You might also like
- Determination of Copper and Zinc in Brass - Two Basic MethodsDocument2 pagesDetermination of Copper and Zinc in Brass - Two Basic MethodsAngeloNo ratings yet
- Electrode KineticsDocument12 pagesElectrode KineticsSyarif HidayatNo ratings yet
- Solution: Homogeneous MixtureDocument29 pagesSolution: Homogeneous MixtureAnonymousGodiswithyouNo ratings yet
- Engineering ChemistryDocument233 pagesEngineering Chemistryhaarika1006No ratings yet
- Engineering Corrosion OH-4: University of Hafr Al BatinDocument41 pagesEngineering Corrosion OH-4: University of Hafr Al BatinHussain Al-DawoodNo ratings yet
- Precipitation Reactions and Gravimetric Analysis PDFDocument30 pagesPrecipitation Reactions and Gravimetric Analysis PDFBarronAliShapiNo ratings yet
- Meen 360 Cheat SheetDocument1 pageMeen 360 Cheat SheetSaniya SohailNo ratings yet
- CONDUCTORSDocument79 pagesCONDUCTORSniloNo ratings yet
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocument11 pagesTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNo ratings yet
- C20 Extraction of MetalsDocument31 pagesC20 Extraction of MetalsKris DookharanNo ratings yet
- Hydrogen Production Using ElectrolysisDocument15 pagesHydrogen Production Using ElectrolysisInda RobayaniNo ratings yet
- 1.1 The Electrified Interface: 1. The Electrical Double LayerDocument24 pages1.1 The Electrified Interface: 1. The Electrical Double LayerTesfamariam Setargew MesfinNo ratings yet
- Corrosion PDFDocument17 pagesCorrosion PDFSakshi SaraogiNo ratings yet
- Chapter 4 Solid Solution Equilibrium Phase Diagram PDFDocument41 pagesChapter 4 Solid Solution Equilibrium Phase Diagram PDFSergio Syamil100% (2)
- Erosion CorrosionDocument8 pagesErosion CorrosionHermawaty Natalia Lumban GaolNo ratings yet
- Boiler Water Treatment and TestDocument56 pagesBoiler Water Treatment and TestRayhaan Ahmed KhanNo ratings yet
- Classification of Materials Based On Energy Band TheoryDocument3 pagesClassification of Materials Based On Energy Band Theoryarpit mamarNo ratings yet
- The Study of Calcium Carbonate Scale Software SupportedDocument51 pagesThe Study of Calcium Carbonate Scale Software SupportedMohammed HassanNo ratings yet
- Conductometric TitrationsDocument23 pagesConductometric TitrationsMuhammad AhmedNo ratings yet
- Estimation of PHENOLSDocument2 pagesEstimation of PHENOLSGajaNand Mallick100% (1)
- Lab Report Corrosion-1Document10 pagesLab Report Corrosion-1areniqwardiah_918730100% (1)
- Nernst Equation: From Wikipedia, The Free EncyclopediaDocument11 pagesNernst Equation: From Wikipedia, The Free EncyclopedianiawdNo ratings yet
- Orsat ApparatusDocument7 pagesOrsat ApparatusTejas Desai100% (1)
- Kinetics of CorrosionDocument50 pagesKinetics of Corrosionnani198350% (2)
- History of Coordination CompoundsDocument18 pagesHistory of Coordination CompoundsIlmu Kimia CNo ratings yet
- Cy6251 Engineering Chemistry Two Mark With AnswerDocument23 pagesCy6251 Engineering Chemistry Two Mark With AnswerPRIYA RAJI100% (3)
- Conducting Polymers Guest Lecture Slides2018Document31 pagesConducting Polymers Guest Lecture Slides2018Mahalakshmi Sahasranaman100% (1)
- CorrosionDocument51 pagesCorrosionshartendu100% (2)
- Lecture Cathodic ProtectionDocument23 pagesLecture Cathodic ProtectionNoman RazaNo ratings yet
- Thermal AnalysisDocument8 pagesThermal AnalysisSURESHNo ratings yet
- Electrochemistry EquilibriaDocument39 pagesElectrochemistry EquilibriaWardahNo ratings yet
- PotentiometryDocument4 pagesPotentiometryalexpharmNo ratings yet
- High Polymer ChemistryDocument20 pagesHigh Polymer ChemistryAnshul GautampurkarNo ratings yet
- HPLC NotesDocument50 pagesHPLC NotesEmmanuella Offiong100% (1)
- Classification of Organometallic CompoundsDocument28 pagesClassification of Organometallic CompoundsDingetegna GodanaNo ratings yet
- Thermal Conductivity Detector (TCD) : Not As Sensitive Non-Specific Non-DestructiveDocument11 pagesThermal Conductivity Detector (TCD) : Not As Sensitive Non-Specific Non-DestructiveKajal Dhawde100% (1)
- Extraction of ZN FinalDocument20 pagesExtraction of ZN FinalYashodeep Ravindra HireNo ratings yet
- CORROSION RATE ANALYSIS ,, Assignment 1Document4 pagesCORROSION RATE ANALYSIS ,, Assignment 1Muhammad MustafaNo ratings yet
- Lecture 1 Basic Electrochemistry Presentation 2017-1Document66 pagesLecture 1 Basic Electrochemistry Presentation 2017-1Dhafin Apridhiya100% (1)
- Electrometallurgy 1Document24 pagesElectrometallurgy 1KALESMI A/P AMARALATHAN STUDENT100% (1)
- Rutherford Model of The AtomDocument17 pagesRutherford Model of The AtomChris Kevin LubgubanNo ratings yet
- ElectrochemistryDocument43 pagesElectrochemistryShiloh FrederickNo ratings yet
- Experiment 8 (Slide)Document11 pagesExperiment 8 (Slide)JongFungNo ratings yet
- Process Equipment Design-06Document25 pagesProcess Equipment Design-06PARAG DAHARWAL 20CH10020No ratings yet
- Surface ChemistryDocument22 pagesSurface ChemistryAfza MukaddamNo ratings yet
- Introduction To Gas EngineeringDocument34 pagesIntroduction To Gas EngineeringArslanQureshiNo ratings yet
- Electroanalytical Methods and Potentiometry PDFDocument15 pagesElectroanalytical Methods and Potentiometry PDFLilato ChanganiNo ratings yet
- CNT PresentationDocument46 pagesCNT PresentationNishit KumarNo ratings yet
- Electochemistry PDFDocument29 pagesElectochemistry PDFAnshu KarmacharyaNo ratings yet
- Crompton1998 PDFDocument523 pagesCrompton1998 PDFMaria Inês Vasconcellos FurtadoNo ratings yet
- Chapter 4 Ionic Conductivity CKHDocument42 pagesChapter 4 Ionic Conductivity CKHLộc NguyễnNo ratings yet
- Electrochemical Conductivity PDFDocument18 pagesElectrochemical Conductivity PDFwatum ambrose100% (1)
- CMT552 4 Electrolyte ConductanceDocument57 pagesCMT552 4 Electrolyte ConductanceAira Ariana100% (1)
- FirstDocument19 pagesFirstabhishek733100% (1)
- Electrostatic - Separation by SandeepDocument10 pagesElectrostatic - Separation by SandeepSandeep GummallaNo ratings yet
- Alloys and Phase RuleDocument12 pagesAlloys and Phase RuleViswa NathanNo ratings yet
- Electrical Properties of SolidsDocument4 pagesElectrical Properties of Solidsstephen james100% (1)
- Advantages of High Temperature MaterialsDocument20 pagesAdvantages of High Temperature MaterialsDeep MohantaNo ratings yet
- Electroplating and Corrosion: Unit-4Document50 pagesElectroplating and Corrosion: Unit-4Hadis SyoumNo ratings yet
- Metal FinishingDocument29 pagesMetal FinishingEeraúNo ratings yet
- Chapter 3 Corrosion KineticsDocument4 pagesChapter 3 Corrosion KineticsAmalina JamilNo ratings yet
- Quantifying Defects in Thin FilmsDocument6 pagesQuantifying Defects in Thin FilmsbirhangebrieNo ratings yet
- Structural Defects and Their RelationshipDocument12 pagesStructural Defects and Their RelationshipbirhangebrieNo ratings yet
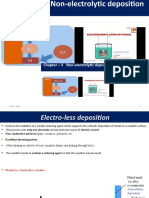
- Chapter - V Non-Electrolytic DepositionDocument68 pagesChapter - V Non-Electrolytic DepositionbirhangebrieNo ratings yet
- Chapter 6Document39 pagesChapter 6birhangebrieNo ratings yet
- Intrusion-Centered Magmatic-Hydrothermal Systems and Formation of Au-Cu Epithermal DepositsDocument23 pagesIntrusion-Centered Magmatic-Hydrothermal Systems and Formation of Au-Cu Epithermal DepositsALLISON FABIOLA LOPEZ VALVERDENo ratings yet
- Chapter 16Document51 pagesChapter 16ادهم ادهمNo ratings yet
- Research Article: Adsorption of Phthalates On Municipal Activated SludgeDocument8 pagesResearch Article: Adsorption of Phthalates On Municipal Activated SludgeKayalvilli ShanmugamNo ratings yet
- Alchemy 201: Saponification: All Your Base Are Belong To Fatty AcidsDocument9 pagesAlchemy 201: Saponification: All Your Base Are Belong To Fatty AcidsBeri rahmadNo ratings yet
- DEHYDRATIONDocument15 pagesDEHYDRATIONMergel BienesNo ratings yet
- Buffer SelectionDocument3 pagesBuffer SelectionSandeep KumarNo ratings yet
- Interpretation of Infrared Spectra, A Practical ApproachDocument24 pagesInterpretation of Infrared Spectra, A Practical ApproachLucas TimmerNo ratings yet
- Biomaterial - GypsumDocument46 pagesBiomaterial - GypsumBagus WijayaNo ratings yet
- Mahmoud Kanan Mohsin: Prepared byDocument27 pagesMahmoud Kanan Mohsin: Prepared byVinisha Vipin SharmaNo ratings yet
- 11 Chemistry Notes Chapter 3Document13 pages11 Chemistry Notes Chapter 3Gyani ChachaNo ratings yet
- Mechanistic Bioinorganic Chemistry (1995) PDFDocument501 pagesMechanistic Bioinorganic Chemistry (1995) PDFSORIN AVRAMESCUNo ratings yet
- Karnafuli Paper Mills ProcessDocument59 pagesKarnafuli Paper Mills Processsvo svo67% (3)
- LSD SynthDocument10 pagesLSD SynthBill644No ratings yet
- Exam in ForchemDocument8 pagesExam in ForchemMark Nayre BusaNo ratings yet
- Periodic Table - 62760 - 2023 - 05 - 06 - 21 - 02Document31 pagesPeriodic Table - 62760 - 2023 - 05 - 06 - 21 - 02Tae KookNo ratings yet
- 001210Document47 pages001210Benni WewokNo ratings yet
- Soil Taxonomy - Advantages, Surface Diagnostic HorizonsDocument7 pagesSoil Taxonomy - Advantages, Surface Diagnostic HorizonsshubhamNo ratings yet
- 16 Types of 3D Printer Filaments - Comparison & List of 3D MaterialsDocument1 page16 Types of 3D Printer Filaments - Comparison & List of 3D MaterialsCliqueLearn E-LearningNo ratings yet
- CH 017Document31 pagesCH 017phdf5s2p5gNo ratings yet
- Characteristics of SiO2-TiO2Document17 pagesCharacteristics of SiO2-TiO2Isna NurhidayatiNo ratings yet
- Astm d-1079-2011120520201066 PDFDocument8 pagesAstm d-1079-2011120520201066 PDFToBertNo ratings yet
- Class 1 Size Reduction ZZDocument43 pagesClass 1 Size Reduction ZZZen EbeNo ratings yet
- Word Problems in Organic ChemistryDocument70 pagesWord Problems in Organic ChemistryreghuuchihaNo ratings yet
- Sulphidic Refractory Gold Ore Pre-Treatment by Selective and Bulk Flotation MethodsDocument8 pagesSulphidic Refractory Gold Ore Pre-Treatment by Selective and Bulk Flotation MethodsAldoNo ratings yet
- Chapter 24Document41 pagesChapter 24chidambaramrNo ratings yet
- Missing Page From - Determining Unknown Organic Compound Lab ReportDocument1 pageMissing Page From - Determining Unknown Organic Compound Lab ReportMark RileyNo ratings yet
- CH 2 SolutionDocument11 pagesCH 2 SolutionTr Mazhar PunjabiNo ratings yet
- Environmental Engineering Lab. ManualDocument32 pagesEnvironmental Engineering Lab. ManualnaveenNo ratings yet
- Substance Translocated in The Phloem: TranslocationDocument2 pagesSubstance Translocated in The Phloem: TranslocationKENNETH POLONo ratings yet