You might also like
- Experimental and Finite Element Studies of Thin Bonded and Hybrid Carbon Fibre Double Lap Joints Used in Aircraft StructuresDocument36 pagesExperimental and Finite Element Studies of Thin Bonded and Hybrid Carbon Fibre Double Lap Joints Used in Aircraft Structures呆猫DemooNo ratings yet
- Experimental Failure Analysis of Mechanically Fastened Joints With Clearance in Composite Laminates Under PreloadDocument11 pagesExperimental Failure Analysis of Mechanically Fastened Joints With Clearance in Composite Laminates Under PreloadErick WarneNo ratings yet
- The Effect of Low Velocity Impact On The Flexural Strength of E-GLASS EPOXY Composite PlatesDocument8 pagesThe Effect of Low Velocity Impact On The Flexural Strength of E-GLASS EPOXY Composite Platesjunjie yiNo ratings yet
- Behaviour of Polymer Composites under Quasi-Static and Cyclic LoadsDocument10 pagesBehaviour of Polymer Composites under Quasi-Static and Cyclic LoadsAnilNo ratings yet
- Análisis de Fallas de Los Elementos de Una Junta Forzada Que Opera enDocument12 pagesAnálisis de Fallas de Los Elementos de Una Junta Forzada Que Opera enjohnny oreNo ratings yet
- Damage Characterization of Surface and Sub Surface Defects in Stitch Bonded Biaxial Carbon Epoxy CompositesDocument9 pagesDamage Characterization of Surface and Sub Surface Defects in Stitch Bonded Biaxial Carbon Epoxy CompositesyashNo ratings yet
- Effects of Defects On Interlaminar Performance of CompositesDocument12 pagesEffects of Defects On Interlaminar Performance of CompositesreinaldolubeNo ratings yet
- Experimental Determination of Buckling Strength of Stiffened PanelsDocument10 pagesExperimental Determination of Buckling Strength of Stiffened PanelsTJPRC PublicationsNo ratings yet
- International Journal of Fatigue: Xinglong Liu, Gang Zheng, Quantian Luo, Qing Li, Guangyong SunDocument13 pagesInternational Journal of Fatigue: Xinglong Liu, Gang Zheng, Quantian Luo, Qing Li, Guangyong SunMUIN ABDULLAH-ALNo ratings yet
- Content Server 3Document7 pagesContent Server 3BerkanErolNo ratings yet
- Mixed Mode I/II Fracture Toughness of Bonded JointsDocument9 pagesMixed Mode I/II Fracture Toughness of Bonded JointsAnonymous Qha8B2No ratings yet
- Projectile Impact On A Carbon Fiber Reinforced Plate 2006Document1 pageProjectile Impact On A Carbon Fiber Reinforced Plate 2006SIMULIACorpNo ratings yet
- Fracture Propertry - Geopolyme Cement Concerte+steel Fibre - 3 Point Bending Test - Crack - Tensile.Document6 pagesFracture Propertry - Geopolyme Cement Concerte+steel Fibre - 3 Point Bending Test - Crack - Tensile.Prasanth SekarNo ratings yet
- 2020 - Study On Bearingstrength and Failure Mode of A Carbon-Epoxy Composite Laminate For Designing Bolted Joint StructuresDocument20 pages2020 - Study On Bearingstrength and Failure Mode of A Carbon-Epoxy Composite Laminate For Designing Bolted Joint Structures최경민 서울 미래자동차공학과No ratings yet
- 07 2011 157 Ilic 03 PDFDocument7 pages07 2011 157 Ilic 03 PDFsanthoshkumarNo ratings yet
- Mechanical and microstructural properties of friction spot welded AA6181 aluminium alloyDocument7 pagesMechanical and microstructural properties of friction spot welded AA6181 aluminium alloyMilli Aline SantannaNo ratings yet
- Study of Reinforced Concrete Beam-Column JointDocument4 pagesStudy of Reinforced Concrete Beam-Column JointChua ZhenyuNo ratings yet
- Fracture Mechanics Tests To Characterize Bonded Glass/Epoxy Composites: Application To Strength Prediction in Structural AssembliesDocument14 pagesFracture Mechanics Tests To Characterize Bonded Glass/Epoxy Composites: Application To Strength Prediction in Structural AssembliesINU-45-Kashish Vinod WanjariNo ratings yet
- Project 2Document12 pagesProject 2rjankush338No ratings yet
- Joints AhnANDWaas 2011 H2Document12 pagesJoints AhnANDWaas 2011 H2Junghyun AhnNo ratings yet
- IJETR041352Document8 pagesIJETR041352erpublicationNo ratings yet
- Harizi 2021Document12 pagesHarizi 2021Yuzar StuffNo ratings yet
- Interlaminar Modelling To Predict Composite Coiled Tube FailureDocument10 pagesInterlaminar Modelling To Predict Composite Coiled Tube FailureVictor Daniel WaasNo ratings yet
- Karsh 2018Document14 pagesKarsh 2018donaNo ratings yet
- Interlaminar Shear Fatigue Behavior of Glassepoxy and Carbonepoxy CompositesDocument8 pagesInterlaminar Shear Fatigue Behavior of Glassepoxy and Carbonepoxy CompositesAbhishek AkareNo ratings yet
- Understanding Mechanical Behavior of HAWTB Composite StructureDocument38 pagesUnderstanding Mechanical Behavior of HAWTB Composite StructureCPA IMNo ratings yet
- Concrete Rock InterfaceDocument7 pagesConcrete Rock Interfacedyc123No ratings yet
- Fa 2019Document13 pagesFa 2019NhanNo ratings yet
- E Glass JuteDocument12 pagesE Glass JutevinothkumarNo ratings yet
- 3.simulating Behaviour of Large Reinforced Concrete Beam-Column JointsDocument15 pages3.simulating Behaviour of Large Reinforced Concrete Beam-Column JointschileanNo ratings yet
- Composites CommunicationsDocument6 pagesComposites CommunicationsOussama El BouadiNo ratings yet
- Fatigue Failure of Ball Joint Heads Connected To The Weight Holder Mechanism in Railway ApplicationsDocument15 pagesFatigue Failure of Ball Joint Heads Connected To The Weight Holder Mechanism in Railway ApplicationsLopes ChavezNo ratings yet
- 5 - Acoperiri Ceramice-Pe PolimerDocument8 pages5 - Acoperiri Ceramice-Pe PolimerMazurchevici Andrei DănuţNo ratings yet
- Sandwhich Failure TypeDocument11 pagesSandwhich Failure TypeZain AliNo ratings yet
- 2 Ajide Et Al 2022 - IJIDem - SpringerDocument7 pages2 Ajide Et Al 2022 - IJIDem - Springerbaloshereefdeen003No ratings yet
- 3D Woven Composites' Enhanced Interlaminar PropertiesDocument8 pages3D Woven Composites' Enhanced Interlaminar PropertiesGowthaman SwaminathanNo ratings yet
- 1 s2.0 S0142112308001539 Main PDFDocument9 pages1 s2.0 S0142112308001539 Main PDFHARSHVARDHAN SINGHNo ratings yet
- Forward Flight Simulation of Composite Rotor Blades With Matrix Cracking Under UncertaintiesDocument7 pagesForward Flight Simulation of Composite Rotor Blades With Matrix Cracking Under UncertaintiesPrashant PawarNo ratings yet
- An Analysis of Crack Growth in Thin-Sheet Metal Via A Cohesive Zone ModelDocument21 pagesAn Analysis of Crack Growth in Thin-Sheet Metal Via A Cohesive Zone ModelalitcoNo ratings yet
- Static and Fatigue Behaviour of Hexagonal Honeycomb Cores Under In-Plane Shear LoadsDocument19 pagesStatic and Fatigue Behaviour of Hexagonal Honeycomb Cores Under In-Plane Shear LoadsAnto PellisseryNo ratings yet
- Failure Analysis of The Fifth Wheel Couplings Utilized in Heavy Semi-Trailer TractorsDocument12 pagesFailure Analysis of The Fifth Wheel Couplings Utilized in Heavy Semi-Trailer TractorsEnqua QuaNo ratings yet
- Fractal and Probability Analysis of Creep Crack Growth Behaviorin 2.25Cr-1.6W Steel Incorporating Residual StressesDocument9 pagesFractal and Probability Analysis of Creep Crack Growth Behaviorin 2.25Cr-1.6W Steel Incorporating Residual StressesSatish Kumar GautamNo ratings yet
- Baldan2004b Article Adhesively-bondedJointsInMetalDocument69 pagesBaldan2004b Article Adhesively-bondedJointsInMetalmastourNo ratings yet
- Research Article: Strength and Failure Mechanism of Composite-Steel Adhesive Bond Single Lap JointsDocument11 pagesResearch Article: Strength and Failure Mechanism of Composite-Steel Adhesive Bond Single Lap JointsvishwaNo ratings yet
- Fracture Mechanics of RC of Beam Column JointsDocument7 pagesFracture Mechanics of RC of Beam Column JointsK PadmanabhamNo ratings yet
- Engineering Fracture Mechanics: W. Bleck, W. Dahl, A. Nonn, L. Amlung, M. Feldmann, D. Schäfer, B. EichlerDocument17 pagesEngineering Fracture Mechanics: W. Bleck, W. Dahl, A. Nonn, L. Amlung, M. Feldmann, D. Schäfer, B. EichlerShubhom PaulNo ratings yet
- Xu2019 Article FatigueBehaviourStudyOfTheShea PDFDocument11 pagesXu2019 Article FatigueBehaviourStudyOfTheShea PDFLucas EmmanoelNo ratings yet
- Damage modeling of composite tubesDocument9 pagesDamage modeling of composite tubesRonaldo KasperNo ratings yet
- Composites: Part A: F. Schmidt, M. Rheinfurth, R. Protz, P. Horst, G. Busse, M. Gude, W. HufenbachDocument10 pagesComposites: Part A: F. Schmidt, M. Rheinfurth, R. Protz, P. Horst, G. Busse, M. Gude, W. HufenbachbnidhalNo ratings yet
- 1 s2.0 S0301679X21001857 MainDocument12 pages1 s2.0 S0301679X21001857 MainPedro JuarezNo ratings yet
- Melenka 2021Document21 pagesMelenka 2021KARTHIK PILLAINo ratings yet
- Mixed Mode Loading Fracture Toughness of Arcan Adhesive Joint: Effect of Surface RoughnessDocument9 pagesMixed Mode Loading Fracture Toughness of Arcan Adhesive Joint: Effect of Surface RoughnessNanthini KanasanNo ratings yet
- FRACTURE PARAMETERS IN SCCDocument8 pagesFRACTURE PARAMETERS IN SCCAliya AtluriNo ratings yet
- International Journal of Adhesion and AdhesivesDocument28 pagesInternational Journal of Adhesion and AdhesivesALVIN RIZANI A SNo ratings yet
- Ultimate strength and failure of composite plates under low-velocity impactDocument23 pagesUltimate strength and failure of composite plates under low-velocity impactHossein RashediNo ratings yet
- Numerical Modeling of Composite Laminated Cylinders in Compression Using A Novel Imperfections Modeling MethodDocument13 pagesNumerical Modeling of Composite Laminated Cylinders in Compression Using A Novel Imperfections Modeling MethodKeerthi VasanNo ratings yet
- Rectangular Hole 3D ReferenceDocument14 pagesRectangular Hole 3D ReferenceHanzla ZubairNo ratings yet
- How Filament Winding Tension Impacts Composite PropertiesDocument9 pagesHow Filament Winding Tension Impacts Composite PropertiesBhasker RamagiriNo ratings yet
- Ijmet 09 10 002Document9 pagesIjmet 09 10 002member2 mtriNo ratings yet
- 10 1016@j Conbuildmat 2019 117464 PDFDocument14 pages10 1016@j Conbuildmat 2019 117464 PDFedmealemNo ratings yet
- 21 Rsri-IjmperdDocument7 pages21 Rsri-IjmperdedmealemNo ratings yet
- Research Article: International Journal of Current ResearchDocument5 pagesResearch Article: International Journal of Current ResearchedmealemNo ratings yet
- Analysis of Connecting Rod Using Analytical and Finite Element MethodDocument4 pagesAnalysis of Connecting Rod Using Analytical and Finite Element MethodIJMERNo ratings yet
- Ar Than Aries War An 2014Document9 pagesAr Than Aries War An 2014edmealemNo ratings yet
- 10 1016@j Conbuildmat 2019 117464 PDFDocument14 pages10 1016@j Conbuildmat 2019 117464 PDFedmealemNo ratings yet
- Fatigue Strength Analysis of Petrol Engine Connecting-Rodwith An Interference Fit Using FemDocument6 pagesFatigue Strength Analysis of Petrol Engine Connecting-Rodwith An Interference Fit Using FemedmealemNo ratings yet
- Materials Today: Proceedings: Amiya Ranjan Pani, Ritesh Kumar Patel, Gaurab Kumar GhoshDocument6 pagesMaterials Today: Proceedings: Amiya Ranjan Pani, Ritesh Kumar Patel, Gaurab Kumar GhoshedmealemNo ratings yet
- Kar Thick 2018Document7 pagesKar Thick 2018edmealemNo ratings yet
- Materials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakDocument5 pagesMaterials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakedmealemNo ratings yet
- J Msea 2006 01 074 PDFDocument9 pagesJ Msea 2006 01 074 PDFedmealemNo ratings yet
- Kumar 2019Document10 pagesKumar 2019edmealemNo ratings yet
- Journal Pre-Proofs: Composite StructuresDocument24 pagesJournal Pre-Proofs: Composite StructuresedmealemNo ratings yet
- Materials Today: Proceedings: Amiya Ranjan Pani, Ritesh Kumar Patel, Gaurab Kumar GhoshDocument6 pagesMaterials Today: Proceedings: Amiya Ranjan Pani, Ritesh Kumar Patel, Gaurab Kumar GhoshedmealemNo ratings yet
- Bakken2020 PDFDocument9 pagesBakken2020 PDFedmealemNo ratings yet
- bf00619420 PDFDocument8 pagesbf00619420 PDFedmealemNo ratings yet
- TC Okq 443 PDFDocument233 pagesTC Okq 443 PDFedmealemNo ratings yet
- Bakken2020 PDFDocument9 pagesBakken2020 PDFedmealemNo ratings yet
- Bakken2020 PDFDocument9 pagesBakken2020 PDFedmealemNo ratings yet
- Wang2008 PDFDocument6 pagesWang2008 PDFedmealemNo ratings yet
- D8436118419 PDFDocument7 pagesD8436118419 PDFedmealemNo ratings yet
- Full TextDocument90 pagesFull TextedmealemNo ratings yet
- Wang 2008Document6 pagesWang 2008edmealemNo ratings yet
- Sciencedirect: P.Sai Shravan Kumar, K. Viswanath AllamrajuDocument7 pagesSciencedirect: P.Sai Shravan Kumar, K. Viswanath AllamrajuedmealemNo ratings yet
- 087Document6 pages087edmealemNo ratings yet
- Chopper - Item No.11Document44 pagesChopper - Item No.11edmealemNo ratings yet
- Sciencedirect: P.Sai Shravan Kumar, K. Viswanath AllamrajuDocument7 pagesSciencedirect: P.Sai Shravan Kumar, K. Viswanath AllamrajuedmealemNo ratings yet
- E6 197 17 00Document19 pagesE6 197 17 00edmealemNo ratings yet
- BBDocument1 pageBBedmealemNo ratings yet
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDocument7 pagesStrength and Protective Coatings On Steel Industrial Fence FrameworkDarwin DarmawanNo ratings yet
- Asme Sec Viii D1 Ma App 5Document4 pagesAsme Sec Viii D1 Ma App 5ridho arkanaNo ratings yet
- Mason E0008Document24 pagesMason E0008SandeepNo ratings yet
- Mechanisms and Kinematics MCQDocument12 pagesMechanisms and Kinematics MCQVECNo ratings yet
- Estimating Charge on Styrofoam Balls Using Coulomb's LawDocument17 pagesEstimating Charge on Styrofoam Balls Using Coulomb's LawPrerana Chaithra0% (1)
- Strength Properties of Soft Clay Treated With Mixture of nano-SiO2 and Recycled Polyester Fiber PDFDocument12 pagesStrength Properties of Soft Clay Treated With Mixture of nano-SiO2 and Recycled Polyester Fiber PDFFahim KhanNo ratings yet
- Name: - Worksheet 3.1 - Translational EquilibriumDocument3 pagesName: - Worksheet 3.1 - Translational EquilibriumYehualashet BelaynehNo ratings yet
- Tensile Testing Lab Determines Plastic PropertiesDocument36 pagesTensile Testing Lab Determines Plastic PropertiesalkharfaneNo ratings yet
- Berlin Photonics and Optics Companies - 5.0Document8 pagesBerlin Photonics and Optics Companies - 5.0Suman RachaNo ratings yet
- An Intuitive Guide To Physics (IoP, 2000) (324s) - PPopDocument324 pagesAn Intuitive Guide To Physics (IoP, 2000) (324s) - PPopRaden AsmoroNo ratings yet
- How an air compressor works in 4 stepsDocument3 pagesHow an air compressor works in 4 stepsPinak ParkhiNo ratings yet
- Properties of Matter QuizDocument55 pagesProperties of Matter QuizLemuel Glenn BautistaNo ratings yet
- Leg Support Calculation PDFDocument2 pagesLeg Support Calculation PDFSanjay MoreNo ratings yet
- CE49S Fire Engineering DesignDocument3 pagesCE49S Fire Engineering DesignIşık Ateş KıralNo ratings yet
- Reinforced Concrete Beam Design ProblemsDocument5 pagesReinforced Concrete Beam Design ProblemsCeyn Lumabad0% (1)
- 509 Light Planning en 12464-1Document1 page509 Light Planning en 12464-1Ko NandaNo ratings yet
- Uniform Circular Motion: PSI AP Physics 1Document6 pagesUniform Circular Motion: PSI AP Physics 1Boldie LutwigNo ratings yet
- Chapter 19Document30 pagesChapter 19d4rkne5sNo ratings yet
- Visco-Elastic CoatingsDocument7 pagesVisco-Elastic CoatingsXiaohua ChenNo ratings yet
- Phy PPT FinalDocument29 pagesPhy PPT FinalReck OnNo ratings yet
- 42 80 - 4280 Motor Mounted Pump - IOIDocument4 pages42 80 - 4280 Motor Mounted Pump - IOIvimalmailbookNo ratings yet
- Mechanical Properties of Materials: Is Hooke's Law True?Document41 pagesMechanical Properties of Materials: Is Hooke's Law True?Mustafa ErolNo ratings yet
- Eucass2019 0677 1Document15 pagesEucass2019 0677 1Faysal KhanNo ratings yet
- Strength of Materials Lab EquipmentsDocument12 pagesStrength of Materials Lab EquipmentslabtekindiaNo ratings yet
- A Detailed Lesson Plan in Science and HeDocument4 pagesA Detailed Lesson Plan in Science and HeRichelle Millano BrownNo ratings yet
- UGS2003 A Floating-Type Braced Excavation in Soft Marine Clay, 2003Document12 pagesUGS2003 A Floating-Type Braced Excavation in Soft Marine Clay, 2003freezefreezeNo ratings yet
- Analysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionDocument6 pagesAnalysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionAnonymous PufNjgNo ratings yet
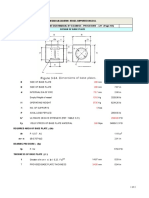
- Structural data for wet well designDocument328 pagesStructural data for wet well designHarsh BhavsarNo ratings yet
- Electrochemistry of SemiconductorsDocument18 pagesElectrochemistry of Semiconductorsadriand13No ratings yet
- Guide To Whitford Industrial Products: 9th Edition - 2010Document42 pagesGuide To Whitford Industrial Products: 9th Edition - 2010cristianoluzNo ratings yet