You might also like
- 3225 HARDOX 450 Prilog OcjenDocument6 pages3225 HARDOX 450 Prilog OcjenGoran SpasojevicNo ratings yet
- Selection of flux cored wires for repair welding of railsDocument10 pagesSelection of flux cored wires for repair welding of railsTeodora PopovicNo ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- Site Cast Tilt Up Concrete Version 18 1Document4 pagesSite Cast Tilt Up Concrete Version 18 1Prakash RajNo ratings yet
- FGM F Inconel-SteelDocument8 pagesFGM F Inconel-SteelKarthik H SNo ratings yet
- Ceramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniDocument14 pagesCeramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniLaryNo ratings yet
- A R C H I V E S 52 Structural and Strength CharactDocument7 pagesA R C H I V E S 52 Structural and Strength CharactCristoffer Alejandro Abarca TiradoNo ratings yet
- Duplex Ss WPSDocument8 pagesDuplex Ss WPSVinu Raveendran100% (1)
- 10 1016@j JCSR 2019 03 017 PDFDocument13 pages10 1016@j JCSR 2019 03 017 PDFDeni JaelaniNo ratings yet
- Outokumpu Stainless For Mining BrochureDocument7 pagesOutokumpu Stainless For Mining BrochureRICARDO ANDRES MORGADO PIZARRONo ratings yet
- Microstructural and Magnetic Characteristics of Ceramic DispersionDocument8 pagesMicrostructural and Magnetic Characteristics of Ceramic DispersionHaroune Rachid Ben ZineNo ratings yet
- SiO2 and CaF2 Behavior During Shielded Metal Arc Welding and Their Effect on Slag Detachability of the CaO-CaF2-SiO2 Type ENiCrFe-7-Covered ElectrodeDocument14 pagesSiO2 and CaF2 Behavior During Shielded Metal Arc Welding and Their Effect on Slag Detachability of the CaO-CaF2-SiO2 Type ENiCrFe-7-Covered ElectrodeBurag HamparyanNo ratings yet
- Improved Corrosion Performance in Super-Duplex WeldsDocument18 pagesImproved Corrosion Performance in Super-Duplex WeldsCabra VolklingenNo ratings yet
- Ductile Iron Research PapersDocument8 pagesDuctile Iron Research Papersxkcwaaqlg100% (1)
- Ruukki Hot Rolled Steels Processing of Material WeldingDocument11 pagesRuukki Hot Rolled Steels Processing of Material Weldingprince5621No ratings yet
- Kavi AbsDocument10 pagesKavi AbsKumar DneshNo ratings yet
- 1 s2.0 S0022311523004683 MainDocument13 pages1 s2.0 S0022311523004683 MainLUIS DAVID RODRIGUEZ NU¥EZNo ratings yet
- Effect of PWHT on 410NiMo Weld Metal Hardness and MicrostructureDocument7 pagesEffect of PWHT on 410NiMo Weld Metal Hardness and MicrostructureDNH RND - VijaykumarNo ratings yet
- Investigation of MetallurgyDocument11 pagesInvestigation of MetallurgySriramNo ratings yet
- Evaluation of The Slurry Erosion Resistance of The Body Materials of Oil & Gas Drill Bits With A Modified Abrasive WaterjetDocument15 pagesEvaluation of The Slurry Erosion Resistance of The Body Materials of Oil & Gas Drill Bits With A Modified Abrasive Waterjetcse crteNo ratings yet
- Stoody - Hardfacing GuideDocument3 pagesStoody - Hardfacing GuideDayanaNo ratings yet
- 307691505-Duplex-Ss-WPS 3 PDFDocument8 pages307691505-Duplex-Ss-WPS 3 PDFsteve aNo ratings yet
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- 1 s2.0 S2238785422014533 MainDocument15 pages1 s2.0 S2238785422014533 MainRaphaël ROYERNo ratings yet
- Wang 2011Document7 pagesWang 2011wallisonkennedy014No ratings yet
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioNo ratings yet
- Metals 12 01501 v2Document14 pagesMetals 12 01501 v2임학진No ratings yet
- Materials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeDocument7 pagesMaterials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeZahra MaylaNo ratings yet
- Laser Welding Properties HSLA SteelDocument10 pagesLaser Welding Properties HSLA SteelgocoolonNo ratings yet
- EEW Clad Steel PipesDocument4 pagesEEW Clad Steel PipesstevenNo ratings yet
- Fabrication of High Strength Seam Welded Steel TubDocument19 pagesFabrication of High Strength Seam Welded Steel Tubzendaoui amineNo ratings yet
- Ferrite Content MeasurementDocument13 pagesFerrite Content MeasurementElizabeth SpenceNo ratings yet
- Characterization of Fe-C-Cr Based ESAB Hardfacing AlloysDocument10 pagesCharacterization of Fe-C-Cr Based ESAB Hardfacing AlloysVedaant ShahNo ratings yet
- Orbital Welding Research PaperDocument7 pagesOrbital Welding Research Paperaflbskzqa100% (1)
- 1 s2.0 S2214785320358120 Main PDFDocument7 pages1 s2.0 S2214785320358120 Main PDFJohnny VillarroelNo ratings yet
- KX Alloy Profile(英文版)4.2日改Document46 pagesKX Alloy Profile(英文版)4.2日改yuwenalfredNo ratings yet
- Design & Calculation Cathodic Protection Impressed Cureent SystemDocument107 pagesDesign & Calculation Cathodic Protection Impressed Cureent Systemmtuanlatoi9704No ratings yet
- Why Cored Wire - 2. General Introduction To Elga and Elga Cored Wire Types 4. Productivity and Profitability 5. Heavy Vehicals 6.Document19 pagesWhy Cored Wire - 2. General Introduction To Elga and Elga Cored Wire Types 4. Productivity and Profitability 5. Heavy Vehicals 6.jojoNo ratings yet
- Optimization of Submerge Arc Welding Parameter For Joining Dissimilar Material Using Taguchi MethodDocument17 pagesOptimization of Submerge Arc Welding Parameter For Joining Dissimilar Material Using Taguchi MethodidgadibNo ratings yet
- Project Report On Ductile PipeDocument8 pagesProject Report On Ductile PipeEIRI Board of Consultants and PublishersNo ratings yet
- 1.4462 Duplex PropertiesDocument2 pages1.4462 Duplex PropertiesEROL30No ratings yet
- E.O.Paton Electric Welding Institute Activity in The FieldDocument10 pagesE.O.Paton Electric Welding Institute Activity in The FieldMaksimovNo ratings yet
- Análisis de las propiedades de desgaste del acero pulvimetalúrgico enDocument18 pagesAnálisis de las propiedades de desgaste del acero pulvimetalúrgico enJazminNo ratings yet
- Effect of PWHT on Hardness and Microstructure of 410NiMo Weld MetalDocument7 pagesEffect of PWHT on Hardness and Microstructure of 410NiMo Weld MetalRami GhorbelNo ratings yet
- Optimization of Submerged Arc WeldingDocument4 pagesOptimization of Submerged Arc WeldingricardoNo ratings yet
- Welding Consumables - Part 2 - Job Knowledge 83Document2 pagesWelding Consumables - Part 2 - Job Knowledge 83Sengupta VivekNo ratings yet
- MMP2003 1Document22 pagesMMP2003 1efc69jnNo ratings yet
- 1 s2.0 S1005030215002108 MainDocument9 pages1 s2.0 S1005030215002108 MainDr. Rachid djoudjouNo ratings yet
- Selection of The Optimal Filler Material For On-SiDocument19 pagesSelection of The Optimal Filler Material For On-SiAmin khajeansariNo ratings yet
- Rao2013 Article FrictionSurfacingOnNonferrousSDocument8 pagesRao2013 Article FrictionSurfacingOnNonferrousSCyril Joseph DanielNo ratings yet
- Nd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyDocument8 pagesNd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyerpublicationNo ratings yet
- BHEL SPEC Section D2 PDFDocument249 pagesBHEL SPEC Section D2 PDFelangorengaNo ratings yet
- Welding InternationalDocument8 pagesWelding InternationalEko PrasetyoNo ratings yet
- Dr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectDocument27 pagesDr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectathulpcucekNo ratings yet
- Effect of Welding SpeedDocument11 pagesEffect of Welding SpeedMohamed HassanNo ratings yet
- Dev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFDocument19 pagesDev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFunknown1711No ratings yet
- Teklas 0A - PROPERTIESDocument7 pagesTeklas 0A - PROPERTIESMudzakkir DioktyantoNo ratings yet
- Welding HandbookDocument384 pagesWelding HandbookAde Kusumah. SNo ratings yet
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Buckling CalculatorDocument35 pagesBuckling CalculatorMunever Okić0% (1)
- Product Catalogue & Technical Manual 2016Document15 pagesProduct Catalogue & Technical Manual 2016Munever OkićNo ratings yet
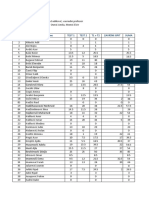
- Redni Br. Ime I Prezime Test 1 Test 2 T1 + T2 Završni Ispit SumaDocument6 pagesRedni Br. Ime I Prezime Test 1 Test 2 T1 + T2 Završni Ispit SumaMunever OkićNo ratings yet
- Redni Br. Ime I Prezime Test 1 Test 2 T1 + T2 Završni Ispit SumaDocument6 pagesRedni Br. Ime I Prezime Test 1 Test 2 T1 + T2 Završni Ispit SumaMunever OkićNo ratings yet
- Vjezbe-1-Tolerancije I Nal PDFDocument14 pagesVjezbe-1-Tolerancije I Nal PDFMunever OkićNo ratings yet
- Isla, Julie Anne - Midterm Exam - RM (25 April 2021)Document7 pagesIsla, Julie Anne - Midterm Exam - RM (25 April 2021)Julie anne IslaNo ratings yet
- CUMINDocument17 pagesCUMIN19BFT Food TechnologyNo ratings yet
- Insulation Coordination in Power System - Electrical4UDocument13 pagesInsulation Coordination in Power System - Electrical4UR.SivachandranNo ratings yet
- Shading DevicesDocument4 pagesShading DevicesAyush TyagiNo ratings yet
- UNDERSTANDING FOOD HYGIENEDocument22 pagesUNDERSTANDING FOOD HYGIENESahilDalalNo ratings yet
- KK 080711 HancockDocument1 pageKK 080711 HancockkatehasablogNo ratings yet
- Economic and Eco-Friendly Analysis of Solar Power Refrigeration SystemDocument5 pagesEconomic and Eco-Friendly Analysis of Solar Power Refrigeration SystemSiddh BhattNo ratings yet
- Tacana Project (15687597)Document1 pageTacana Project (15687597)jesusNo ratings yet
- xg01 Koso Kent Introl PDFDocument22 pagesxg01 Koso Kent Introl PDFhaidinuNo ratings yet
- 2012 PTQ q1Document132 pages2012 PTQ q1jainrakeshj4987No ratings yet
- Sample SHARKS Worksheet PDFDocument10 pagesSample SHARKS Worksheet PDFAmruta Chhajed100% (2)
- Módulo Dcp-Frcma-I (Frcme-M+sci)Document2 pagesMódulo Dcp-Frcma-I (Frcme-M+sci)alexropaNo ratings yet
- 5 Ear Disorders of DogsDocument14 pages5 Ear Disorders of DogsKoleen Lopez ÜNo ratings yet
- Firelights PDFDocument2 pagesFirelights PDFEFG EFGNo ratings yet
- Botulinum Toxin in Aesthetic Medicine Myths and RealitiesDocument12 pagesBotulinum Toxin in Aesthetic Medicine Myths and RealitiesЩербакова ЛенаNo ratings yet
- bài tập ôn MA1Document34 pagesbài tập ôn MA1Thái DươngNo ratings yet
- SEAFARERSDocument29 pagesSEAFARERSJohanna Arnaez100% (1)
- Smoothed Bootstrap Nelson-Siegel Revisited June 2010Document38 pagesSmoothed Bootstrap Nelson-Siegel Revisited June 2010Jaime MaihuireNo ratings yet
- Teltonika Networks CatalogueDocument40 pagesTeltonika Networks CatalogueazizNo ratings yet
- DirectionalDocument114 pagesDirectional1234jjNo ratings yet
- Linear Equations and Functions Financial PlansDocument3 pagesLinear Equations and Functions Financial PlansEmelyn AbucayNo ratings yet
- Chapter 3 Case Study - Not Sold OutDocument1 pageChapter 3 Case Study - Not Sold OutSagarika SinhaNo ratings yet
- Group5 AssignmentDocument10 pagesGroup5 AssignmentYenew AyenewNo ratings yet
- How To Read An EKG Strip LectureDocument221 pagesHow To Read An EKG Strip LectureDemuel Dee L. BertoNo ratings yet
- The Champion Legal Ads: 03-30-23Document49 pagesThe Champion Legal Ads: 03-30-23Donna S. SeayNo ratings yet
- What is Strategic Human Resource ManagementDocument8 pagesWhat is Strategic Human Resource ManagementYashasvi ParsaiNo ratings yet
- Rubric in Poster Making PDFDocument1 pageRubric in Poster Making PDFSerolf IanNo ratings yet
- 1 s2.0 S136403211930423X MainDocument13 pages1 s2.0 S136403211930423X MainWei WangNo ratings yet
- Literature ReviewDocument2 pagesLiterature ReviewDeepak Jindal67% (3)
- PK 7Document45 pagesPK 7Hernan MansillaNo ratings yet