You might also like
- Powerware 9305 20-80 Kwa PDFDocument520 pagesPowerware 9305 20-80 Kwa PDFalex80% (5)
- Dokumen - Tips Process Integration and Intensification Saving Energy Water and Resources 58adc6097048aDocument12 pagesDokumen - Tips Process Integration and Intensification Saving Energy Water and Resources 58adc6097048asamandondonNo ratings yet
- 1 - V.good Lectures PDFDocument89 pages1 - V.good Lectures PDFrawadNo ratings yet
- Based On High-Level ParallelsDocument14 pagesBased On High-Level ParallelsShubham GoelNo ratings yet
- Process - Integration - Methods PDFDocument82 pagesProcess - Integration - Methods PDFchemsac2No ratings yet
- Investigating Lean Methodology For Energy Efficient ManufacturingDocument10 pagesInvestigating Lean Methodology For Energy Efficient ManufacturingjeffersonNo ratings yet
- Sciencedirect: An Approach For Reducing Energy Consumption in Factories by Providing Suitable Energy Efficiency MeasuresDocument6 pagesSciencedirect: An Approach For Reducing Energy Consumption in Factories by Providing Suitable Energy Efficiency MeasureskingNo ratings yet
- Pinch Analysis and Process Integration 2016Document38 pagesPinch Analysis and Process Integration 2016puja kochNo ratings yet
- Industrial Best Practices of Conceptual Process DesignDocument5 pagesIndustrial Best Practices of Conceptual Process DesignAnonymous N3LpAXNo ratings yet
- An Industrial and Academic Perspective On Plantwide Control: James J. Downs . Sigurd SkogestadDocument12 pagesAn Industrial and Academic Perspective On Plantwide Control: James J. Downs . Sigurd SkogestadFaris HartonoNo ratings yet
- A Methodology For Process and Energy Mapping in Production OperationsDocument15 pagesA Methodology For Process and Energy Mapping in Production OperationsPramod WattegedaraNo ratings yet
- Development of A Multiple Criteria Based Decision Support S - 1998 - Journal ofDocument16 pagesDevelopment of A Multiple Criteria Based Decision Support S - 1998 - Journal ofLetícia GusmãoNo ratings yet
- Ighravwe-Oke2017 Article AMulti-hierarchicalFrameworkFoDocument18 pagesIghravwe-Oke2017 Article AMulti-hierarchicalFrameworkFoCarlos Augusto Sánchez RondónNo ratings yet
- Chapter One - Page 1-10Document9 pagesChapter One - Page 1-10Rhaiza RhaIne MoogNo ratings yet
- MPM-Master Project-Draft Chapter 2-Shalom NagaratnamDocument43 pagesMPM-Master Project-Draft Chapter 2-Shalom NagaratnamShalom NagaratnamNo ratings yet
- Asset Life Cycle ManagementDocument16 pagesAsset Life Cycle ManagementJohan MoraNo ratings yet
- Case Study On Automation Control InstrumentationDocument3 pagesCase Study On Automation Control InstrumentationNavpreet DhimanNo ratings yet
- Braglia Et Al. (2017)Document16 pagesBraglia Et Al. (2017)Sam EvangelistaNo ratings yet
- Maintenance Management FrameworkDocument12 pagesMaintenance Management FrameworkMauro MLR100% (1)
- Research Online Research Online: Towards Green Business Process Management Towards Green Business Process ManagementDocument10 pagesResearch Online Research Online: Towards Green Business Process Management Towards Green Business Process ManagementRisma ZulviaNo ratings yet
- Asset Life Cycle ManagementDocument14 pagesAsset Life Cycle ManagementSheeba Mathew100% (1)
- Mas Alla Del Diseno de Procesos La Emergencia de Un Enfoque de Desarrollo de ProcesosDocument8 pagesMas Alla Del Diseno de Procesos La Emergencia de Un Enfoque de Desarrollo de ProcesosEdison UsmaNo ratings yet
- A Sustainable Aggregate Production Planning Model For The Chemical Process IndustryDocument15 pagesA Sustainable Aggregate Production Planning Model For The Chemical Process IndustryJúlia PaulaNo ratings yet
- Construction Management MethodsDocument26 pagesConstruction Management MethodsZina ibraheemNo ratings yet
- Integrating Lean and Green Paradigms in Maintenance ManagementDocument6 pagesIntegrating Lean and Green Paradigms in Maintenance ManagementJuanCamiloNo ratings yet
- Sciencedirect: Toolbox For Increasing Resource Efficiency in The European Metal Mechanic SectorDocument6 pagesSciencedirect: Toolbox For Increasing Resource Efficiency in The European Metal Mechanic Sectorvincent BarreauNo ratings yet
- A General Framework For Process Synthesis, Integration, and IntensicationDocument55 pagesA General Framework For Process Synthesis, Integration, and Intensicationkiran367No ratings yet
- EcoefficiencyDocument12 pagesEcoefficiencychemsac2No ratings yet
- Energy-Efficient Hybrid Flow-Shop Scheduling UnderDocument25 pagesEnergy-Efficient Hybrid Flow-Shop Scheduling Underamirpiri.contactNo ratings yet
- Using Systems Engineering To Create A Framework For Evaluating Industrial Symbiosis OptionsDocument12 pagesUsing Systems Engineering To Create A Framework For Evaluating Industrial Symbiosis OptionsGuillermo Andres Fuentes BarreraNo ratings yet
- Modularization in Chemical Processing: Special Section: Process IntensificationDocument9 pagesModularization in Chemical Processing: Special Section: Process IntensificationJohn AnthoniNo ratings yet
- CHEG 5165 - Process Integration and Pinch AnalysisDocument52 pagesCHEG 5165 - Process Integration and Pinch AnalysisSurafelNo ratings yet
- Articulos de Indicadores PEIDocument6 pagesArticulos de Indicadores PEIDhavyd Rock MiusikNo ratings yet
- Algorithms 17 00098 v2Document22 pagesAlgorithms 17 00098 v2jamel-shamsNo ratings yet
- 03 PICMET Keuper Hellwig SubmissionDocument8 pages03 PICMET Keuper Hellwig SubmissionBekir DayiNo ratings yet
- Industrial Energy Management and SustainabilityDocument3 pagesIndustrial Energy Management and SustainabilityGustavoPradoNo ratings yet
- Ijmrem C013016031 PDFDocument16 pagesIjmrem C013016031 PDFijmremNo ratings yet
- J Cor 2017 12 011Document38 pagesJ Cor 2017 12 011Uyên PhạmNo ratings yet
- 2013 COSC13Japan ProductionConceptsComplexity BookDocument7 pages2013 COSC13Japan ProductionConceptsComplexity BookM ShamsuzzohaNo ratings yet
- Sustainable VSMDocument7 pagesSustainable VSMJeromeNo ratings yet
- SPIE EcoPhotonics 2011 KaierleDocument10 pagesSPIE EcoPhotonics 2011 KaierleOkan GüdükkurtNo ratings yet
- Lieder 2017 Towards Circular Economy Implementation in ManufacDocument19 pagesLieder 2017 Towards Circular Economy Implementation in Manufacmukessh1995No ratings yet
- Life Cycle Engineering: Horst KrasowskiDocument5 pagesLife Cycle Engineering: Horst KrasowskiSundar RathinarajNo ratings yet
- Intensification of Liquid-Liquid ProcessesDocument42 pagesIntensification of Liquid-Liquid ProcessesDiego RossoNo ratings yet
- Challenges and Future Directions For Process and Product Synthesis and DesignDocument16 pagesChallenges and Future Directions For Process and Product Synthesis and DesignAlejandraNo ratings yet
- Combined Life Cycle Assessment and Life Cycle Costing in TheDocument11 pagesCombined Life Cycle Assessment and Life Cycle Costing in ThekadexNo ratings yet
- A Model To Reduce Machine Changeover Time and ImproveDocument23 pagesA Model To Reduce Machine Changeover Time and ImproveDe JanNo ratings yet
- Facilitating Wasteful Activities Discovery in Pure Service Environment Through Usage of Process MiningDocument8 pagesFacilitating Wasteful Activities Discovery in Pure Service Environment Through Usage of Process MiningIvan TomasevicNo ratings yet
- An Agile Project Managementfor Green Cleanand Lean Sustainable ManufacturingDocument6 pagesAn Agile Project Managementfor Green Cleanand Lean Sustainable ManufacturingMuritala JinaduNo ratings yet
- 009 - Jesr-51-62-Volume 2 Issue 1 2018 PDFDocument12 pages009 - Jesr-51-62-Volume 2 Issue 1 2018 PDFRizki Alifnur HarmawanNo ratings yet
- Ecodesign Wind TurbinesDocument11 pagesEcodesign Wind TurbinesMiguel Montero AlonsoNo ratings yet
- Industrial Process Integra1tion For Control and Automation A Review IJERTCONV2IS06006Document7 pagesIndustrial Process Integra1tion For Control and Automation A Review IJERTCONV2IS06006PeaceNo ratings yet
- Production Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustryDocument5 pagesProduction Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustrySolci AbantoNo ratings yet
- A Lifecycle-Enhanced Global Manufacturing Platform For Enterprises - 2016 - 6p.Document6 pagesA Lifecycle-Enhanced Global Manufacturing Platform For Enterprises - 2016 - 6p.pham ngoc tuanNo ratings yet
- Design For Utility, Sustainability and Societal Virtues: Developing Product Service SystemsDocument8 pagesDesign For Utility, Sustainability and Societal Virtues: Developing Product Service SystemsEduardo DiestraNo ratings yet
- Waste Reduction in Production Processes Through Simulation and VSMDocument14 pagesWaste Reduction in Production Processes Through Simulation and VSMLuis Alejandro Cuervo GalvisNo ratings yet
- Methodology For Energy Efficient Design of Cooling Plants: International Design Conference - Design 2016Document12 pagesMethodology For Energy Efficient Design of Cooling Plants: International Design Conference - Design 2016Nenad BojceticNo ratings yet
- Pro 1Document1 pagePro 1Hande KorkmazNo ratings yet
- Membrane Engineering in Process IntensifDocument8 pagesMembrane Engineering in Process Intensifjdr0826No ratings yet
- Pollution Prevention through Process Integration: Systematic Design ToolsFrom EverandPollution Prevention through Process Integration: Systematic Design ToolsNo ratings yet
- Tank FarmDocument5 pagesTank FarmrawadNo ratings yet
- Boiler (A) Boiler Efficiency - :: by Fuel GasDocument4 pagesBoiler (A) Boiler Efficiency - :: by Fuel GasrawadNo ratings yet
- Microsoft Excel Worksheet جديدDocument1 pageMicrosoft Excel Worksheet جديدrawadNo ratings yet
- CO O N CO O: Calculation of Heater Efficiency: Laboratory Analysis of Gas SampleDocument2 pagesCO O N CO O: Calculation of Heater Efficiency: Laboratory Analysis of Gas SamplerawadNo ratings yet
- 1-General: 2.1 Sea Water PropertiesDocument8 pages1-General: 2.1 Sea Water PropertiesrawadNo ratings yet
- Case Study On Threshold Problem Sponge Iron Production ProcessDocument5 pagesCase Study On Threshold Problem Sponge Iron Production ProcessrawadNo ratings yet
- DF GH YuDocument28 pagesDF GH YurawadNo ratings yet
- Boiler Operation: General DescriptionDocument4 pagesBoiler Operation: General DescriptionrawadNo ratings yet
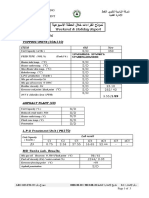
- Date:29/10/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:29/10/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Date:6/10/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:6/10/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Aub 2000Document10 pagesAub 2000rawadNo ratings yet
- Fluid Mechanics Chapter 1 - Pressure Effects: 1.2.1 The Direction of PressureDocument9 pagesFluid Mechanics Chapter 1 - Pressure Effects: 1.2.1 The Direction of PressurerawadNo ratings yet
- Revision Part2 PDFDocument23 pagesRevision Part2 PDFrawadNo ratings yet
- Fluid Mechanics Chapter 0 - Fundamentals: 0.2.1 Solution of A FlowDocument10 pagesFluid Mechanics Chapter 0 - Fundamentals: 0.2.1 Solution of A FlowrawadNo ratings yet
- Date:06/01/2018 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:06/01/2018 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Date:18/03/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:18/03/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Date:26 /08/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:26 /08/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Control Sheet RwadDocument9 pagesControl Sheet RwadrawadNo ratings yet
- Date:06/02/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:06/02/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Skin Points Temperatures of Furnaces: DATE:04/09/2017Document1 pageSkin Points Temperatures of Furnaces: DATE:04/09/2017rawadNo ratings yet
- Non-Ideal Reactors: Deviations From Ideal Reactor BehaviorDocument8 pagesNon-Ideal Reactors: Deviations From Ideal Reactor BehaviorrawadNo ratings yet
- Draft Explanatory Memo For Rooftop PVDocument70 pagesDraft Explanatory Memo For Rooftop PVJaspal Singh RatteyNo ratings yet
- Reading Lefebvre - Production of SpaceDocument16 pagesReading Lefebvre - Production of Space4gouthamNo ratings yet
- CBIP Guidelines On Protection: Auto-ReclosingDocument7 pagesCBIP Guidelines On Protection: Auto-Reclosingss_chinniNo ratings yet
- Chemistry For Engineers - Engineering 1 Subject Teacher: Jyll Mae B. GellecanaoDocument6 pagesChemistry For Engineers - Engineering 1 Subject Teacher: Jyll Mae B. GellecanaoJyll Mae GellecanaoNo ratings yet
- Power DiodesDocument21 pagesPower DiodesAman HariNo ratings yet
- Hitachi VRF Service. 03Document318 pagesHitachi VRF Service. 03Md Saddam Hossain100% (2)
- Chapter 24 Electrical PowerDocument50 pagesChapter 24 Electrical PowerHartomo DK.No ratings yet
- 2011 - 39 - 2 - Martin Cooling TowersDocument2 pages2011 - 39 - 2 - Martin Cooling TowersThebe HanyaneNo ratings yet
- Professor Dr. Dr. H. C. Hermann Haken (Auth.) Synergetics - An IntroductionDocument395 pagesProfessor Dr. Dr. H. C. Hermann Haken (Auth.) Synergetics - An IntroductionTeo DannemannNo ratings yet
- Haldor Topsoe - Project Manager v2Document14 pagesHaldor Topsoe - Project Manager v2soxalNo ratings yet
- Catalog Preliminar VRF - YNW Generatia 2018Document72 pagesCatalog Preliminar VRF - YNW Generatia 2018John BarrowNo ratings yet
- Thermodynamics HandoutDocument8 pagesThermodynamics HandoutAmartya NayakNo ratings yet
- Classical Mechanics MIT 8.01 Course NotesDocument712 pagesClassical Mechanics MIT 8.01 Course Noteschodu007No ratings yet
- Assignment TransformerDocument3 pagesAssignment TransformerrdwchyNo ratings yet
- Biovibez - Motion Sensor - Model - Mp-Ac1-R2: Save Energy and AutomateDocument8 pagesBiovibez - Motion Sensor - Model - Mp-Ac1-R2: Save Energy and AutomateVikaas JainNo ratings yet
- Direct Current and Alternating CurrentDocument4 pagesDirect Current and Alternating CurrentYuva RajNo ratings yet
- Latest Low NOx Combustion TechnologyDocument7 pagesLatest Low NOx Combustion Technology95113309No ratings yet
- 1935129adel MCQDocument8 pages1935129adel MCQvernia woodNo ratings yet
- Mechanics Exercise B1 Chapter4Document6 pagesMechanics Exercise B1 Chapter4Trần Hoàng ViệtNo ratings yet
- Value Chain For Alaro CityDocument2 pagesValue Chain For Alaro Citychimaobi.onuigboNo ratings yet
- Form Incident ReportDocument2 pagesForm Incident ReportSyahdeMikeNo ratings yet
- ZEB and BIPVDocument15 pagesZEB and BIPVSuleman KhanNo ratings yet
- Tutorial & AssignmentDocument6 pagesTutorial & AssignmentvsureshkannanmsecNo ratings yet
- Electrical Faults and Their Impact On Performance of Solar PV ArrayDocument7 pagesElectrical Faults and Their Impact On Performance of Solar PV ArrayInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- ODU Mechanics Questions o Level A Level PhysicsDocument40 pagesODU Mechanics Questions o Level A Level Physicsduncon100% (1)
- Abstract of IE RulesDocument6 pagesAbstract of IE RulesNavneet SinghNo ratings yet
- First Term Test 1Document15 pagesFirst Term Test 1uminormizanNo ratings yet
- Operation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleDocument31 pagesOperation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleAshish Lanjewar100% (2)
- Distributed Energy Resource (DER) Application Form - Editable - June 2, ...Document11 pagesDistributed Energy Resource (DER) Application Form - Editable - June 2, ...najia hossainNo ratings yet