You might also like
- Kvetoslav R Spurny Editor Analytical Chemistry of Aerosols ScienceDocument499 pagesKvetoslav R Spurny Editor Analytical Chemistry of Aerosols ScienceShibu Arjunan100% (1)
- Properties of Metakaolin Based Geopolymer Incorporating Calcium Carbonate (Aboulayt-2017)Document9 pagesProperties of Metakaolin Based Geopolymer Incorporating Calcium Carbonate (Aboulayt-2017)juan diazNo ratings yet
- Cambridge Primary Progression Test Science 2018 Stage 6 Mark SchemeDocument22 pagesCambridge Primary Progression Test Science 2018 Stage 6 Mark SchemekhushbakhtNo ratings yet
- Distillation Column InternalsDocument17 pagesDistillation Column InternalsAhmed Omar AmineNo ratings yet
- Kaolinitic Calcined Clays Factors Affecting Its 2012 Construction and BuildDocument6 pagesKaolinitic Calcined Clays Factors Affecting Its 2012 Construction and BuildpaulaNo ratings yet
- Pharm. Chem. - 2 Lab Exp No 5 - SYNTHESIS OF ACETYLSALICYLIC ACIDDocument4 pagesPharm. Chem. - 2 Lab Exp No 5 - SYNTHESIS OF ACETYLSALICYLIC ACIDNear Lee0% (1)
- Osmosis Experiment On PotatoesDocument4 pagesOsmosis Experiment On Potatoesapi-32813045580% (5)
- Application of Nanosilica in TextileDocument7 pagesApplication of Nanosilica in TextileParesh TadasNo ratings yet
- Comparative Study of Chelating Ion Exchange Resins For The Recovery of Nickel and Cobalt From Laterite Leach Tailings PDFDocument5 pagesComparative Study of Chelating Ion Exchange Resins For The Recovery of Nickel and Cobalt From Laterite Leach Tailings PDFRodrigoNo ratings yet
- Preparation of Nickel Coated Mica As A Conductive ®llerDocument7 pagesPreparation of Nickel Coated Mica As A Conductive ®llerRISTON SINAGANo ratings yet
- An Investigation On Utilization of Poly-Electrolytes As DispersantDocument6 pagesAn Investigation On Utilization of Poly-Electrolytes As DispersantRafaelNo ratings yet
- Group 39 Project ReportDocument9 pagesGroup 39 Project ReportSOUMYAJEET NAYAKNo ratings yet
- Dewiandratika 2018 - Study On The Leaching Performance of Chromium (CR) PDFDocument7 pagesDewiandratika 2018 - Study On The Leaching Performance of Chromium (CR) PDFYoyon WahyonoNo ratings yet
- Zhang 2021Document10 pagesZhang 2021Spades Of BlueNo ratings yet
- Microesfereas Ceramicas para Mejorar Las Propiedades Anticorrosivas de FosfatosDocument10 pagesMicroesfereas Ceramicas para Mejorar Las Propiedades Anticorrosivas de FosfatosLATINA DE PINTURASNo ratings yet
- Enhancing Kinetics of Li-S Batteries by Graphene-Like N, S-Codoped Biochar Fabricated in NaCl Non-Aqueous Ionic LiquidDocument10 pagesEnhancing Kinetics of Li-S Batteries by Graphene-Like N, S-Codoped Biochar Fabricated in NaCl Non-Aqueous Ionic LiquidJohn OlgessonNo ratings yet
- Based Noble: Electrodes MetalsDocument10 pagesBased Noble: Electrodes MetalsSumedh WaradeNo ratings yet
- The New Immersion Tin Generation in Practical Operation - A Surface Finish Process Including The World's First Organic MetalDocument4 pagesThe New Immersion Tin Generation in Practical Operation - A Surface Finish Process Including The World's First Organic MetalAnh Mai NgôNo ratings yet
- Applied Clay Science: Research PaperDocument9 pagesApplied Clay Science: Research PaperjoNo ratings yet
- Ceramic Phosphors For Light Conversion in Leds: Jss S I L M S S LDocument9 pagesCeramic Phosphors For Light Conversion in Leds: Jss S I L M S S LJeena RoseNo ratings yet
- NaP1 Zeolite Synthesized Via Effective Extraction of Si and Al From RedDocument11 pagesNaP1 Zeolite Synthesized Via Effective Extraction of Si and Al From Redhellna284No ratings yet
- Journal of Non-Crystalline Solids: Jadambaa Temuujin, William Rickard, Melissa Lee, Arie Van RiessenDocument6 pagesJournal of Non-Crystalline Solids: Jadambaa Temuujin, William Rickard, Melissa Lee, Arie Van RiessenMário LucasNo ratings yet
- Chemical Engineering Science: Yanchang Wang, Fazhi Zhang, Sailong Xu, Lan Yang, Dianqing Li, David G. Evans, Xue DuanDocument7 pagesChemical Engineering Science: Yanchang Wang, Fazhi Zhang, Sailong Xu, Lan Yang, Dianqing Li, David G. Evans, Xue DuankarpanaiNo ratings yet
- Energies: NCA, NCM811, and The Route To Ni-Richer Lithium-Ion BatteriesDocument46 pagesEnergies: NCA, NCM811, and The Route To Ni-Richer Lithium-Ion Batterieshilzone_No ratings yet
- Ahmed2011 Troca ZeolitaDocument9 pagesAhmed2011 Troca ZeolitaantoniovdecastroNo ratings yet
- Amru Daulay, Andriayani, Marpongahtun, Saharman Gea, TamrinDocument8 pagesAmru Daulay, Andriayani, Marpongahtun, Saharman Gea, TamrinAmru DaulayNo ratings yet
- Evaluation of Cathodic Protection Behavior of Waterborne Inorganic Zinc-Rich Silicates Containing Various Contents of MIO PigmentsDocument8 pagesEvaluation of Cathodic Protection Behavior of Waterborne Inorganic Zinc-Rich Silicates Containing Various Contents of MIO PigmentsDo Van TaiNo ratings yet
- Characteristics of Anode Materials For Nickel ElectroformingDocument14 pagesCharacteristics of Anode Materials For Nickel ElectroformingKeily VilcarromeroNo ratings yet
- Xie 2021Document10 pagesXie 2021Anwar NurharyantoNo ratings yet
- AbstractDocument3 pagesAbstractSathya MoorthyNo ratings yet
- Microstructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesDocument5 pagesMicrostructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesTusharGuptaNo ratings yet
- Dedzo 2016 1Document7 pagesDedzo 2016 1Alexandre FernandoNo ratings yet
- Role of Alkali Metals On The Synthesis of Low Ca Ferronickel Slag-Based Inorganic PolymersDocument6 pagesRole of Alkali Metals On The Synthesis of Low Ca Ferronickel Slag-Based Inorganic PolymersIoannis KapageridisNo ratings yet
- Effect of SiO2@polydopamine Core-Shell Nanoparticles As Multifunctional Filler For An Aeronautical Epoxy ResinDocument4 pagesEffect of SiO2@polydopamine Core-Shell Nanoparticles As Multifunctional Filler For An Aeronautical Epoxy ResinOussama El BouadiNo ratings yet
- Mollaabbasi 2021Document14 pagesMollaabbasi 2021poojab8017No ratings yet
- Binnemans2013 PDFDocument22 pagesBinnemans2013 PDFJenniGaticaNo ratings yet
- Synthetic Zeolite of Lapindo Mud: Technology Innovation of Catalyst Material On Fluid Catalytic Craking (FCC) ProcessingDocument4 pagesSynthetic Zeolite of Lapindo Mud: Technology Innovation of Catalyst Material On Fluid Catalytic Craking (FCC) Processingianatul khafidlahNo ratings yet
- Acid Activation of BentonitesDocument6 pagesAcid Activation of Bentonitesali abdulrahman al-ezziNo ratings yet
- PhysicsDocument145 pagesPhysicsFrancelino A. X. ConceicaoNo ratings yet
- Irassa 2019Document10 pagesIrassa 2019Yassine LASIANINo ratings yet
- SlagCarbonationReview AuthorreprintsDocument27 pagesSlagCarbonationReview AuthorreprintsK Suresh AkkihebbalNo ratings yet
- Effect of Calcium Hydroxide On Slip Casting Behaviour: Aylin Sßakar-Deliormanlı, Zeliha YaylaDocument7 pagesEffect of Calcium Hydroxide On Slip Casting Behaviour: Aylin Sßakar-Deliormanlı, Zeliha Yaylaayman aminNo ratings yet
- J Minpro 2016 04 007Document28 pagesJ Minpro 2016 04 007wahabNo ratings yet
- Jeldres 2019Document13 pagesJeldres 2019Robert AndresNo ratings yet
- 2 - A High Entropy Oxide With Superior Lithium Storage PerformanceDocument8 pages2 - A High Entropy Oxide With Superior Lithium Storage Performancekenny5350No ratings yet
- Overview of Nanodielectrics: Insulating Materials of The FutureDocument7 pagesOverview of Nanodielectrics: Insulating Materials of The FutureJavier Vallejo MontesinosNo ratings yet
- Perlite Waste As A Precursor For Geopolymer FormationDocument6 pagesPerlite Waste As A Precursor For Geopolymer FormationJoséVillalbaLynchNo ratings yet
- Spodumene Tailings For Porcelain and Structural MaterialsDocument10 pagesSpodumene Tailings For Porcelain and Structural MaterialsJolene FernandezNo ratings yet
- Investigación Baterías de Litio Con GrafenoDocument7 pagesInvestigación Baterías de Litio Con GrafenoAndres Ayala DuranNo ratings yet
- Experimental Investigation of Four-Point Flexural Behavior of Textile Reinforcement in Geopolymer MortarDocument6 pagesExperimental Investigation of Four-Point Flexural Behavior of Textile Reinforcement in Geopolymer MortarLê Chí HiệpNo ratings yet
- An Ugent Call To Spent LIB Recycling - Whys and Wherefores For Graphite Recovery (Natarajan and Aravindan 2020)Document8 pagesAn Ugent Call To Spent LIB Recycling - Whys and Wherefores For Graphite Recovery (Natarajan and Aravindan 2020)irdantoNo ratings yet
- Advanced Energy Materials - 2021 - Yan - Ultrafast Zinc Ion Conductor Interface Toward High Rate and Stable Zinc MetalDocument9 pagesAdvanced Energy Materials - 2021 - Yan - Ultrafast Zinc Ion Conductor Interface Toward High Rate and Stable Zinc MetalattackonzhangNo ratings yet
- Use of Perlite To Produce Geopolymers: September 2011Document5 pagesUse of Perlite To Produce Geopolymers: September 2011France CruzNo ratings yet
- Studies On Epoxy/Calcium Carbonate Nanocomposites: Ritu Jain, A. K. Narula, Veena ChoudharyDocument8 pagesStudies On Epoxy/Calcium Carbonate Nanocomposites: Ritu Jain, A. K. Narula, Veena ChoudharyzikrullahNo ratings yet
- Electrodeposition of Nanocrystalline Nickel - Cobalt Binary Alloy Coatings: A ReviewDocument9 pagesElectrodeposition of Nanocrystalline Nickel - Cobalt Binary Alloy Coatings: A ReviewHaydee VNo ratings yet
- 0.76% Absolute Efficiency Increase For Screen-Printed Multicrystalline Silicon Solar Cells With Nanostructures by Reactive Ion EtchingDocument7 pages0.76% Absolute Efficiency Increase For Screen-Printed Multicrystalline Silicon Solar Cells With Nanostructures by Reactive Ion EtchingMohsen GoodarziNo ratings yet
- Fly Ash Zeolites For Water Treatment Applications 2016Document61 pagesFly Ash Zeolites For Water Treatment Applications 2016Mayra Katherine DominguezNo ratings yet
- Petroleum Research: Full Length ArticleDocument10 pagesPetroleum Research: Full Length ArticlegessicapalaoroNo ratings yet
- Electrochimica Acta: SciencedirectDocument10 pagesElectrochimica Acta: SciencedirectNing ZhangNo ratings yet
- NETZSCH Article How To Uniformly Disperse Nanoparticles 05 2010Document3 pagesNETZSCH Article How To Uniformly Disperse Nanoparticles 05 2010Khamis KhamisNo ratings yet
- Alkali Activation BehaviourDocument12 pagesAlkali Activation BehaviouryettyNo ratings yet
- Group 14: By: Shafiq Rasila Mag Nova N HasDocument34 pagesGroup 14: By: Shafiq Rasila Mag Nova N HasShafiq HamzahNo ratings yet
- 10 1016@j Conbuildmat 2017 04 102Document7 pages10 1016@j Conbuildmat 2017 04 102karskotNo ratings yet
- Journal of Crystal Growth: T.Y. Wang, Y.C. Lin, C.Y. Tai, R. Sivakumar, D.K. Rai, C.W. LanDocument4 pagesJournal of Crystal Growth: T.Y. Wang, Y.C. Lin, C.Y. Tai, R. Sivakumar, D.K. Rai, C.W. LanMinh TrầnNo ratings yet
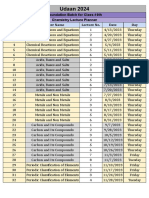
- Lecture Planner - Chemistry PDF OnlyDocument1 pageLecture Planner - Chemistry PDF OnlyJai ChandNo ratings yet
- Uji Kekerasan Komposit Terhadap Rendaman Buah Jeruk Nipis (Citrus Aurantifolia)Document6 pagesUji Kekerasan Komposit Terhadap Rendaman Buah Jeruk Nipis (Citrus Aurantifolia)PRADNJA SURYA PARAMITHANo ratings yet
- T8s34aeev - Exponential and Logarithmic FunctionsDocument26 pagesT8s34aeev - Exponential and Logarithmic FunctionsBlessie LazaroNo ratings yet
- Corrosion Control Treatment: Answer KeyDocument66 pagesCorrosion Control Treatment: Answer KeyEscobar ValderramaNo ratings yet
- Food Dye ForensicsDocument3 pagesFood Dye ForensicsNemcris Mae OpleNo ratings yet
- IR Analisis KualitatifDocument38 pagesIR Analisis KualitatifRetno SulistyaningrumNo ratings yet
- Union Technical AlertDocument4 pagesUnion Technical AlertSantosh Kumar AlpeteNo ratings yet
- Nurture 9 June Paper 1Document72 pagesNurture 9 June Paper 1Vedansh SrivastavaNo ratings yet
- Nitrite-Nitrate in Water: Standard Test Methods ForDocument8 pagesNitrite-Nitrate in Water: Standard Test Methods ForEdu CorrêaNo ratings yet
- Grundfos - NB, NK EDocument150 pagesGrundfos - NB, NK EDina Moh El HadedyNo ratings yet
- TracersInTheSea SearchableDocument705 pagesTracersInTheSea SearchableAvan AngelNo ratings yet
- Kinetics Microbial GrowthDocument32 pagesKinetics Microbial GrowthCarlos Alberto Altamirano CahuancamaNo ratings yet
- Analytical PS A01 A10 Solutions 2Document14 pagesAnalytical PS A01 A10 Solutions 2MarieNo ratings yet
- OutputDocument71 pagesOutputNitin RautNo ratings yet
- Study Bipolar and CniDocument4 pagesStudy Bipolar and CniGaneshNo ratings yet
- Chemistry Investigatory ProjectDocument17 pagesChemistry Investigatory ProjectSudarshanNo ratings yet
- Iso 08502-1Document12 pagesIso 08502-1Hassan FekiNo ratings yet
- Chemthink Molecular ShapesDocument3 pagesChemthink Molecular ShapesEmily DodsonNo ratings yet
- Ch-4 Carbon and Its Compounds - 3 Marker QuestionsDocument2 pagesCh-4 Carbon and Its Compounds - 3 Marker QuestionsArshita KarayatNo ratings yet
- f2 Chemistry TopicalsDocument36 pagesf2 Chemistry TopicalsEvansOmoiNo ratings yet
- Perpol Nomor 10 Tahun 2018 Tentang Pembinaan Rohani Mental Dan Tradisi Di Lingkungan PolriDocument12 pagesPerpol Nomor 10 Tahun 2018 Tentang Pembinaan Rohani Mental Dan Tradisi Di Lingkungan Polrisurya lesmanaNo ratings yet
- Improvement of Barrel WeaponDocument10 pagesImprovement of Barrel WeaponFira Putri WulandariNo ratings yet
- Classification of Cleaning EquipmentDocument6 pagesClassification of Cleaning Equipmentmugenyi DixonNo ratings yet
- List of Polishing Pad: Item Part Number Size Diameter Thickness Material Hardness (Shore Hardness) PackagingDocument1 pageList of Polishing Pad: Item Part Number Size Diameter Thickness Material Hardness (Shore Hardness) PackagingZeoksNo ratings yet
- Ultrafiltration of Sugarcane Juice Studies On MembDocument7 pagesUltrafiltration of Sugarcane Juice Studies On Membkingship masekoNo ratings yet