet
- Pelham Progress ReportDocument1 pagePelham Progress ReportImran SikandarNo ratings yet
- 3) Date of Birth: 12/04/1972 Nationality: IranianDocument2 pages3) Date of Birth: 12/04/1972 Nationality: IranianImran SikandarNo ratings yet
- Construction Specification 28-Lime Treated EarthfillDocument3 pagesConstruction Specification 28-Lime Treated EarthfillImran SikandarNo ratings yet
- Project Handover FormDocument2 pagesProject Handover FormSkummar01No ratings yet
- 5th Semester ResultDocument1 page5th Semester ResultImran SikandarNo ratings yet
- 4.5 External W - Mosque 1Document8 pages4.5 External W - Mosque 1Imran SikandarNo ratings yet
- Sample Cost Estimate Worksheets TemplateDocument5 pagesSample Cost Estimate Worksheets TemplateSiddhiraj AgarwalNo ratings yet
- Robin SheremetaDocument48 pagesRobin SheremetaImran SikandarNo ratings yet
- 3.1 Steady State and Transient StateDocument5 pages3.1 Steady State and Transient StateAhmed MobarkiNo ratings yet
- Flow Anemometer: User ManualDocument26 pagesFlow Anemometer: User ManualPaulo AguileraNo ratings yet
- Philips Mr2048 c124Document29 pagesPhilips Mr2048 c124joanNo ratings yet
- ProLINK Comms Quick Start Rev 2Document16 pagesProLINK Comms Quick Start Rev 2cata844No ratings yet
- Manual de Desarme LG LW60Document118 pagesManual de Desarme LG LW60SantiagoNo ratings yet
- Operasi Arahan - Arahan Mikropemproses Intel 8086/8088Document6 pagesOperasi Arahan - Arahan Mikropemproses Intel 8086/8088kerinchi13No ratings yet
- Empat Berewok Dari Goa SanggrengDocument1 pageEmpat Berewok Dari Goa SanggrengPrima WesiNo ratings yet
- Group Study - Satcom Answer KeyDocument9 pagesGroup Study - Satcom Answer KeySheehan Kayne De CardoNo ratings yet
- 10g-Base-Lr-1310nm BrocadeCompatible 10G SFP 22mac21Document15 pages10g-Base-Lr-1310nm BrocadeCompatible 10G SFP 22mac21alfian sofianNo ratings yet
- Differential Via Modeling MethodologyDocument9 pagesDifferential Via Modeling MethodologyNoveri Dwi HardyantoNo ratings yet
- Series Tl1105 Switches: Tact Switches - 6Mm X 6MmDocument3 pagesSeries Tl1105 Switches: Tact Switches - 6Mm X 6Mmalex kastaNo ratings yet
- CATALOGO BAT DDM, US - DDM - PS - 002 - 0603 PDFDocument12 pagesCATALOGO BAT DDM, US - DDM - PS - 002 - 0603 PDFwane-chanNo ratings yet
- Transmission Lines and Waveguides Model Question PapersDocument6 pagesTransmission Lines and Waveguides Model Question PapersManjunath ShimogaNo ratings yet
- Samsung KodeDocument4 pagesSamsung KodeAgus WahyudiNo ratings yet
- Step Up and Step Down TransformerDocument39 pagesStep Up and Step Down Transformeriqra aneesNo ratings yet
- Modline 3 Catalog MO-300 PDFDocument8 pagesModline 3 Catalog MO-300 PDFSandra SchnuellNo ratings yet
- Tugas 1 RadarDocument3 pagesTugas 1 RadarGloria Natalia SamosirNo ratings yet
- Aratos Robin Radar Combo Drone Detection System - v2Document20 pagesAratos Robin Radar Combo Drone Detection System - v2Nikos BogonikolosNo ratings yet
- The IEEE 802.15.4 For Wireless Sensor NetworkDocument3 pagesThe IEEE 802.15.4 For Wireless Sensor NetworkIJIRSTNo ratings yet
- Brochure Pisotecho LXGUDocument2 pagesBrochure Pisotecho LXGUjizas1205No ratings yet
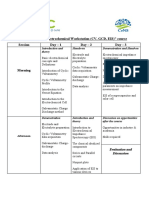
- Electrochemical Work Station (CV-CD, EIS) - ModuleDocument2 pagesElectrochemical Work Station (CV-CD, EIS) - ModuleSavitha NNo ratings yet
- 2022 ORVIBO Smart Home CatalogDocument52 pages2022 ORVIBO Smart Home CatalogFuture StoreNo ratings yet
- Olympus Endoscopes 2008Document6 pagesOlympus Endoscopes 2008andrelupiNo ratings yet
- 1802.132kV Line PRTN and CTRL Panel - R2.0 PDFDocument56 pages1802.132kV Line PRTN and CTRL Panel - R2.0 PDFHarish PoondlaNo ratings yet
- Caracteristicas Mydaq NiDocument54 pagesCaracteristicas Mydaq NieeindustrialNo ratings yet
- Ijert Ijert: "Frequency Control of Smart Grid - MATLAB/SIMULINK Approach"Document7 pagesIjert Ijert: "Frequency Control of Smart Grid - MATLAB/SIMULINK Approach"Mohan KrishnaNo ratings yet
- Dual Polarised Antenna AlignmentDocument9 pagesDual Polarised Antenna AlignmentmohamedNo ratings yet
- Service Manual: Fm/Am Compact Disc PlayerDocument46 pagesService Manual: Fm/Am Compact Disc PlayerHenry CastandNo ratings yet
- Basic FCR SystemDocument50 pagesBasic FCR SystemAdhe Vendy (Garvi Chanel)50% (2)