You might also like
- US5711350 - Piping System Providing Minimal Acoustically Induced Structural Vibrations and Fatigue, Eisinger PDFDocument10 pagesUS5711350 - Piping System Providing Minimal Acoustically Induced Structural Vibrations and Fatigue, Eisinger PDFYh LeongNo ratings yet
- United States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentBukNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,065,404: Ripingill, Jr. Et Al. (45) Date 0f Patent: May 23, 2000Document13 pagesUlllted States Patent (19) (11) Patent Number: 6,065,404: Ripingill, Jr. Et Al. (45) Date 0f Patent: May 23, 2000willNo ratings yet
- United States Patent (19) : Harman Et A1Document13 pagesUnited States Patent (19) : Harman Et A1adnantahir012873No ratings yet
- Fuente de Alimentación 12 VoltiosDocument8 pagesFuente de Alimentación 12 VoltiosEmer nelsonNo ratings yet
- Patent for fiber optic fluid flow sensing apparatusDocument22 pagesPatent for fiber optic fluid flow sensing apparatusrenza14No ratings yet
- LL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLDocument16 pagesLL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLIrelena RomeroNo ratings yet
- Wave energy harnessing system patentDocument11 pagesWave energy harnessing system patent454No ratings yet
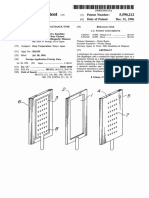
- Capacitance Loudspeaker Diaphragm Using Conductive Polymer LayerDocument7 pagesCapacitance Loudspeaker Diaphragm Using Conductive Polymer LayerDiego CowesNo ratings yet
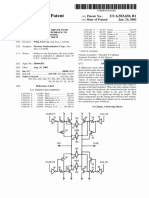
- Y Local Oscnmon 1: U It D Sieiibs Phibiii (19) (11) Patent Number: 5,267,272Document10 pagesY Local Oscnmon 1: U It D Sieiibs Phibiii (19) (11) Patent Number: 5,267,272Leonardo CavalcantiNo ratings yet
- Us 5494229Document18 pagesUs 5494229gabi chisNo ratings yet
- Laser Warning Reciever Part-1Document9 pagesLaser Warning Reciever Part-1Paras KanwarNo ratings yet
- United States Patent (19) : (1 1) Patent Number: 4,533,863 Luhn Et A1. (45) Date of Patent: Aug. 6, 1985Document16 pagesUnited States Patent (19) : (1 1) Patent Number: 4,533,863 Luhn Et A1. (45) Date of Patent: Aug. 6, 1985AlexNo ratings yet
- Detecting Harmonic Currents in Active Harmonic FiltersDocument9 pagesDetecting Harmonic Currents in Active Harmonic FiltersErnest OakenshieldNo ratings yet
- Method for Manufacturing Lightweight Turbine Rotor BladesDocument8 pagesMethod for Manufacturing Lightweight Turbine Rotor BladessenthilNo ratings yet
- Shockproof Device and Method PatentsDocument16 pagesShockproof Device and Method PatentsGopi RamuNo ratings yet
- First Accuflow Us4754641Document16 pagesFirst Accuflow Us4754641shadyghanemNo ratings yet
- US3895335Document5 pagesUS3895335Alberto OrtizNo ratings yet
- United States Patent (10) Patent N0.2 US 6,583,656 B1Document10 pagesUnited States Patent (10) Patent N0.2 US 6,583,656 B1SaurabhABCNo ratings yet
- Anti-Vibration Bars For Boiler Tubes With Protective ShieldsDocument6 pagesAnti-Vibration Bars For Boiler Tubes With Protective ShieldsNico GallosNo ratings yet
- Automatic Blackboard Eraser Apparatus PatentDocument8 pagesAutomatic Blackboard Eraser Apparatus PatentTashi BestNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Document27 pagesUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENo ratings yet
- Numerical Assurance Patent - US6009554Document6 pagesNumerical Assurance Patent - US6009554Candy Baldwin PirieNo ratings yet
- United States PatentDocument8 pagesUnited States PatentNitin DhawanNo ratings yet
- Articulo 8Document14 pagesArticulo 8Alexander Pozo Rosero DHNo ratings yet
- Device For Monitoring A Magnetic Field Emanating From An OrganismDocument14 pagesDevice For Monitoring A Magnetic Field Emanating From An OrganismDAVIDNo ratings yet
- Us 4432328Document6 pagesUs 4432328Kristee Ann KellyNo ratings yet
- Us 5218367Document14 pagesUs 5218367Onyinyeeh ChidolueNo ratings yet
- Modular Solar Battery ChargerDocument7 pagesModular Solar Battery ChargerPoushan ShresthaNo ratings yet
- Us7745962 PDFDocument19 pagesUs7745962 PDFAb Imō PectoreNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Document9 pagesUlllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Ghaluh ParahitaNo ratings yet
- Us5753799 PDFDocument17 pagesUs5753799 PDFDeepak DeepuNo ratings yet
- United States Patent (10) Patent No.: US 6,201,180 B1: Meyer Et Al. (45) Date of Patent: Mar. 13, 2001Document18 pagesUnited States Patent (10) Patent No.: US 6,201,180 B1: Meyer Et Al. (45) Date of Patent: Mar. 13, 2001Jherson Denys Contreras RamosNo ratings yet
- United States Patent (191: Ruskouski (11) Patent Number: (45) Date of PatentDocument12 pagesUnited States Patent (191: Ruskouski (11) Patent Number: (45) Date of Patentachmad ainulNo ratings yet
- US6801420Document27 pagesUS6801420Vansala GanesanNo ratings yet
- Us 6210466Document10 pagesUs 6210466Михаил ПолковниковNo ratings yet
- Protection of Living Systems From Adverse Effects of Electric, Magnetic and Electromagnetic Fields - US5450859Document39 pagesProtection of Living Systems From Adverse Effects of Electric, Magnetic and Electromagnetic Fields - US5450859enerchi1111100% (3)
- Us7224077 PDFDocument6 pagesUs7224077 PDFMladen MuskinjaNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989iswantmachooNo ratings yet
- Air To Fuel Ratio Control For Gas Engine and Method of OperationDocument6 pagesAir To Fuel Ratio Control For Gas Engine and Method of OperationRezaNadianNo ratings yet
- United States Patent (19) : 11) Patent Number: 4,864,547 (45) Date of Patent: Sep. 5, 1989Document18 pagesUnited States Patent (19) : 11) Patent Number: 4,864,547 (45) Date of Patent: Sep. 5, 1989mohasNo ratings yet
- United States Patent (19) : Johnson (45) Apr. 26, 1977Document14 pagesUnited States Patent (19) : Johnson (45) Apr. 26, 1977Jakob OlsenNo ratings yet
- United States Patent: Et Ai. Patent No.: Date PatentDocument15 pagesUnited States Patent: Et Ai. Patent No.: Date Patentnalin_gupta_1No ratings yet
- Infrared TransoucertransmitterDocument9 pagesInfrared TransoucertransmitterFava yavarNo ratings yet
- US8973792Document17 pagesUS8973792Trung Hieu NguyenNo ratings yet
- PatentsbDocument20 pagesPatentsbapi-3839740100% (1)
- Fig: ' Other Publications: Unlted States Patent (19) (11) Patent Number: 5,219,264Document11 pagesFig: ' Other Publications: Unlted States Patent (19) (11) Patent Number: 5,219,264Angel LagrañaNo ratings yet
- Us 4785300Document12 pagesUs 4785300MasoudNo ratings yet
- Motor Protection Relay Using Thermal ModelsDocument7 pagesMotor Protection Relay Using Thermal ModelsAlexander ToyoNo ratings yet
- Ulllted States Patent (10) Patent N0.: US 8,362,749 B2Document12 pagesUlllted States Patent (10) Patent N0.: US 8,362,749 B2kristin madelinNo ratings yet
- 0 1 20L 5Lsl7 A S: United States Patent (191Document10 pages0 1 20L 5Lsl7 A S: United States Patent (191Citra Adelina SitorusNo ratings yet
- Us 5162407Document9 pagesUs 5162407Juanan LopezNo ratings yet
- LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLL - Illll - L - LLLLLLLLLLLLLLLLLLLLLLLDocument20 pagesLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLL - Illll - L - LLLLLLLLLLLLLLLLLLLLLLLroom liveNo ratings yet
- United States Patent (10) Patent No.: US 6,578,782 B2Document10 pagesUnited States Patent (10) Patent No.: US 6,578,782 B2gabi chisNo ratings yet
- Iii Iiii: United States PatentDocument8 pagesIii Iiii: United States Patent63No ratings yet
- Us4 PDFDocument8 pagesUs4 PDFMUHAMAD FAIZNURNo ratings yet
- Us411992939988 PDFDocument8 pagesUs411992939988 PDFMUHAMAD FAIZNURNo ratings yet
- D1 Us5793976Document16 pagesD1 Us5793976Leonardo CavalcantiNo ratings yet
- DC DriveDocument8 pagesDC DriveMUHAMAD FAIZNURNo ratings yet
- Hybrid Composite Materials: November 2010Document6 pagesHybrid Composite Materials: November 2010berhaneNo ratings yet
- Property Characterization of Acacia Tortilis For Natural Fiber Reinforced Polymer CompositeDocument7 pagesProperty Characterization of Acacia Tortilis For Natural Fiber Reinforced Polymer CompositeberhaneNo ratings yet
- A Review of Recent Research On Multifunctional Composite Materials and Structures With Their ApplicationsDocument11 pagesA Review of Recent Research On Multifunctional Composite Materials and Structures With Their ApplicationsberhaneNo ratings yet
- Ali PachaDocument90 pagesAli PachaberhaneNo ratings yet
- Research Article: Effect of Sisal Fiber Surface Treatment On Properties of Sisal Fiber Reinforced Polylactide CompositesDocument8 pagesResearch Article: Effect of Sisal Fiber Surface Treatment On Properties of Sisal Fiber Reinforced Polylactide CompositesberhaneNo ratings yet
- Synthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesDocument11 pagesSynthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesberhaneNo ratings yet
- Characterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberDocument7 pagesCharacterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberberhaneNo ratings yet
- Characterization of Single Enset Fiber Tensile Properties Using Optimal Experimental Design and Digital Image Correlation TechniqueDocument8 pagesCharacterization of Single Enset Fiber Tensile Properties Using Optimal Experimental Design and Digital Image Correlation TechniqueberhaneNo ratings yet
- Classification On The Future Developments in Composite MaterialsDocument5 pagesClassification On The Future Developments in Composite MaterialsberhaneNo ratings yet
- Classification On The Future Developments in Composite MaterialsDocument5 pagesClassification On The Future Developments in Composite MaterialsberhaneNo ratings yet
- Property Characterization of Acacia Tortilis For Natural Fiber Reinforced Polymer CompositeDocument7 pagesProperty Characterization of Acacia Tortilis For Natural Fiber Reinforced Polymer CompositeberhaneNo ratings yet
- Characterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberDocument7 pagesCharacterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberberhaneNo ratings yet
- International Journal of Research and Analytical Reviews: Call For Research PapersDocument3 pagesInternational Journal of Research and Analytical Reviews: Call For Research PapersberhaneNo ratings yet
- International Journal of Research and Analytical Reviews: Call For Research PapersDocument3 pagesInternational Journal of Research and Analytical Reviews: Call For Research PapersberhaneNo ratings yet
- Chapter-3: Superconductivity: 4.2K He Named The New Phenomenon-SuperconductivityDocument28 pagesChapter-3: Superconductivity: 4.2K He Named The New Phenomenon-SuperconductivityberhaneNo ratings yet
- Project Report Peddling Washing Machine PDFDocument58 pagesProject Report Peddling Washing Machine PDFberhaneNo ratings yet
- Synthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesDocument11 pagesSynthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesberhaneNo ratings yet
- CHAPTER TWO (Autosaved)Document84 pagesCHAPTER TWO (Autosaved)berhaneNo ratings yet
- Design of A Mechanised Pedal Washing Mac PDFDocument43 pagesDesign of A Mechanised Pedal Washing Mac PDFberhaneNo ratings yet
- Chapter - IiDocument37 pagesChapter - IiberhaneNo ratings yet
- Double-Sided Arc Welding Increases Weld Joint PenetrationDocument9 pagesDouble-Sided Arc Welding Increases Weld Joint PenetrationberhaneNo ratings yet
- Pedal Operated Washing Machine ReportDocument35 pagesPedal Operated Washing Machine ReportJack Johnson100% (1)
- V 14 N 1 A 11Document8 pagesV 14 N 1 A 11Tony De La CruzNo ratings yet
- SPSU, UDAIPUR Machine Shop Lab ManualDocument43 pagesSPSU, UDAIPUR Machine Shop Lab ManualberhaneNo ratings yet
- Zavaruvanje BrosuraDocument28 pagesZavaruvanje BrosuraBlagoja Anna SotirovskiNo ratings yet
- Pedal Powered Washing Machine Saves Time, Water and ElectricityDocument52 pagesPedal Powered Washing Machine Saves Time, Water and ElectricityGooftilaaAniJiraachuunkooYesusiin100% (1)
- Cutting Tool-GeometryDocument1 pageCutting Tool-GeometryberhaneNo ratings yet
- MEng 4221 ExtensionDocument581 pagesMEng 4221 ExtensionberhaneNo ratings yet
- FRQ Modern PhysicsDocument22 pagesFRQ Modern PhysicsIvycrazeNo ratings yet
- ELL-332 Electric Drives Lecture 4: DC Machines Part 1Document32 pagesELL-332 Electric Drives Lecture 4: DC Machines Part 1Nikhil KumarNo ratings yet
- Operating Characteristics of GM CounterDocument7 pagesOperating Characteristics of GM Counterrishi4charmNo ratings yet
- 35MW Generator Test ReportDocument10 pages35MW Generator Test ReportAshok KumarNo ratings yet
- Short Wave DiathermyDocument32 pagesShort Wave Diathermymirza baigNo ratings yet
- Restricted Earth Fault (REF) ProtectionDocument8 pagesRestricted Earth Fault (REF) ProtectionNaveen Amarasinghe100% (1)
- A Smart Card Based PrepaidDocument17 pagesA Smart Card Based PrepaidshubamNo ratings yet
- CA3081, CA3082: General Purpose High Current NPN Transistor Arrays FeaturesDocument6 pagesCA3081, CA3082: General Purpose High Current NPN Transistor Arrays FeaturestommyhghNo ratings yet
- Electric Machinery ProblemsDocument2 pagesElectric Machinery ProblemsRogzJrBernzNo ratings yet
- ENGINE GOVERNOR SYNCHRONIZER SYSTEMDocument4 pagesENGINE GOVERNOR SYNCHRONIZER SYSTEMthanhhai31No ratings yet
- Professional 3-way sound system with magnetic shieldingDocument2 pagesProfessional 3-way sound system with magnetic shieldingBogdan BvbNo ratings yet
- A.06.930 Primary Connector KitsDocument2 pagesA.06.930 Primary Connector KitsErick Marshall PaendongNo ratings yet
- MS Product CatalogDocument37 pagesMS Product CatalogSOPORTE2 XPRO-ENo ratings yet
- Adobe Scan 21 Sep 2020Document3 pagesAdobe Scan 21 Sep 2020Khusnul TaufikNo ratings yet
- Earth Fault Distance Protection (DOCUMENTO)Document150 pagesEarth Fault Distance Protection (DOCUMENTO)DanielAlejandroRamosQueroNo ratings yet
- United States Patent: ShkondinDocument16 pagesUnited States Patent: ShkondinAngel DiosdadoNo ratings yet
- Actuator Siemens SSBDocument10 pagesActuator Siemens SSBspjspj33No ratings yet
- Zapi h2 Pump Controller 969Document3 pagesZapi h2 Pump Controller 969SaveliyGovorkovNo ratings yet
- Parts of A Power TransformerDocument3 pagesParts of A Power TransformerOscar Raymund Cadag100% (1)
- Sumodry DataDocument2 pagesSumodry DataAnonymous LJ1HbbNo ratings yet
- Lenovo Ideapad Flex 5 14-15 Hardware ManualDocument82 pagesLenovo Ideapad Flex 5 14-15 Hardware ManualfathermockerNo ratings yet
- FAGORDocument402 pagesFAGORfilipaclementeNo ratings yet
- 1735 KVA (1388 KW) Mitsubishi PDFDocument1 page1735 KVA (1388 KW) Mitsubishi PDFMd. Harunor RashidNo ratings yet
- Sevcon Micro Pak - Power Pak CodesDocument1 pageSevcon Micro Pak - Power Pak CodesCorjuc StefanNo ratings yet
- ITSMT Temperature Controllers GuideDocument12 pagesITSMT Temperature Controllers GuideSiap SiapNo ratings yet
- Bidirectional DC/DC Converter Special IssueDocument1 pageBidirectional DC/DC Converter Special IssuevijayprabhujNo ratings yet
- Chapter 3:basic Principle of Electro DepositionDocument32 pagesChapter 3:basic Principle of Electro DepositionbirhangebrieNo ratings yet
- Law of Mass Action & Fermi Level for Intrinsic SemiconductorsDocument3 pagesLaw of Mass Action & Fermi Level for Intrinsic SemiconductorsAbdullah Al Noman ShantoNo ratings yet
- Design and Construction Modifications of PDFDocument161 pagesDesign and Construction Modifications of PDFrandomNo ratings yet