You might also like
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionFrom EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionNo ratings yet
- Lecture 3a PDFDocument42 pagesLecture 3a PDFUSMAN SARWARNo ratings yet
- Mu Brochurecavotec Airports13102017ldDocument32 pagesMu Brochurecavotec Airports13102017ldFran GVNo ratings yet
- 16 DNVGL Gordon PDFDocument14 pages16 DNVGL Gordon PDFJosé Luis fe beNo ratings yet
- Manual SWI2Document60 pagesManual SWI2ramondiaznNo ratings yet
- Braskem at Presentation FinalDocument32 pagesBraskem at Presentation FinalCarmelo Pérez GolfNo ratings yet
- Request For InspectionDocument1 pageRequest For InspectionBelhadjali WessimNo ratings yet
- ERTC GPS 2018 Agenda Hemendra KhakharDocument23 pagesERTC GPS 2018 Agenda Hemendra KhakharProcess EngineerNo ratings yet
- TEN Digital White PaperDocument7 pagesTEN Digital White PaperarjunguglaniNo ratings yet
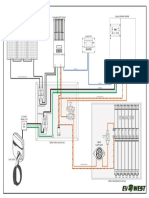
- EV West Off Grid Back Up PDFDocument1 pageEV West Off Grid Back Up PDFim247blackNo ratings yet
- Bachelor Thesis - Quantification of Risks As A Way Towards Elimination of Subjective Assessment. The Case of German Wind Farm PortoflioDocument88 pagesBachelor Thesis - Quantification of Risks As A Way Towards Elimination of Subjective Assessment. The Case of German Wind Farm PortoflioMa RinaNo ratings yet
- Practical Experience in Post-Combustion CO2 Capture Using Reactive Solvents in Large Pilot and Demonstration PlantsDocument20 pagesPractical Experience in Post-Combustion CO2 Capture Using Reactive Solvents in Large Pilot and Demonstration PlantsBánh Cuốn Tôm ThịtNo ratings yet
- Maire Tecnimont Profile March 2014 EngDocument20 pagesMaire Tecnimont Profile March 2014 EngdigecaNo ratings yet
- Chapter#15 (Energy Changes) PPT#1Document19 pagesChapter#15 (Energy Changes) PPT#1Mical100% (1)
- Capital Link NYC AgendaDocument7 pagesCapital Link NYC AgendaVizziniNo ratings yet
- Carbon Capture Final ReportDocument9 pagesCarbon Capture Final Reportapi-385958959No ratings yet
- Transvac - David HoonDocument49 pagesTransvac - David HoonMi Ha BuoiNo ratings yet
- AIMS-2024 BrochureDocument7 pagesAIMS-2024 BrochureTrajko GjorgjievskiNo ratings yet
- VME BrochureDocument20 pagesVME Brochuresivaguruswamy thangarajNo ratings yet
- EP00 2 IntroductionDocument6 pagesEP00 2 Introductionfisco4rilNo ratings yet
- Types of Engines PDFDocument87 pagesTypes of Engines PDFVaishnavi SinghNo ratings yet
- Field InstallableDocument27 pagesField InstallableGrishworld ShanNo ratings yet
- CED-2021 EnergyTransition ReportDocument75 pagesCED-2021 EnergyTransition ReportCityNewsTorontoNo ratings yet
- Caltec Jet Pump 02 1bDocument2 pagesCaltec Jet Pump 02 1bpolaris44No ratings yet
- Studies - Agri Food IndustryDocument78 pagesStudies - Agri Food IndustryRaghda El EbrashiNo ratings yet
- Koga Bike Manual EnglishDocument22 pagesKoga Bike Manual Englishjoneses_seanNo ratings yet
- Process CostingDocument20 pagesProcess CostingJanak DandNo ratings yet
- Web Shell Energy Transition ReportDocument41 pagesWeb Shell Energy Transition ReportTsukomaruNo ratings yet
- Managing Small and Medium-Sized Capital Projects - Chemical EngineeringDocument8 pagesManaging Small and Medium-Sized Capital Projects - Chemical EngineeringKevin DrummNo ratings yet
- UK Ccus-Roadmap 2022Document17 pagesUK Ccus-Roadmap 2022Jose CondorNo ratings yet
- Cot C Brochure PepDocument8 pagesCot C Brochure Pepswaggeroni yololo100% (1)
- Shell Pakistan Limited ReportDocument35 pagesShell Pakistan Limited Reportsohailsajjad0% (1)
- Gassnova Developing Longship FINALDocument48 pagesGassnova Developing Longship FINALMatheusGrohsNo ratings yet
- FpsoDocument2 pagesFpsoankeshkatochNo ratings yet
- Heat Recovery Steam Generators: Capability BrochureDocument20 pagesHeat Recovery Steam Generators: Capability BrochureMartin Olowe100% (1)
- Natural Gas Transmission Systems - CPADocument8 pagesNatural Gas Transmission Systems - CPAmike BarrazaNo ratings yet
- Tong D 2012 PHD ThesisDocument246 pagesTong D 2012 PHD Thesismppatilmayur1679No ratings yet
- Wind Drivetrain: Condition ManagementDocument60 pagesWind Drivetrain: Condition ManagementSuriya KJNo ratings yet
- DNV GL Energy Transistion Outlook 2017 Oil Gas Lowres Single 3108 3Document76 pagesDNV GL Energy Transistion Outlook 2017 Oil Gas Lowres Single 3108 3tony starkNo ratings yet
- Mind Map Risk, Cost & Benefit of Wind Auxiliary PropulsionDocument1 pageMind Map Risk, Cost & Benefit of Wind Auxiliary PropulsionEtienne GernezNo ratings yet
- 4 S2-5 Mr. Fuji 20150115 Rev3(ト書き入り) JCCP Chiyoda Presentation on Jan2015Document29 pages4 S2-5 Mr. Fuji 20150115 Rev3(ト書き入り) JCCP Chiyoda Presentation on Jan2015hutuguoNo ratings yet
- Engineered Packaging Center A Global ProviderDocument6 pagesEngineered Packaging Center A Global ProviderLTE002No ratings yet
- Project Report On Performance Appraisal System of Shell Pakistan LimitedDocument47 pagesProject Report On Performance Appraisal System of Shell Pakistan LimitedFunny LifeNo ratings yet
- Cogeneration DivisionDocument49 pagesCogeneration Divisiongma100% (1)
- Supply Chain MGMT Wind Energy Learns From Oil and GasDocument14 pagesSupply Chain MGMT Wind Energy Learns From Oil and Gashiemvanezi100% (1)
- Benchmarking Oil and Gas IBPDocument7 pagesBenchmarking Oil and Gas IBPDhanes PratitaNo ratings yet
- Opex 2019 The Drive Towards Operational Excellence in Oil and Gas Oil and Gas iqRNIFb0AhUSeZzZ1Z9WwJIZAWN3fSM6XmxOQCtOiG PDFDocument10 pagesOpex 2019 The Drive Towards Operational Excellence in Oil and Gas Oil and Gas iqRNIFb0AhUSeZzZ1Z9WwJIZAWN3fSM6XmxOQCtOiG PDFnaveenNo ratings yet
- Otc 13996 Fpsos: Design Considerations For The Structural Interface Hull and TopsidesDocument7 pagesOtc 13996 Fpsos: Design Considerations For The Structural Interface Hull and TopsidesRaifel MoralesNo ratings yet
- 05achieving Operational Excellence in Production Process PDFDocument21 pages05achieving Operational Excellence in Production Process PDFSudeshna BiswasNo ratings yet
- MBA Oil and Gas BrochureDocument44 pagesMBA Oil and Gas BrochureShek GhNo ratings yet
- IBM Oil - Turnaround Management SolutionsDocument2 pagesIBM Oil - Turnaround Management SolutionsIBM Chemical and PetroleumNo ratings yet
- Westfield Company Profile Rev3 May2017 (Web)Document29 pagesWestfield Company Profile Rev3 May2017 (Web)ifiokdomNo ratings yet
- B2B-Suzlon Wind TurbineDocument41 pagesB2B-Suzlon Wind TurbineDhaval 1318No ratings yet
- The Nigerian Gas Master Plan As Presented by NNPC in 2008Document39 pagesThe Nigerian Gas Master Plan As Presented by NNPC in 2008Adedire FisayoNo ratings yet
- Iptc-11594-Ms A New Approach To Gas Lift Optimization Using An Integrated Asset ModelDocument10 pagesIptc-11594-Ms A New Approach To Gas Lift Optimization Using An Integrated Asset ModelGilbert OmittaNo ratings yet
- Public Consultation: Proposed Work Plan and BudgetDocument37 pagesPublic Consultation: Proposed Work Plan and BudgetBernewsAdminNo ratings yet
- GS 08 50208 SMDS Wax Plant Expansion PPD RevB1 PDFDocument28 pagesGS 08 50208 SMDS Wax Plant Expansion PPD RevB1 PDFodunze1No ratings yet
- 6-Gorgon Project Downstream Execution OverviewDocument19 pages6-Gorgon Project Downstream Execution OverviewAnonymous TAkNn6No ratings yet
- Applying PD CA CycleDocument6 pagesApplying PD CA CyclemexxxcoNo ratings yet
- Reporte Anual y Cuentas Del Grupo RPC Marzo 2014 enDocument138 pagesReporte Anual y Cuentas Del Grupo RPC Marzo 2014 enjcmunevar1484No ratings yet
- Process Improvement For PET BottlesDocument9 pagesProcess Improvement For PET Bottlesjcmunevar1484No ratings yet
- Reopening Safely: Sample Practices From Essential BusinessesDocument8 pagesReopening Safely: Sample Practices From Essential Businessesjcmunevar1484No ratings yet
- Mckinsey-Full Article 25 PDFDocument7 pagesMckinsey-Full Article 25 PDFjcmunevar1484No ratings yet
- The Fourth Industrial Revolution and Manu-Facturing's Great ResetDocument5 pagesThe Fourth Industrial Revolution and Manu-Facturing's Great Resetjcmunevar1484No ratings yet
- Mckinsey-Full Article 8 PDFDocument6 pagesMckinsey-Full Article 8 PDFjcmunevar1484No ratings yet
- Dock To Stock Time: MonthsDocument5 pagesDock To Stock Time: Monthsjcmunevar1484No ratings yet
- Basecode Poster Eng Uk WebDocument1 pageBasecode Poster Eng Uk Webjcmunevar1484No ratings yet
- Despiece Pulsar 200NSDocument84 pagesDespiece Pulsar 200NSCocoman Seba Cuentas67% (6)
- Manual Telefono GE 29585Document2 pagesManual Telefono GE 29585jcmunevar1484No ratings yet
- Gascalc 5.0: Calculation ReferenceDocument15 pagesGascalc 5.0: Calculation ReferenceApril TrevinoNo ratings yet
- 1ST Quarterly Exam in Science 6Document7 pages1ST Quarterly Exam in Science 6Rodel Ortega100% (1)
- To Prepare A Pure Sample of Potash Alum - Chemistry Practical Class 12 - Learn CBSEDocument6 pagesTo Prepare A Pure Sample of Potash Alum - Chemistry Practical Class 12 - Learn CBSEChandan Ghanty100% (1)
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDocument8 pagesProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaNo ratings yet
- Earthquake Resistant Design of Steel Structure PDFDocument23 pagesEarthquake Resistant Design of Steel Structure PDFsuman33100% (1)
- Glass ManufacturingDocument23 pagesGlass ManufacturingPiyush VermaNo ratings yet
- Catalogo Victaulic Pl2022 A GenDocument433 pagesCatalogo Victaulic Pl2022 A GenMohanaNo ratings yet
- DDocument36 pagesDFuad EngineNo ratings yet
- Me 6702 MechatronicsDocument4 pagesMe 6702 MechatronicsRAJANo ratings yet
- 3M Power Industry SolutionsDocument44 pages3M Power Industry Solutionstony6868No ratings yet
- Tank Cleaning MachineDocument9 pagesTank Cleaning Machinevidyadhar G100% (2)
- Havells MCCB PDFDocument39 pagesHavells MCCB PDFvkcomputer_bhiwadiNo ratings yet
- Notes Wheels and Tyres Definition Types Advantages Disadvantages and Applications With PDFDocument13 pagesNotes Wheels and Tyres Definition Types Advantages Disadvantages and Applications With PDFraghavNo ratings yet
- Sanitary Fixtures Fittings Appliances & Appurtenances 21 NovDocument61 pagesSanitary Fixtures Fittings Appliances & Appurtenances 21 NovTesfa GetachewNo ratings yet
- SKODA Katalog en WebDocument64 pagesSKODA Katalog en Webkrip2005No ratings yet
- Magni 568 Product Data SheetDocument1 pageMagni 568 Product Data SheetkgnanavelNo ratings yet
- Ercom Brief ProfileDocument57 pagesErcom Brief ProfileKarthik DhayalanNo ratings yet
- Rectangular Concrete BeamDocument6 pagesRectangular Concrete BeamRachid IdirNo ratings yet
- EMS-Motor Starter Wiring and EnclosuersDocument3 pagesEMS-Motor Starter Wiring and EnclosuersShariff ZaffarNo ratings yet
- Purification of Al (OH) 3 Synthesized by Bayer Process For Preparation of High Purity Alumina As Sapphire Raw MaterialDocument4 pagesPurification of Al (OH) 3 Synthesized by Bayer Process For Preparation of High Purity Alumina As Sapphire Raw Materialhaisamdo100% (1)
- 08 SeismicDesignOfStructuresWithViscousDampers - DesbloqueadoDocument15 pages08 SeismicDesignOfStructuresWithViscousDampers - DesbloqueadoFrancisco Héctor BañuelosNo ratings yet
- Heat Exchanger Lab ReportDocument15 pagesHeat Exchanger Lab ReportOmar Samir100% (1)
- Memoria Lauro Villar-3103Document12 pagesMemoria Lauro Villar-3103gustavo olveraNo ratings yet
- GTG Fuel System - FlexibilityDocument37 pagesGTG Fuel System - FlexibilityBadukwangNo ratings yet
- Water in Crude Oils by Potentiometric Karl Fischer TitrationDocument7 pagesWater in Crude Oils by Potentiometric Karl Fischer TitrationJulian Felipe Noguera CruzNo ratings yet
- E 230 - e 230M - 12Document168 pagesE 230 - e 230M - 12Roberto Colonia100% (2)
- PTN Prospekt PDFDocument8 pagesPTN Prospekt PDFngotungnguyenty31No ratings yet
- Tdg50 Portable Line Boring Machine-DthmachinesDocument16 pagesTdg50 Portable Line Boring Machine-DthmachinesAvaa AmgaaNo ratings yet
- Development of Cost Functions For Sewage Treatment PlantDocument41 pagesDevelopment of Cost Functions For Sewage Treatment PlantDevendra Sharma100% (1)