You might also like
- REHABILITATION AND RETROFITTING OF STRUCTURESDocument12 pagesREHABILITATION AND RETROFITTING OF STRUCTURESvijjikewlguy7116No ratings yet
- Special Concrete: Dr. Salmia Beddu BN-3-027Document72 pagesSpecial Concrete: Dr. Salmia Beddu BN-3-027Sufian Pian100% (1)
- CCSC Unit2 Notes-1Document4 pagesCCSC Unit2 Notes-1bhavuk purbiaNo ratings yet
- The Rheology of Cementitious MaterialsDocument6 pagesThe Rheology of Cementitious MaterialsAi VietNo ratings yet
- Module 1Document66 pagesModule 1mUSINo ratings yet
- Basics of Fibre Reinforced ConcreteDocument42 pagesBasics of Fibre Reinforced ConcreteM ShahidNo ratings yet
- Recent Advances in High-Strength ConcreteDocument16 pagesRecent Advances in High-Strength ConcreteRawan ShalaldehNo ratings yet
- Cec 313 Lect NoteDocument10 pagesCec 313 Lect NoteSamson Mide FolorunshoNo ratings yet
- Study On Strength Properties of Self-Compacting Concrete With Micro SilicaDocument6 pagesStudy On Strength Properties of Self-Compacting Concrete With Micro SilicaSajin Bs0% (1)
- 248 Copyedited 1625 1 10 20210205Document7 pages248 Copyedited 1625 1 10 20210205ashNo ratings yet
- Unit4-Special ConcretesDocument7 pagesUnit4-Special ConcretesRahul KumarNo ratings yet
- Brige Lauching Cap 5Document48 pagesBrige Lauching Cap 5Anonymous VkzquW39No ratings yet
- Final ProjectDocument33 pagesFinal ProjectYuvresh BansalNo ratings yet
- Lecture 6 High Perfomance Concrete-1 PDFDocument9 pagesLecture 6 High Perfomance Concrete-1 PDFsaleh ehmouda99No ratings yet
- Light Weight ConcreteDocument5 pagesLight Weight Concretemanoj kaushikNo ratings yet
- Concrete and Composite-1Document5 pagesConcrete and Composite-1RazaNo ratings yet
- Special Concrete and Concreting TechniquesDocument47 pagesSpecial Concrete and Concreting TechniquesTesfayeNo ratings yet
- New Microsoft Office Word DocumentDocument8 pagesNew Microsoft Office Word DocumentYuvraj VaghelaNo ratings yet
- Light Weight ConcreteDocument21 pagesLight Weight ConcreteBijaya RaulaNo ratings yet
- Types of Concrete - WikipediaDocument11 pagesTypes of Concrete - WikipediaAndi SilalahiNo ratings yet
- Study On Strength and Durability Charactestics of Light Weight Aggregate ConcreteDocument111 pagesStudy On Strength and Durability Charactestics of Light Weight Aggregate ConcreteKashyap ChintuNo ratings yet
- Properties of ConcreteDocument35 pagesProperties of ConcreteManojKumarSinghNo ratings yet
- High Performance Concrete Properties and ApplicationsDocument12 pagesHigh Performance Concrete Properties and Applicationsyedida v r aviswanadhNo ratings yet
- Materials 14 06071 v2Document26 pagesMaterials 14 06071 v2Vandal RayNo ratings yet
- A Research On Polymer Modified Steel Fiber Reinforced Concrete BagasseDocument6 pagesA Research On Polymer Modified Steel Fiber Reinforced Concrete BagasseEditor IJTSRDNo ratings yet
- Light Weight ConcreteDocument21 pagesLight Weight ConcretePraveen VermaNo ratings yet
- Construction MaterialsDocument52 pagesConstruction MaterialsNikom KraitudNo ratings yet
- 3 ReportDocument41 pages3 ReportGatha S.GiridharNo ratings yet
- Task#1Document6 pagesTask#1Engr Sher KhanNo ratings yet
- Module 6 - High Performance Concretes PDFDocument32 pagesModule 6 - High Performance Concretes PDFabinash choudharyNo ratings yet
- Columbia Develops New Lightweight ConcreteDocument1 pageColumbia Develops New Lightweight ConcreteAgoes AriyantoNo ratings yet
- Self-Compacting and Self-Curing Concrete With Steel Fiber ReinforcementDocument5 pagesSelf-Compacting and Self-Curing Concrete With Steel Fiber ReinforcementMichael GelongNo ratings yet
- Experimental Study on Steel Fibre Reinforced Concrete by Partially Replacement of Cement with GGBS and MetakaolinDocument44 pagesExperimental Study on Steel Fibre Reinforced Concrete by Partially Replacement of Cement with GGBS and MetakaolinB VAMSI KRISHNANo ratings yet
- Polymer ConcreteDocument29 pagesPolymer ConcreteDHANenDRAN RNo ratings yet
- Reinforced Concrete Design FundamentalsDocument49 pagesReinforced Concrete Design FundamentalsMichael SuanNo ratings yet
- 2 4 Ce225 Research - Paper Group 4Document7 pages2 4 Ce225 Research - Paper Group 4JEAN KATHLEEN SORIANONo ratings yet
- Chapter 7 - Special ConcretesDocument67 pagesChapter 7 - Special Concreteseyob yohannesNo ratings yet
- Self Compacting Concrete - An Indian ScenarioDocument9 pagesSelf Compacting Concrete - An Indian ScenariorajamaneeckemNo ratings yet
- Module - 5 Special ConcreteDocument9 pagesModule - 5 Special ConcreteRavi TilaganjiNo ratings yet
- HIGH DENSITY ConcreteDocument9 pagesHIGH DENSITY ConcreteVishnupriya B.No ratings yet
- Concrete AssignmentDocument24 pagesConcrete AssignmentPushpesh RanjanNo ratings yet
- ARAS Chapter 1Document10 pagesARAS Chapter 1patatas e.No ratings yet
- Concrete Basics PDFDocument30 pagesConcrete Basics PDFDarshan Rokztar100% (1)
- Literature Review on Characteristics and Properties of High Performance ConcreteDocument11 pagesLiterature Review on Characteristics and Properties of High Performance ConcreteSrikar AvrNo ratings yet
- ICCBT2008 - Properties & Applications of CeraCem Ultra High Performance Self Compacting ConcreteDocument10 pagesICCBT2008 - Properties & Applications of CeraCem Ultra High Performance Self Compacting ConcreteYuliusRiefAlkhalyNo ratings yet
- Purpose of Provision of Concrete CoverDocument17 pagesPurpose of Provision of Concrete CoverHiren DesaiNo ratings yet
- Structural Lightweight Concrete - tcm45-345994Document4 pagesStructural Lightweight Concrete - tcm45-345994Maamar DliouahNo ratings yet
- Reinforced Concrete Design GuideDocument46 pagesReinforced Concrete Design GuideJohn Cedrick JulatonNo ratings yet
- Advantages and applications of steel fibre reinforced concrete (SFRCDocument213 pagesAdvantages and applications of steel fibre reinforced concrete (SFRChamsanram100% (3)
- TESTING ReportDocument15 pagesTESTING ReportZharmae BermeoNo ratings yet
- Building Materials 3,4,5Document17 pagesBuilding Materials 3,4,5muthukumarNo ratings yet
- Cellular Lightweight ConcreteDocument11 pagesCellular Lightweight ConcreteseifNo ratings yet
- Use of Cement in Well CompletionDocument6 pagesUse of Cement in Well CompletionMariam N. TapsobaNo ratings yet
- Instructor GuideDocument5 pagesInstructor GuidePipoy ReglosNo ratings yet
- Chapter-1 General:: Light Weight Concrete Block Using Plastic Dept of CeDocument22 pagesChapter-1 General:: Light Weight Concrete Block Using Plastic Dept of CeNaveen Gowda k sNo ratings yet
- Effect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteDocument7 pagesEffect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteShahid IqbalNo ratings yet
- Elastic, Plastic and Yield Design of Reinforced StructuresFrom EverandElastic, Plastic and Yield Design of Reinforced StructuresNo ratings yet
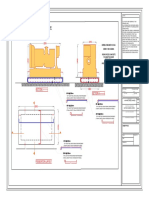
- Base Foundation of Generator: SECTION I - I SECTION II - IIDocument1 pageBase Foundation of Generator: SECTION I - I SECTION II - IIHayman AhmedNo ratings yet
- Automatic lighting control with light dependent resistorsDocument10 pagesAutomatic lighting control with light dependent resistorsAyush PattnaikNo ratings yet
- Thermal Properties of Cable PolymersDocument1 pageThermal Properties of Cable Polymersavandetq15No ratings yet
- North Cherwell: March 2021 February 2021 January 2021Document2 pagesNorth Cherwell: March 2021 February 2021 January 2021Dung NguyễnNo ratings yet
- Kelco-Crete DG-FDocument3 pagesKelco-Crete DG-FPelleNo ratings yet
- Ortiz (1985) - A Constitutive Theory For The Inelastic Behavior of ConcreteDocument27 pagesOrtiz (1985) - A Constitutive Theory For The Inelastic Behavior of ConcreteSalvatore MirandaNo ratings yet
- NanotechnologyDocument47 pagesNanotechnologyChristine Anne PintacNo ratings yet
- Non-shrink grout specificationsDocument7 pagesNon-shrink grout specificationsIm ChinithNo ratings yet
- Basha Infill 16WCEE 2017Document13 pagesBasha Infill 16WCEE 2017Jalal KeNo ratings yet
- Engr: Temoor Abbas Larik: QUCEST Larkana Campus Mechanical Engineering DepartmentDocument42 pagesEngr: Temoor Abbas Larik: QUCEST Larkana Campus Mechanical Engineering DepartmentTemoor AbbasNo ratings yet
- Nanotechnology in ProsthodonticDocument29 pagesNanotechnology in ProsthodonticHoosj100% (1)
- Computer Aided Design and Analysis of Swing Jaw Plate of Jaw CrusherDocument4 pagesComputer Aided Design and Analysis of Swing Jaw Plate of Jaw CrusherSreeni Vas KopparapuNo ratings yet
- PNG Steel Industries Price Lasist September 2014Document101 pagesPNG Steel Industries Price Lasist September 2014AuYongTheanSeng0% (1)
- Defects - Solidification Cracking - TWIDocument8 pagesDefects - Solidification Cracking - TWIJlkKumarNo ratings yet
- 8989 Ijmme IjensDocument16 pages8989 Ijmme IjensjeovanNo ratings yet
- Weld Strength and Design PDFDocument47 pagesWeld Strength and Design PDFkhairulNo ratings yet
- 10.1 Static ElectricityDocument82 pages10.1 Static ElectricityHakim AbbasNo ratings yet
- Wiper BladeDocument3 pagesWiper Bladeghyd artiagaNo ratings yet
- 1 Scope of WORK FTTHDocument6 pages1 Scope of WORK FTTHHarrabi Amor100% (1)
- Calcium Silicate Board and Gypsum Board Are Two Completely Different ProductsDocument4 pagesCalcium Silicate Board and Gypsum Board Are Two Completely Different ProductsvigneshNo ratings yet
- TSM1501G: Toyota Engineering StandardDocument12 pagesTSM1501G: Toyota Engineering StandardMiguel FelipeNo ratings yet
- Material PolimerDocument98 pagesMaterial PolimerAndi SugandiNo ratings yet
- Oxidation - VLSI TechnologyDocument15 pagesOxidation - VLSI TechnologyDeepak Khushalani0% (1)
- Water Profing Application MethodologyDocument2 pagesWater Profing Application MethodologyRajarshi KarNo ratings yet
- Material Data Sheets for S355J2 and Similar Steel GradesDocument2 pagesMaterial Data Sheets for S355J2 and Similar Steel GradesLanceal TanNo ratings yet
- Aci 211.1-91Document18 pagesAci 211.1-91farhadam0% (4)
- Polymer Abbreviations: Abbreviation Chemical NameDocument5 pagesPolymer Abbreviations: Abbreviation Chemical NameProcess LibraryNo ratings yet
- Astm D5942 96Document4 pagesAstm D5942 96Della MonicaNo ratings yet
- Polymers PresentationDocument24 pagesPolymers PresentationSAWAN GARGNo ratings yet
- CNC Grinding Machine GuideDocument15 pagesCNC Grinding Machine GuidejishnuNo ratings yet