You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- De19rf19zcnc PDFDocument1 pageDe19rf19zcnc PDFAntony BurgersNo ratings yet
- 6445 TE Connectivity LTD Product Details: Part Number: Worldway Part: Category: Manufacturer: ApplicationsDocument4 pages6445 TE Connectivity LTD Product Details: Part Number: Worldway Part: Category: Manufacturer: ApplicationsAntony BurgersNo ratings yet
- Sanyo Samsung Mitsumi: 0 0 NC 0 0 0 0 NC NC NC NC NCDocument1 pageSanyo Samsung Mitsumi: 0 0 NC 0 0 0 0 NC NC NC NC NCAntony Burgers100% (1)
- RevistaDocument16 pagesRevistaAntony BurgersNo ratings yet
- SE CompoundCond PDFDocument16 pagesSE CompoundCond PDFAntony BurgersNo ratings yet
- 3 Volt Advanced+ Boot Block 8-, 16-, 32-MBIT Flash Memory FamilyDocument60 pages3 Volt Advanced+ Boot Block 8-, 16-, 32-MBIT Flash Memory FamilyAntony BurgersNo ratings yet
- Irfz48npbf PDFDocument8 pagesIrfz48npbf PDFAntony BurgersNo ratings yet
- Irfz48npbf PDFDocument8 pagesIrfz48npbf PDFAntony BurgersNo ratings yet
- SE ElmerBeamDocument4 pagesSE ElmerBeamAntony BurgersNo ratings yet
- 6CZ5Document3 pages6CZ5Antony BurgersNo ratings yet
- Guión para Crear Un EnsayoDocument5 pagesGuión para Crear Un EnsayoAntony BurgersNo ratings yet
- Motores A VaporDocument6 pagesMotores A VaporAntony BurgersNo ratings yet
- 04 April 1976 PDFDocument148 pages04 April 1976 PDFAntony BurgersNo ratings yet
- 6SA7Document4 pages6SA7Antony BurgersNo ratings yet
- TV Line Selector Unit VCR Clinic Test ReportDocument68 pagesTV Line Selector Unit VCR Clinic Test ReportAntony BurgersNo ratings yet
- CS9153Document9 pagesCS9153Antony BurgersNo ratings yet
- 2SC2001Document2 pages2SC2001Antony BurgersNo ratings yet
- Pe 1974 10 PDFDocument102 pagesPe 1974 10 PDFAntony BurgersNo ratings yet
- Au6a PDFDocument6 pagesAu6a PDFAntony BurgersNo ratings yet
- Arduino Ham RadioDocument18 pagesArduino Ham RadioAntony Burgers0% (1)
- Nutsvolts 09 2012 PDFDocument84 pagesNutsvolts 09 2012 PDFAntony BurgersNo ratings yet
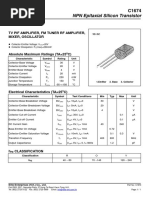
- NPN Epitaxial Silicon Transistor: TV Pif Amplifier, FM Tuner RF Amplifier, Mixer, OscillatorDocument1 pageNPN Epitaxial Silicon Transistor: TV Pif Amplifier, FM Tuner RF Amplifier, Mixer, OscillatorAntony BurgersNo ratings yet
- A High Voltage HalloweenDocument84 pagesA High Voltage HalloweenAntony BurgersNo ratings yet