You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Raghu Steel Pipes Accoutancy Projects PDFDocument23 pagesRaghu Steel Pipes Accoutancy Projects PDFRachit Jain73% (48)
- Case 3 Empirical ChemicalsDocument4 pagesCase 3 Empirical ChemicalsStephanie Morgan67% (3)
- Managerial Accounting Quiz 3 - 1Document8 pagesManagerial Accounting Quiz 3 - 1Christian De LeonNo ratings yet
- Rozan, Jean Francois - The 7 Principles of Note-TakingDocument11 pagesRozan, Jean Francois - The 7 Principles of Note-TakingmMadMadamMimmNo ratings yet
- ITIL v3 Foundation Exam Dump 1Document11 pagesITIL v3 Foundation Exam Dump 1yuben josephNo ratings yet
- Free ITIL Dumps Exam Questions Version-3 Paper 2Document15 pagesFree ITIL Dumps Exam Questions Version-3 Paper 2yuben josephNo ratings yet
- ITIL V3 Sample Paper 1Document13 pagesITIL V3 Sample Paper 1Agata WasilewskaNo ratings yet
- Timestamp Name: Age Education E-Mail IDDocument14 pagesTimestamp Name: Age Education E-Mail IDyuben josephNo ratings yet
- Ushashi SMSDocument22 pagesUshashi SMSapi-3827000No ratings yet
- Quantum Dot Laser Seminar Report 2004Document27 pagesQuantum Dot Laser Seminar Report 2004yuben josephNo ratings yet
- Orgnchart FinalDocument2 pagesOrgnchart Finalyuben josephNo ratings yet
- SUBIN K M Freespace Laser CommunicationsDocument31 pagesSUBIN K M Freespace Laser Communicationsapi-3827000100% (3)
- SPEED: Theoretical Maximum Speeds of Up To 171.2 Kilobits Per Second (KBPS)Document32 pagesSPEED: Theoretical Maximum Speeds of Up To 171.2 Kilobits Per Second (KBPS)yuben josephNo ratings yet
- Shyam Ac Performance of Nano ElectronicsDocument30 pagesShyam Ac Performance of Nano Electronicsapi-3827000100% (1)
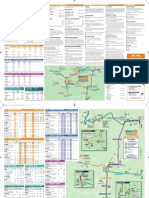
- Kern Transit East Kern GuideDocument2 pagesKern Transit East Kern GuidekerndsaNo ratings yet
- Inflation AccountingDocument2 pagesInflation AccountingmehulNo ratings yet
- Forensic Accounting How Books Are Fudged 1. Accelerating RevenuesDocument3 pagesForensic Accounting How Books Are Fudged 1. Accelerating Revenuessilvernitrate1953No ratings yet
- Mobil Philippines v. City Treasurer of Makati 1.business Tax v. Income TaxDocument4 pagesMobil Philippines v. City Treasurer of Makati 1.business Tax v. Income TaxFloyd MagoNo ratings yet
- Mechanization of ConstructionDocument19 pagesMechanization of ConstructionArchana RamaniNo ratings yet
- CH 08Document10 pagesCH 08RiubenNo ratings yet
- Ancient China MarketplaceDocument2 pagesAncient China Marketplacelyy.elizabethNo ratings yet
- E-Ticket 715702Document1 pageE-Ticket 715702Subhra S SanyalNo ratings yet
- Excerpt From The Minutes of The Special Meeting of Bagwis Held On July 9Document4 pagesExcerpt From The Minutes of The Special Meeting of Bagwis Held On July 9Anonymous OqyBnkNo ratings yet
- Neet Class Test Semiconductor Devices 2017Document4 pagesNeet Class Test Semiconductor Devices 2017umved singh yadavNo ratings yet
- Albania Cultural and Eco Tourism StrategyDocument39 pagesAlbania Cultural and Eco Tourism Strategygencmetohu0% (1)
- Board Reporting TemplateDocument27 pagesBoard Reporting TemplateYung TanjungNo ratings yet
- Corporation Law Digest - Villa Rey Transit V FerrerDocument2 pagesCorporation Law Digest - Villa Rey Transit V FerrerCari Mangalindan MacaalayNo ratings yet
- Cavite-Laguna Expressway (CALAx) ProjectDocument22 pagesCavite-Laguna Expressway (CALAx) ProjectJay Castillo100% (2)
- YBM GST Invoice FormatDocument4 pagesYBM GST Invoice FormatMl AgarwalNo ratings yet
- Sample Micro-Macro Questions EnglishDocument3 pagesSample Micro-Macro Questions EnglishAhmed HajiNo ratings yet
- Neihbourhood Planning and Urban DesignDocument12 pagesNeihbourhood Planning and Urban DesignLalit SisodiaNo ratings yet
- Seitel IncDocument75 pagesSeitel IncSudhanshu LaddhaNo ratings yet
- Accounting p.1Document44 pagesAccounting p.1Comamao Juls100% (1)
- Men's Footwear Size Guide - ASOSDocument3 pagesMen's Footwear Size Guide - ASOS666667No ratings yet
- 7 Project Finance PDFDocument4 pages7 Project Finance PDFAksNo ratings yet
- Tutorial - 3-Answers - For - Selected - Questions PresentationDocument6 pagesTutorial - 3-Answers - For - Selected - Questions Presentationcynthiama7777No ratings yet
- Alternative Joint Cost Allocation Methods Further ProcessDocument1 pageAlternative Joint Cost Allocation Methods Further Processtrilocksp SinghNo ratings yet
- Godshall Comments On 309 ConnectorDocument8 pagesGodshall Comments On 309 Connectorsokil_danNo ratings yet
- Merchant of Venice HWDocument5 pagesMerchant of Venice HWAnonymous mZKmEzK7No ratings yet
- Calvin Klein Marks Its SpotDocument2 pagesCalvin Klein Marks Its SpotchandanNo ratings yet