You might also like
- BS en 13411-2 Termination of Wire Ropes-Safety - SplicingDocument12 pagesBS en 13411-2 Termination of Wire Ropes-Safety - SplicingWalid BdeirNo ratings yet
- Bs en 12385 5 2002pdf PDFDocument20 pagesBs en 12385 5 2002pdf PDFArun SharmaNo ratings yet
- BS en 1677-5 2001Document22 pagesBS en 1677-5 2001hicham1278100% (1)
- BS en 12644-2 Cranes Information For Use and Testing - MarkinDocument10 pagesBS en 12644-2 Cranes Information For Use and Testing - MarkinMohamed Farouk50% (2)
- BS 07121-2-4-2013Document36 pagesBS 07121-2-4-2013Abdel Rahman SalahNo ratings yet
- En 1677-3-2008Document20 pagesEn 1677-3-2008masoud abdalla100% (1)
- BS en 13411 1 2011Document28 pagesBS en 13411 1 2011Dimo Siderov71% (7)
- Termination For Steel Wire Ropes-Safety - Metal and Resin Socketing BS-EN 13411-4 PDFDocument22 pagesTermination For Steel Wire Ropes-Safety - Metal and Resin Socketing BS-EN 13411-4 PDFMaazARazaNo ratings yet
- En 818-6 PDFDocument5 pagesEn 818-6 PDFlub007No ratings yet
- Asli Bs7262Document26 pagesAsli Bs7262umar_hazrad8219100% (1)
- 5 6167996039795048730 PDFDocument56 pages5 6167996039795048730 PDFSelva Ganapathi100% (1)
- BS en 818-1Document14 pagesBS en 818-1Wantana Rattanee100% (1)
- Cranes-Equipment For Lifting Persons BS EN 14502-1 PDFDocument22 pagesCranes-Equipment For Lifting Persons BS EN 14502-1 PDFMaazARaza0% (1)
- Bs 7121 Part2-2003 (Code of Practice For Safe Use of Cranes-IDocument1 pageBs 7121 Part2-2003 (Code of Practice For Safe Use of Cranes-ISmeb PoltNo ratings yet
- Is Iso 2415 2004 PDFDocument27 pagesIs Iso 2415 2004 PDFdschauhanunisparesNo ratings yet
- Short Link Chain For Lifting Purposes - Safety - : Part 5: Chain Slings - Grade 4Document28 pagesShort Link Chain For Lifting Purposes - Safety - : Part 5: Chain Slings - Grade 4EderNo ratings yet
- BS EN 818-1-1996 (Short Link Chain For Lifting Purposes-GenerDocument14 pagesBS EN 818-1-1996 (Short Link Chain For Lifting Purposes-GenerPrimelift Safety Resources Limited100% (3)
- BS en 818-4 1996+a1 2008Document32 pagesBS en 818-4 1996+a1 2008Eder80% (5)
- BS en 13411-1 (2002+A1 2008) Terminations For Steel Wire Ropes. Safety. Thimbles For Steel Wire Rope SlingsDocument14 pagesBS en 13411-1 (2002+A1 2008) Terminations For Steel Wire Ropes. Safety. Thimbles For Steel Wire Rope SlingsCaptIsqan100% (2)
- 5 6167961439538512030 PDFDocument60 pages5 6167961439538512030 PDFSelva GanapathiNo ratings yet
- BS en 12385-1-2002+a1 - 2009Document24 pagesBS en 12385-1-2002+a1 - 2009Qiu RitaNo ratings yet
- BS ISO 20474-10-2017 TrenchersDocument20 pagesBS ISO 20474-10-2017 TrenchersDarryl VeranoNo ratings yet
- BS en 1493 - 2010 - Vehicle LiftsDocument4 pagesBS en 1493 - 2010 - Vehicle Liftsvineeth kNo ratings yet
- Iso 10245-2-2014 PDFDocument16 pagesIso 10245-2-2014 PDFalejandroNo ratings yet
- LEEA 059 5 Guidance To Documentation & Marking Part5Document23 pagesLEEA 059 5 Guidance To Documentation & Marking Part5GaniyuNo ratings yet
- BS en 365 2004 PDFDocument14 pagesBS en 365 2004 PDFjoaoferreiraprfNo ratings yet
- BSEN 1492-4 2004 Textile SlingsDocument46 pagesBSEN 1492-4 2004 Textile SlingsCashew Pandaram100% (1)
- LEEA 059 6 Documentation&Marking-Part6Document24 pagesLEEA 059 6 Documentation&Marking-Part6GaniyuNo ratings yet
- Din en 13414 2 2003Document22 pagesDin en 13414 2 2003utopian_player100% (1)
- BS en 12385-2-2002+a1-2008Document56 pagesBS en 12385-2-2002+a1-2008Jose GarciaNo ratings yet
- LEEA Handbook PDFDocument1 pageLEEA Handbook PDFparamarthasom1974No ratings yet
- BS en 12385 1Document24 pagesBS en 12385 1David MartinsNo ratings yet
- BS ISO 20474-2-2017 DozersDocument18 pagesBS ISO 20474-2-2017 DozersDarryl VeranoNo ratings yet
- BS 07121-2-9 PDFDocument40 pagesBS 07121-2-9 PDFZain AliNo ratings yet
- BS Din en 13411-3 - 2009Document32 pagesBS Din en 13411-3 - 2009Rakesh DasNo ratings yet
- BS 4429 PDFDocument24 pagesBS 4429 PDFbich100% (1)
- BS 3243 Hand Oprated Chain Blocks PDFDocument15 pagesBS 3243 Hand Oprated Chain Blocks PDFPD AWSSIESPNo ratings yet
- BS en 13414-1 2003 PresentationDocument6 pagesBS en 13414-1 2003 PresentationAlbadeel Inspection & Conformity Co. ltd100% (1)
- PDFDocument14 pagesPDFBibhuti B. Bhardwaj100% (1)
- BS 7121-1Document43 pagesBS 7121-1suranga100% (2)
- BS en 818-2 1996+a1 2008Document22 pagesBS en 818-2 1996+a1 2008Eder80% (5)
- LEEA-015 BSI Reference Library List - Version 09 - Jan 2021Document32 pagesLEEA-015 BSI Reference Library List - Version 09 - Jan 2021GaniyuNo ratings yet
- BS Din en 13411-4 - 2011Document28 pagesBS Din en 13411-4 - 2011sca8z4cb2aNo ratings yet
- BS 4278 Eyebolts For Lifting Purposes PDFDocument14 pagesBS 4278 Eyebolts For Lifting Purposes PDFmoha1984167% (3)
- Terminations For Steel Wireropes-Safety - Splicing of Eyes For Wire Rope Slings BS EN 13411-2Document12 pagesTerminations For Steel Wireropes-Safety - Splicing of Eyes For Wire Rope Slings BS EN 13411-2PmohamedFazil100% (1)
- BS en 474-6-2022Document29 pagesBS en 474-6-2022Lijo M100% (2)
- BS en 818-4Document20 pagesBS en 818-4Wantana Rattanee0% (1)
- Bs en 474-5-2006 Earth Moving MachineryDocument32 pagesBs en 474-5-2006 Earth Moving Machineryalexchc121No ratings yet
- BS 4278 1984Document22 pagesBS 4278 1984Mohammed Rizwan AhmedNo ratings yet
- BS EN 474-8-2006+A1-2009 Earth-Moving Machinery - Safety - P PDFDocument16 pagesBS EN 474-8-2006+A1-2009 Earth-Moving Machinery - Safety - P PDFFaheem Khan50% (2)
- LEEA-062 General Guidance To The Manufacturer of Lifting Equipment To The Development of Instructions For Use Version 1 April 2015 PDFDocument11 pagesLEEA-062 General Guidance To The Manufacturer of Lifting Equipment To The Development of Instructions For Use Version 1 April 2015 PDFUlviyye ElesgerovaNo ratings yet
- BS ISO 1837 - 2003 Lifting Hooks NomenclatureDocument12 pagesBS ISO 1837 - 2003 Lifting Hooks NomenclatureAhmed Imtiaz RaoNo ratings yet
- Sans2415 PDFDocument27 pagesSans2415 PDFCwenga CwestarNo ratings yet
- En 353-2 2002Document14 pagesEn 353-2 2002Rui CarvalheiraNo ratings yet
- EN 1494+A1 2008 Jacks PDFDocument48 pagesEN 1494+A1 2008 Jacks PDFFariz Safarulla100% (2)
- BS 6166-2 1986Document8 pagesBS 6166-2 1986احمد عبداللاNo ratings yet
- BS EN 13411-6 (2004) - Wedge SocketslDocument26 pagesBS EN 13411-6 (2004) - Wedge Socketslfarikh ibnuNo ratings yet
- BS EN 1677-5-2001 - Inc.Document3 pagesBS EN 1677-5-2001 - Inc.Ameer Sadimin SGNo ratings yet
- BS en 12927-5-2004Document12 pagesBS en 12927-5-2004widiantoekoNo ratings yet
- Bsi BS en 1365-5Document14 pagesBsi BS en 1365-5Byrm HrNo ratings yet
- Vertical Lifeline Inspection FormDocument1 pageVertical Lifeline Inspection FormSelva GanapathiNo ratings yet
- Hand Signals Guide for Crane OperatorsDocument2 pagesHand Signals Guide for Crane OperatorsSelva GanapathiNo ratings yet
- Pre-Use Inspection - Rigging Equipment / Asme B30.9: Company: Rigger's Name: DateDocument1 pagePre-Use Inspection - Rigging Equipment / Asme B30.9: Company: Rigger's Name: DateSelva Ganapathi0% (1)
- BH Ivony 302 4DDocument16 pagesBH Ivony 302 4DElma MaranNo ratings yet
- Hoisting Form Inspect Pre Use Crane MobileDocument1 pageHoisting Form Inspect Pre Use Crane MobileSham AranNo ratings yet
- Fall UseGuide-2015 PDFDocument29 pagesFall UseGuide-2015 PDFAbdel Nasser Al-sheikh YousefNo ratings yet
- Fire Extiguisher All You Want To KnowDocument6 pagesFire Extiguisher All You Want To Knows_omeone4usNo ratings yet
- ToolboxTalks RiggingQuiz 041315Document2 pagesToolboxTalks RiggingQuiz 041315Kaptaan Khan0% (1)
- Vertical Lifeline Inspection FormDocument1 pageVertical Lifeline Inspection FormSelva GanapathiNo ratings yet
- In Service Welding Machine InspectionDocument27 pagesIn Service Welding Machine InspectionSelva GanapathiNo ratings yet
- Typology of Retractable Roof Structure: ISSN: 2454-132X Impact Factor: 4.295Document5 pagesTypology of Retractable Roof Structure: ISSN: 2454-132X Impact Factor: 4.295kautukNo ratings yet
- Retractable roof structures fold and deploy in hoursDocument12 pagesRetractable roof structures fold and deploy in hoursxmeame_543675267No ratings yet
- Lifeline - Application WORK SHEETDocument12 pagesLifeline - Application WORK SHEETSelva GanapathiNo ratings yet
- Life Line ApplicationDocument8 pagesLife Line ApplicationSelva GanapathiNo ratings yet
- 2 Tower Crane Checklist PDFDocument3 pages2 Tower Crane Checklist PDFAzaim AnaqiNo ratings yet
- Volume 3 Chapter 6Document34 pagesVolume 3 Chapter 6nguyenvanquyetvttNo ratings yet
- Heavy Equipment Inspection ChecklistDocument1 pageHeavy Equipment Inspection ChecklistMyco Cris RomasantaNo ratings yet
- 5 6167961439538512030 PDFDocument60 pages5 6167961439538512030 PDFSelva GanapathiNo ratings yet
- Diesel Generator Inspection Procedure PDFDocument6 pagesDiesel Generator Inspection Procedure PDFSelva GanapathiNo ratings yet
- LEEA New Rigging ManualDocument106 pagesLEEA New Rigging ManualAkramKassisNo ratings yet
- Rt530e 2 - PG 1 PDFDocument16 pagesRt530e 2 - PG 1 PDFNavarro NayraNo ratings yet
- Window CradleDocument48 pagesWindow CradleSelva GanapathiNo ratings yet
- Information Handling Services in 2000Document34 pagesInformation Handling Services in 2000Selva GanapathiNo ratings yet
- SG4 15 PDFDocument14 pagesSG4 15 PDFSelva GanapathiNo ratings yet
- Personal Fall Protection Equipment - Anchor Devices: BSI Standards PublicationDocument48 pagesPersonal Fall Protection Equipment - Anchor Devices: BSI Standards PublicationAndrew LiddellNo ratings yet
- LEEA ACADEMY STEP NOTES - Foundation - Aug2018 - v1.8 Print PDFDocument72 pagesLEEA ACADEMY STEP NOTES - Foundation - Aug2018 - v1.8 Print PDFSelva GanapathiNo ratings yet
- 5 6167996039795048730 PDFDocument56 pages5 6167996039795048730 PDFSelva Ganapathi100% (1)
- Nebosh EnvironmentDocument192 pagesNebosh EnvironmentSelva Ganapathi86% (49)
- SG4 15Document14 pagesSG4 15Selva GanapathiNo ratings yet
- Death of the 1994 Auditor: ISO 9001's New EraDocument4 pagesDeath of the 1994 Auditor: ISO 9001's New EraRAHUL HERANINo ratings yet
- Traffic Alert and Collision Avoidance System (TCAS II)Document17 pagesTraffic Alert and Collision Avoidance System (TCAS II)Adil KhNo ratings yet
- Ari 370Document18 pagesAri 370FabioncfNo ratings yet
- Concrete Continuous Footing Quantity Take-Off WorksheetDocument17 pagesConcrete Continuous Footing Quantity Take-Off Worksheetthoriq ikhwanNo ratings yet
- Ds Esprimo c720Document9 pagesDs Esprimo c720conmar5mNo ratings yet
- Ibs NotesDocument44 pagesIbs NotesOo Nana Marshumellow100% (1)
- LV14ADocument28 pagesLV14AHernan Ortiz EnamoradoNo ratings yet
- Audio Video Qos MonitoringDocument43 pagesAudio Video Qos MonitoringBen PoovinNo ratings yet
- FAG Tapered Roller BearingDocument56 pagesFAG Tapered Roller Bearingpassword100% (1)
- Liquip Monitor For Overfill and Grounding: Data Sheet Part N°: Pd501 Series TitleDocument3 pagesLiquip Monitor For Overfill and Grounding: Data Sheet Part N°: Pd501 Series TitleAbegail BernabeNo ratings yet
- Enterprise 5000 BedDocument12 pagesEnterprise 5000 BedBreak Boom0% (1)
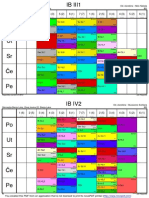
- Novi Raspored IB 1, 2Document23 pagesNovi Raspored IB 1, 2DeadEchoNo ratings yet
- Limitorque L120-85 Actuator IOMDocument48 pagesLimitorque L120-85 Actuator IOMtxlucky80100% (1)
- Datasheet DCU20 V4.1Document3 pagesDatasheet DCU20 V4.1Cristiana MariaNo ratings yet
- Catalogo de Moline Chumaceras PesadoDocument224 pagesCatalogo de Moline Chumaceras PesadoOscar Eduardo Palencia Diaz100% (1)
- Guidelines MTech ThesisDocument15 pagesGuidelines MTech ThesisYOGESH MUNEJA100% (2)
- CH 01 TestDocument22 pagesCH 01 TestNeeti GurunathNo ratings yet
- Exemptions EXINDocument13 pagesExemptions EXINMaritza Joany Tábori RiveraNo ratings yet
- As 2001.2.20-2004 Methods of Test For Textiles Physical Tests - Determination of Seam Breaking ForceDocument4 pagesAs 2001.2.20-2004 Methods of Test For Textiles Physical Tests - Determination of Seam Breaking ForceSAI Global - APACNo ratings yet
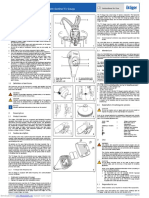
- Self-Contained Breathing Apparatus With Sentinel TX Gauge: PSS 5000 SeriesDocument4 pagesSelf-Contained Breathing Apparatus With Sentinel TX Gauge: PSS 5000 SeriesDaniel LagosNo ratings yet
- Solid Surface ManualDocument58 pagesSolid Surface ManualBala Praveen0% (1)
- A Shock AbsorberDocument5 pagesA Shock Absorberriz2010No ratings yet
- Komatsu Pala Cable PH 4100XPC enDocument5 pagesKomatsu Pala Cable PH 4100XPC enCesar A VargasNo ratings yet
- Patient Alarm Fatigue PresentationDocument13 pagesPatient Alarm Fatigue Presentationapi-291003221No ratings yet
- Road News 23Document52 pagesRoad News 23damian00005No ratings yet
- Help Optimization ParametersDocument4 pagesHelp Optimization Parametersعبدالرحمن دقداقNo ratings yet
- The Asset Management Landscape: Second EditionDocument57 pagesThe Asset Management Landscape: Second EditionEduardo Estrada100% (1)
- HK1400Document82 pagesHK1400Ricardo Urio100% (3)
- Ds-4888 Combustible 08-02-1Document2 pagesDs-4888 Combustible 08-02-1mohsen zeyad1No ratings yet
- SDS 01X621001 A TN100CALKIT Turbidity StandardsDocument1 pageSDS 01X621001 A TN100CALKIT Turbidity StandardsAkhmad ArdiNo ratings yet