You might also like
- MF Eskom Load Shedding Questions and AnswersDocument2 pagesMF Eskom Load Shedding Questions and AnswersMbavhaleloNo ratings yet
- Maeresera Sulaiman Godspower 212164236Document106 pagesMaeresera Sulaiman Godspower 212164236MbavhaleloNo ratings yet
- GND English Issue 4 2020Document104 pagesGND English Issue 4 2020MbavhaleloNo ratings yet
- Caso - Risk Under The MicroscopeDocument5 pagesCaso - Risk Under The MicroscopeJaninaDiestraAliagaNo ratings yet
- The Case of The Never Ending Scope Creep PrepDocument13 pagesThe Case of The Never Ending Scope Creep PrepMbavhalelo100% (1)
- MBA - Project Management Jan 2013Document163 pagesMBA - Project Management Jan 2013Fatimah Binte AtiqNo ratings yet
- The Return Prayer Booklet SmallDocument27 pagesThe Return Prayer Booklet SmallMbavhaleloNo ratings yet
- Project Scope ManagementDocument6 pagesProject Scope ManagementMbavhaleloNo ratings yet
- The Effect of Early Freezing ofDocument8 pagesThe Effect of Early Freezing ofMbavhaleloNo ratings yet
- ContentServer 1 PDFDocument10 pagesContentServer 1 PDFMbavhaleloNo ratings yet
- 018 HEY MOM WHAT IS DIVERSITY Free Childrens Book by Monkey Pen PDFDocument17 pages018 HEY MOM WHAT IS DIVERSITY Free Childrens Book by Monkey Pen PDFMbavhaleloNo ratings yet
- Assignment 1 Project Scope and SchedulinDocument11 pagesAssignment 1 Project Scope and SchedulinMbavhaleloNo ratings yet
- New Rules From Mol-2Document4 pagesNew Rules From Mol-2Anonymous ZvDNOmNo ratings yet
- Your Vision For The Development of University Case StudyDocument8 pagesYour Vision For The Development of University Case StudyMbavhaleloNo ratings yet
- Astral Records Lt1Document4 pagesAstral Records Lt1MbavhaleloNo ratings yet
- Your Vision For The Development of University Case Study-1Document11 pagesYour Vision For The Development of University Case Study-1MbavhaleloNo ratings yet
- Astral Records LTDDocument16 pagesAstral Records LTDMbavhalelo100% (2)
- PM Performance and Value List of MeasuresDocument44 pagesPM Performance and Value List of MeasuresnobitaenokiNo ratings yet
- Introduction AstralDocument12 pagesIntroduction AstralMbavhalelo100% (1)
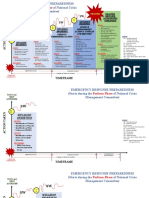
- Perform Phase: Disaster Response Management OperationsDocument6 pagesPerform Phase: Disaster Response Management OperationsMbavhaleloNo ratings yet
- Astral Records LTD 2Document7 pagesAstral Records LTD 2MbavhaleloNo ratings yet
- Importance of Traits in LeadershipDocument13 pagesImportance of Traits in Leadershippacman123454544No ratings yet
- Astral Records LTD., North America: Some Financial Concerns: October 2008Document11 pagesAstral Records LTD., North America: Some Financial Concerns: October 2008MbavhaleloNo ratings yet
- KPMG Project Management Survey 2013Document34 pagesKPMG Project Management Survey 2013Cecilia CiobanuNo ratings yet
- Business WomanDocument4 pagesBusiness WomanMbavhaleloNo ratings yet
- Assignment PM 01Document15 pagesAssignment PM 01Pawani HettiarachchiNo ratings yet
- Programme Managing The Supply Chain Portfolio Article - June 2010 (PMWorld Today)Document10 pagesProgramme Managing The Supply Chain Portfolio Article - June 2010 (PMWorld Today)MbavhaleloNo ratings yet
- Project Management Office at The Gauteng Department of Health Knowledge Attitudes and Perceptions 07.08.2014 v3Document127 pagesProject Management Office at The Gauteng Department of Health Knowledge Attitudes and Perceptions 07.08.2014 v3MbavhaleloNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2019-A New Semiparametric Weibull Cure Rate Model Fitting Different Behaviors Within GAMLSSDocument18 pages2019-A New Semiparametric Weibull Cure Rate Model Fitting Different Behaviors Within GAMLSSsssNo ratings yet
- Chapter3 Testing StandardsDocument7 pagesChapter3 Testing StandardsappannusaNo ratings yet
- Project Paper Proposal DONE!!!!Document24 pagesProject Paper Proposal DONE!!!!Azri AlimorNo ratings yet
- Day 1 - MLRDocument20 pagesDay 1 - MLRSai SaiNo ratings yet
- Chapter 4 - Transportation Planning OverviewDocument168 pagesChapter 4 - Transportation Planning OverviewAqsha RaufinNo ratings yet
- A Deep Neural Network Approach For Behind The Meter Residential - 2020 - Solar EDocument10 pagesA Deep Neural Network Approach For Behind The Meter Residential - 2020 - Solar EranggaNo ratings yet
- Exercise 3: Logistic Regression: Andrew NG (Very Slightly Edited by Luis R. Izquierdo For The University of Burgos)Document5 pagesExercise 3: Logistic Regression: Andrew NG (Very Slightly Edited by Luis R. Izquierdo For The University of Burgos)Jairo Sánchez TobarNo ratings yet
- Panel Data AnalysisDocument7 pagesPanel Data AnalysisJorge David MoralesNo ratings yet
- DOM105 Session 27Document6 pagesDOM105 Session 27DevanshiNo ratings yet
- TYIT SEM VI BI Nov 2019 SolutionDocument20 pagesTYIT SEM VI BI Nov 2019 SolutionvivekNo ratings yet
- Pengaruh Media Sosial Twitter Lowkerpku Terhadap Pemenuhan Kebutuhan Informasi LDocument15 pagesPengaruh Media Sosial Twitter Lowkerpku Terhadap Pemenuhan Kebutuhan Informasi Lfaisal aditama100% (1)
- Grafik Probit Harapan (Log Dosis (X) DNG Probit Empirik)Document2 pagesGrafik Probit Harapan (Log Dosis (X) DNG Probit Empirik)SriItaTNo ratings yet
- ID Pengaruh Keselamatan Dan Kesehatan Kerja PDFDocument6 pagesID Pengaruh Keselamatan Dan Kesehatan Kerja PDFaldiki GRIFFITHNo ratings yet
- Report - Project8 - FRA - Surabhi - ReportDocument15 pagesReport - Project8 - FRA - Surabhi - ReportSurabhi Sood100% (1)
- PMIRDocument124 pagesPMIRhashvishuNo ratings yet
- MulticollinearityDocument22 pagesMulticollinearityОлена БогданюкNo ratings yet
- Week 10 - AssignmentDocument5 pagesWeek 10 - AssignmentDavidNo ratings yet
- Computers in Industry: Adolfo Crespo Márquez, Antonio de La Fuente Carmona, José Antonio Marcos, Javier NavarroDocument13 pagesComputers in Industry: Adolfo Crespo Márquez, Antonio de La Fuente Carmona, José Antonio Marcos, Javier NavarroPeter Guerrero BacaNo ratings yet
- Gold Medal Heights - SL TYPE 2Document23 pagesGold Medal Heights - SL TYPE 2Guillermo EsquedaNo ratings yet
- Study Global Solar Radiation Based On Sunshine Hours in IraqDocument11 pagesStudy Global Solar Radiation Based On Sunshine Hours in IraqNa HaNo ratings yet
- Statistics and Data Analysis: Professor William Greene Stern School of Business IOMS Department Department of EconomicsDocument16 pagesStatistics and Data Analysis: Professor William Greene Stern School of Business IOMS Department Department of EconomicsalexaalexNo ratings yet
- The Bass Model Unscrambling Regression Coefficients For P&QDocument4 pagesThe Bass Model Unscrambling Regression Coefficients For P&QSanchit JainNo ratings yet
- The Effect of Prill Specifications On Emulsion-ANFO BlendsDocument17 pagesThe Effect of Prill Specifications On Emulsion-ANFO BlendsChristian Alexis Rosas PelaezNo ratings yet
- Unit 4 Multiple Regression Model: 4.0 ObjectivesDocument23 pagesUnit 4 Multiple Regression Model: 4.0 Objectivesritika prakashNo ratings yet
- Assessment of English Reading Age Through Reading Evaluation and Decoding System (READS) - A Measure of Effectiveness and Inequality in Malaysian ESL EducationDocument11 pagesAssessment of English Reading Age Through Reading Evaluation and Decoding System (READS) - A Measure of Effectiveness and Inequality in Malaysian ESL EducationGabriellezhuNo ratings yet
- The Effect of Earnings Management To Issuance of Audit Qualification Evidence From IndonesiaDocument29 pagesThe Effect of Earnings Management To Issuance of Audit Qualification Evidence From IndonesiaMega LestariNo ratings yet
- Costs and Cost Concepts: Different Costs For Different PurposesDocument11 pagesCosts and Cost Concepts: Different Costs For Different PurposesAudie Anthony Palpal-latocNo ratings yet
- Machine Learning Assignment Report - CarsDocument42 pagesMachine Learning Assignment Report - Carssurajramkumar100% (4)
- USP-NF 852 Atomic Absorption SpectrosDocument5 pagesUSP-NF 852 Atomic Absorption SpectrosAbsheen ZamanNo ratings yet
- Sample Workbook To Linear Regression Analysis in Excel: Author Last Update 6-Jul-18 Tutorial URLDocument9 pagesSample Workbook To Linear Regression Analysis in Excel: Author Last Update 6-Jul-18 Tutorial URLatibNo ratings yet