You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- De Broglie KracklauerDocument81 pagesDe Broglie KracklauerSinan CanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Trial ProgramsDocument8 pagesTrial ProgramsjoeyNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Algorithm and FlowchartDocument3 pagesAlgorithm and FlowchartjoeyNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Trial Questions PDFDocument1 pageTrial Questions PDFjoeyNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- NASA/TM-2002-211716 An Introduction To Tensors For Students of Physics and Engineering Joseph C. Kolecki Glenn Research Center, Cleveland, OhioDocument29 pagesNASA/TM-2002-211716 An Introduction To Tensors For Students of Physics and Engineering Joseph C. Kolecki Glenn Research Center, Cleveland, OhiomarkrichardmuradNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- MCQ (1) Indian Driving Licence QuestionsDocument51 pagesMCQ (1) Indian Driving Licence QuestionsAbdul Hamid96% (25)
- Stress and StrainDocument6 pagesStress and StrainjoeyNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Course Handout MAT 201: Partial Differential Equations and Complex Analysis Module 1: Partial Differential EquationsDocument37 pagesCourse Handout MAT 201: Partial Differential Equations and Complex Analysis Module 1: Partial Differential EquationsjoeyNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 90 Sample Chapter PDFDocument26 pages90 Sample Chapter PDFjoeyNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Module 2 Part 2Document19 pagesModule 2 Part 2joeyNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Module 2 Part 3Document19 pagesModule 2 Part 3joeyNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Assignment - S3 - Module 2Document3 pagesAssignment - S3 - Module 2joeyNo ratings yet
- Module 2 Part 3Document19 pagesModule 2 Part 3joeyNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Module 2 Part 4Document15 pagesModule 2 Part 4joeyNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Module 1 Partial Differential EquationsDocument1 pageModule 1 Partial Differential EquationsjoeyNo ratings yet
- De Broglie KracklauerDocument81 pagesDe Broglie KracklauerSinan CanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Science: Quarter 3 - Module 2: Phases of MatterDocument32 pagesScience: Quarter 3 - Module 2: Phases of Matternadia doropan100% (1)
- Size ReductionDocument54 pagesSize ReductionManish Shaurya100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- AITS 2023-24 PlannerDocument3 pagesAITS 2023-24 Plannerankit aryaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Introductory Chemistry An Active Learning Approach 6th Edition Cracolice Test BankDocument17 pagesIntroductory Chemistry An Active Learning Approach 6th Edition Cracolice Test Banka5563409580% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Boeing BMS (Boeing Material Specification)Document7 pagesBoeing BMS (Boeing Material Specification)vic_ar_cla_ma100% (9)
- Methods For Preparation of Catalytic Materials: Chemical Reviews May 1995Document35 pagesMethods For Preparation of Catalytic Materials: Chemical Reviews May 1995Thiên DiNo ratings yet
- Alternative Composite Polymer Electrolyte For SSBDocument10 pagesAlternative Composite Polymer Electrolyte For SSB1DS19CH002 Akash SamantaNo ratings yet
- Brief Overview MV Cable Construction/Design: March 26, 2008Document17 pagesBrief Overview MV Cable Construction/Design: March 26, 2008Mohubu Charlz DwayneNo ratings yet
- Black Powder in Gas Pipeline PDFDocument4 pagesBlack Powder in Gas Pipeline PDFMohammad Kh100% (1)
- SCIENCE - K To 12 Curriculum Guides - 1Document86 pagesSCIENCE - K To 12 Curriculum Guides - 1Liza Macalinao Mangaliman100% (5)
- Mechanism and Kinetics of Oxygen Reduction On Porous La SR Coo ElectrodesDocument10 pagesMechanism and Kinetics of Oxygen Reduction On Porous La SR Coo ElectrodessinytellsNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Chapter 7Document23 pagesChapter 7Beevy GB100% (4)
- Next Generation Coatings For ProtectionDocument10 pagesNext Generation Coatings For ProtectionBobby SatheesanNo ratings yet
- Edited Grade 3 Science Class QuestionsDocument41 pagesEdited Grade 3 Science Class QuestionsCyn DrylNo ratings yet
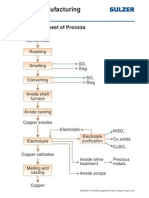
- Copper Manufacturing Process: General Flowsheet of ProcessDocument28 pagesCopper Manufacturing Process: General Flowsheet of ProcessflaviosazevedoNo ratings yet
- Grade 7 Science Unified Test 1 QuarterDocument6 pagesGrade 7 Science Unified Test 1 QuarterMichael Deliva100% (1)
- Teacher Lab Chapter 2Document31 pagesTeacher Lab Chapter 2Truong AnhNo ratings yet
- Earth's Materials Rocks and Minerals: 7 Grade ScienceDocument18 pagesEarth's Materials Rocks and Minerals: 7 Grade Scienceapi-163943532No ratings yet
- Phyphar Chapter 2Document7 pagesPhyphar Chapter 2KATHLEEN CALALANGNo ratings yet
- Designing & Managing Drilling FluidDocument11 pagesDesigning & Managing Drilling Fluidfisco4rilNo ratings yet
- State of Matter Teacher's Guide/chemistry Form 4 / SimulationDocument7 pagesState of Matter Teacher's Guide/chemistry Form 4 / SimulationYulianaNo ratings yet
- Nanoscience and Nanotechnology Are New Approaches To Research and DevelopmentDocument10 pagesNanoscience and Nanotechnology Are New Approaches To Research and DevelopmentNouman ShahidNo ratings yet
- TurtleTough-ULTRATOUGH Sensor Series Brochure V221021Document9 pagesTurtleTough-ULTRATOUGH Sensor Series Brochure V221021Gonzalo Gavilan PurillaNo ratings yet
- A Look On The UPLB Old Sewage Treatment PlantDocument9 pagesA Look On The UPLB Old Sewage Treatment PlantEdzel BrionesNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Experimental Study of The Effect of Inhibitors in Wax Precipitation by Different TechniquesDocument9 pagesExperimental Study of The Effect of Inhibitors in Wax Precipitation by Different TechniqueszanterNo ratings yet
- Manufacturing Science and MetallurgyDocument47 pagesManufacturing Science and MetallurgyAppu bjNo ratings yet
- Flow Properties Testing and Powder Flowability - Powder & Bulk Solids Solutions PDFDocument3 pagesFlow Properties Testing and Powder Flowability - Powder & Bulk Solids Solutions PDFSukaran SinghNo ratings yet
- Revised Summative Test Based On TOS Science 3 2021Document6 pagesRevised Summative Test Based On TOS Science 3 2021Henry Kahal Orio Jr.100% (1)
- SS - FTS - 18 (Online) - (Main) C - 2021-01-08 - 2020 - ADocument8 pagesSS - FTS - 18 (Online) - (Main) C - 2021-01-08 - 2020 - AAbhiNo ratings yet
- Cnt4702 Concrete Technology Iv Project: Author: Molebogeng MathibediDocument33 pagesCnt4702 Concrete Technology Iv Project: Author: Molebogeng MathibediMolebogeng MathibediNo ratings yet