You might also like
- JF 302 - Material Technology 1Document18 pagesJF 302 - Material Technology 1Arif AzizAnNo ratings yet
- Module - 5 Inspection & Quality Control Applications of Composites MaterialsDocument42 pagesModule - 5 Inspection & Quality Control Applications of Composites MaterialsSuresh DhanasekarNo ratings yet
- Tensile & Hardness TestingDocument12 pagesTensile & Hardness TestingTasnuva HumayraNo ratings yet
- Material TestingDocument7 pagesMaterial TestingkimsonNo ratings yet
- Table of Content Content 1.0 Project Background 2Document17 pagesTable of Content Content 1.0 Project Background 2Muhammad SyahmieNo ratings yet
- Composite Materials Testing and Analysis Free EbookDocument27 pagesComposite Materials Testing and Analysis Free Ebookmohit natuNo ratings yet
- EM ReportDocument22 pagesEM ReportAhmad Fakhrie ShahNo ratings yet
- ME2Document12 pagesME2MikeyNo ratings yet
- Materials Lab REPORT 3Document5 pagesMaterials Lab REPORT 31803040035No ratings yet
- Determine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineDocument13 pagesDetermine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineEriane GarciaNo ratings yet
- Hardness TestDocument13 pagesHardness TestMohammad FrehatNo ratings yet
- Course Project MosDocument25 pagesCourse Project MosNavya DantuluriNo ratings yet
- Rajshahi University of Engineering & Technology (RUET)Document6 pagesRajshahi University of Engineering & Technology (RUET)Tasnuva HumayraNo ratings yet
- Solid Mechanics 20ME006Document72 pagesSolid Mechanics 20ME006Prathmesh AwaghadeNo ratings yet
- EXP 7 - MaterialsDocument18 pagesEXP 7 - MaterialsLeslie CatindigNo ratings yet
- Flexural or Bending Test Lab ReportDocument9 pagesFlexural or Bending Test Lab ReportKalKatu MaLam73% (22)
- Definition DestructiveDocument3 pagesDefinition DestructiveNur Huwaini JailaniNo ratings yet
- Buehler MicroHardness Testing MethodsDocument7 pagesBuehler MicroHardness Testing Methodspipedown456No ratings yet
- Rockwell Hardness Tester OperationDocument7 pagesRockwell Hardness Tester OperationvladameerNo ratings yet
- Teopengco CE152P-2 E01 Experiment7 Module3Document8 pagesTeopengco CE152P-2 E01 Experiment7 Module3TEOPENGCO ALEC JOHNNo ratings yet
- GENG 231 Materials Science2Document10 pagesGENG 231 Materials Science2JojoAl-mansouriNo ratings yet
- Tensile Stress FinalDocument11 pagesTensile Stress FinalMegh RoddurNo ratings yet
- Flexural Strength Tests of CeramicsDocument76 pagesFlexural Strength Tests of CeramicsWilan Dita NesyiaNo ratings yet
- Tensile and Hardness Testing (1706025)Document16 pagesTensile and Hardness Testing (1706025)ShowvikNo ratings yet
- Lab ManualDocument83 pagesLab ManualIndresh ShahNo ratings yet
- Uniaxial Tensile Test Is Known As A Basic and Universal Engineering Test To Achieve Material Parameters Such As Ultimate StrengthDocument5 pagesUniaxial Tensile Test Is Known As A Basic and Universal Engineering Test To Achieve Material Parameters Such As Ultimate StrengthSyed Imtinan AhmedNo ratings yet
- Astm D1709-16ae1 Standard Test Methods For Impact Resistance of Plastic Film by The Free-Falling Dart MethodDocument9 pagesAstm D1709-16ae1 Standard Test Methods For Impact Resistance of Plastic Film by The Free-Falling Dart MethodHASSAN WASEEMNo ratings yet
- BMC-3.Ferrous&Non-Ferrous MaterialsDocument20 pagesBMC-3.Ferrous&Non-Ferrous MaterialsMeenu Priya100% (1)
- مواد هندسية, اختبار الصلادةDocument10 pagesمواد هندسية, اختبار الصلادةprince amerNo ratings yet
- NDT ProcessDocument12 pagesNDT ProcessBRENT_09059669No ratings yet
- Materials Engg Hardness TestDocument8 pagesMaterials Engg Hardness TestSourav KayalNo ratings yet
- Penaso Bsce2c Es28a UtmDocument4 pagesPenaso Bsce2c Es28a UtmFIONA CAITH PENASONo ratings yet
- Fluxural TestDocument4 pagesFluxural TestAriff MazuaNo ratings yet
- Lecture 12Document8 pagesLecture 12Mechanical ZombieNo ratings yet
- FM (Mee84) Module-5Document16 pagesFM (Mee84) Module-5sonic somannaNo ratings yet
- Mechanical Testing: Sheffield Hallam UniversityDocument28 pagesMechanical Testing: Sheffield Hallam UniversitySolace DambireNo ratings yet
- Lab Tensile UTHMDocument27 pagesLab Tensile UTHMMuhd Farhan Bin Ibrahim100% (1)
- Material Testing TechniquesDocument66 pagesMaterial Testing Techniquesrakamew442.epevaNo ratings yet
- Material Lap Report Exp 5Document11 pagesMaterial Lap Report Exp 5DanialNo ratings yet
- MatScie Engineering ME +Lab+Module+2+rev1.0Document19 pagesMatScie Engineering ME +Lab+Module+2+rev1.0kkiyo2113No ratings yet
- Astm C393Document8 pagesAstm C393Long TranNo ratings yet
- Destructive and Non-Destructive TestingDocument12 pagesDestructive and Non-Destructive TestingKailas Sree Chandran100% (5)
- Material Testing On Mechanical Properties Top 5Document37 pagesMaterial Testing On Mechanical Properties Top 5Hezron gibronNo ratings yet
- Tensile TestingDocument13 pagesTensile TestingLast BofeloNo ratings yet
- Flexural Strength Tests of CeramicsDocument67 pagesFlexural Strength Tests of CeramicsaufaNo ratings yet
- Application Note Hardness Testing EnglishDocument12 pagesApplication Note Hardness Testing EnglishAnubhav LakhmaniNo ratings yet
- Unit 2 NotesDocument18 pagesUnit 2 NotesSAJITH NFNo ratings yet
- Microindentation Hardness Operating InstructionsDocument7 pagesMicroindentation Hardness Operating InstructionsnetzaalvaradoNo ratings yet
- Low Strain Pile Integrity TestingDocument6 pagesLow Strain Pile Integrity TestingWaqas SadiqNo ratings yet
- ASTM D2583 Standard Testing Method of Measuring Hardness by Barcol Hardness MethodDocument8 pagesASTM D2583 Standard Testing Method of Measuring Hardness by Barcol Hardness MethodHASSAN WASEEMNo ratings yet
- Practical Approach Towards Enhanced Accuracy With Field Hardness MeasurementsDocument19 pagesPractical Approach Towards Enhanced Accuracy With Field Hardness MeasurementsHassan SabbahNo ratings yet
- ExperimentDocument7 pagesExperimentgosaye desalegnNo ratings yet
- Polymers Lab Report No 1Document12 pagesPolymers Lab Report No 1ebtasssam qamarNo ratings yet
- Laboratory Experiment 1.3Document6 pagesLaboratory Experiment 1.3Wes FerrerNo ratings yet
- Brinell HardnessDocument5 pagesBrinell HardnessMuhammad Syafiq KahalitNo ratings yet
- Ac 2008-1447: Undergraduate Materials Research: Tensile Impact Toughness of PolymersDocument10 pagesAc 2008-1447: Undergraduate Materials Research: Tensile Impact Toughness of PolymersDeva RajNo ratings yet
- Lesson One - Plan - MaterialsDocument6 pagesLesson One - Plan - MaterialsVictor QuezadaNo ratings yet
- Robot ArchitecturesDocument72 pagesRobot ArchitecturesHODCIVILNo ratings yet
- Mechatronics Lab ManualDocument27 pagesMechatronics Lab ManualHODCIVILNo ratings yet
- Eenita: ProsefattyDocument2 pagesEenita: ProsefattyHODCIVILNo ratings yet
- 2 Robot Actuators and Drive SystemsDocument42 pages2 Robot Actuators and Drive SystemsSiva RamanNo ratings yet
- 2 Robot Actuators and Drive SystemsDocument42 pages2 Robot Actuators and Drive SystemsSiva RamanNo ratings yet
- Books Finalization (II YEAR)Document8 pagesBooks Finalization (II YEAR)HODCIVILNo ratings yet
- Circular Jul-Dec 2019Document2 pagesCircular Jul-Dec 2019HODCIVILNo ratings yet
- Presented By: Ravikiran KattoliDocument15 pagesPresented By: Ravikiran KattoliHODCIVILNo ratings yet
- Engineering Materials Classification PDFDocument15 pagesEngineering Materials Classification PDFجیهاد عبدالكريم فارسNo ratings yet
- Lab ManualDocument42 pagesLab ManualHODCIVILNo ratings yet
- Chapter4 150109005052 Conversion Gate02Document56 pagesChapter4 150109005052 Conversion Gate02زهديابوانسNo ratings yet
- Air Pollution and Control (A70136) : Lecture NotesDocument102 pagesAir Pollution and Control (A70136) : Lecture NoteskavipriyaNo ratings yet
- CE 100 Civil Engineering Drawing Sessional (Lab Manual)Document72 pagesCE 100 Civil Engineering Drawing Sessional (Lab Manual)Niyitegeka SimonNo ratings yet
- NotesDocument33 pagesNotesHODCIVILNo ratings yet
- CE6016-Prefabricated Structures QBDocument9 pagesCE6016-Prefabricated Structures QBHODCIVILNo ratings yet
- Ce 2071-Repair and Rehabilitation of Structures May June 2012Document3 pagesCe 2071-Repair and Rehabilitation of Structures May June 2012HODCIVILNo ratings yet
- Refrigeration and Air Conditioning Servi PDFDocument24 pagesRefrigeration and Air Conditioning Servi PDFGeovane JavelosaNo ratings yet
- Envoy 500 Operator Training Manual (L7320, Rev. - ) Low ResDocument86 pagesEnvoy 500 Operator Training Manual (L7320, Rev. - ) Low ResALONSO GARCIA100% (1)
- Astm A961-21Document9 pagesAstm A961-21psytembeNo ratings yet
- Atlas Copco Tech Tip - Resetting Service TimersDocument9 pagesAtlas Copco Tech Tip - Resetting Service TimersEnio0% (1)
- Planning and Design of Ports and Harbours - Code of PracticeDocument18 pagesPlanning and Design of Ports and Harbours - Code of Practicevishal kumar100% (1)
- HMDA Building Guidelines Full Low ResDocument88 pagesHMDA Building Guidelines Full Low Resshoeb2007No ratings yet
- 4grinding Polishing Flexible ToolsDocument113 pages4grinding Polishing Flexible ToolsGabriel DobrescuNo ratings yet
- Chemical EngineeringDocument3 pagesChemical EngineeringWendell Kim LlanetaNo ratings yet
- Automotive Ethernet Black BookDocument44 pagesAutomotive Ethernet Black BookGrulletto Grullone100% (1)
- Vglove-Medical Glove BrochureDocument20 pagesVglove-Medical Glove BrochureNguyễn TuấnNo ratings yet
- CEA Safety Regulations 2010Document87 pagesCEA Safety Regulations 2010Abin MeetuNo ratings yet
- Business Systems Analyst Information Technology in NYC Resume Len KhatsernovDocument3 pagesBusiness Systems Analyst Information Technology in NYC Resume Len KhatsernovLenKhatsernovNo ratings yet
- Toyota Motors Manufacturing Usa Inc.: Weekly Assignement CaseDocument7 pagesToyota Motors Manufacturing Usa Inc.: Weekly Assignement CaseAyesha TahirNo ratings yet
- Camperfiladas Asme 16 5Document8 pagesCamperfiladas Asme 16 5klara23No ratings yet
- Manual Termobalanza ShimadzuDocument61 pagesManual Termobalanza ShimadzuRoger Dominguez vi no no ijlñNo ratings yet
- MT 5656Document2 pagesMT 5656Samuel LekhbakNo ratings yet
- Intro To Inkscape Lesson 3Document6 pagesIntro To Inkscape Lesson 3api-234298405No ratings yet
- BS 50128Document3 pagesBS 50128Jeffrey HoNo ratings yet
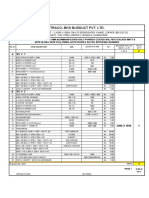
- Entraco-Bks Busduct Pvt. LTD.: Packing List ForDocument1 pageEntraco-Bks Busduct Pvt. LTD.: Packing List ForsubhajiyroyNo ratings yet
- Application ModernizationDocument2 pagesApplication ModernizationLászló DianNo ratings yet
- NTU Learning Hub, SingaporeDocument53 pagesNTU Learning Hub, SingaporeDarcy stylesNo ratings yet
- Abb Contactor A45!40!00 24 Vac 60 HZDocument4 pagesAbb Contactor A45!40!00 24 Vac 60 HZRodriguez JohannNo ratings yet
- MasterTop 1200 EngDocument3 pagesMasterTop 1200 EngMohiuddin MuhinNo ratings yet
- Hiwin Linear Guideway Catalog - G99TE13-0809Document0 pagesHiwin Linear Guideway Catalog - G99TE13-0809frahedlerNo ratings yet
- Bending Effect On ExhaustDocument11 pagesBending Effect On Exhaustsayantan ghoshNo ratings yet
- Question Bank Power Plant Performance: Decreasing EfficiencyDocument6 pagesQuestion Bank Power Plant Performance: Decreasing EfficiencyMY NAME IS NEERAJ..:):)No ratings yet
- Thesis 1 - 4 - TedDocument21 pagesThesis 1 - 4 - TedMa Gelanie Bardillon Crisostomo100% (21)
- Enterprise Architect UML TutorialsDocument18 pagesEnterprise Architect UML TutorialsAno_NimskaNo ratings yet
- QEC - Atr - 42 - Rev15 Motor PW ATR 72Document203 pagesQEC - Atr - 42 - Rev15 Motor PW ATR 72Dorival Venâncio100% (3)
- Moblization Plan-CDocument7 pagesMoblization Plan-CTanveer IqbalNo ratings yet