You might also like
- Manufacturing Formula: Product: Ctzine SyrupDocument6 pagesManufacturing Formula: Product: Ctzine SyrupMohammed ZubairNo ratings yet
- Senseller Body WashDocument18 pagesSenseller Body WashUttam SinghNo ratings yet
- IP Reference Standard CatalogDocument12 pagesIP Reference Standard CatalogUrva VasavadaNo ratings yet
- Promise Pharma LabsDocument7 pagesPromise Pharma LabsprinceamitNo ratings yet
- Ointment Dosage Form: Sulaimani Polytechnique University Technical Institute of Sulaimany Pharmacy DepartmentDocument12 pagesOintment Dosage Form: Sulaimani Polytechnique University Technical Institute of Sulaimany Pharmacy DepartmentZanyar Rebwar YasinNo ratings yet
- Mpfwhitfieldsointment5 5Document1 pageMpfwhitfieldsointment5 5Dr.Ramkaran SainiNo ratings yet
- Care Intensive Drug Pharmaceutical CompanyDocument1 pageCare Intensive Drug Pharmaceutical CompanyMajd Kittaneh100% (1)
- Stepan Formulation 149Document2 pagesStepan Formulation 149Jignesh PadhiyarNo ratings yet
- Microcrystalline Cellulose USP MonographDocument4 pagesMicrocrystalline Cellulose USP Monographisaac_soto_12No ratings yet
- PovidoneDocument2 pagesPovidoneElizabeth WalshNo ratings yet
- Exercise No. 09 - Vit. B Complex SyrupDocument5 pagesExercise No. 09 - Vit. B Complex Syruppharmaebooks50% (2)
- Simple Syrup I.PDocument38 pagesSimple Syrup I.PHimanshi SharmaNo ratings yet
- Manufacturing Formula: PRODUCT: Neuropal Suspension (Pyritinol Dihydrochloride 100mg)Document6 pagesManufacturing Formula: PRODUCT: Neuropal Suspension (Pyritinol Dihydrochloride 100mg)Mohammed ZubairNo ratings yet
- BCI0711Document1 pageBCI0711franciscocampoverde8224No ratings yet
- Sodium Lauryl Sulphate BPDocument3 pagesSodium Lauryl Sulphate BPJay PanchaniNo ratings yet
- Pre Formulation 2Document188 pagesPre Formulation 2Dintakurthi Prasanth100% (1)
- Fatty Material of Different Soap SamplesDocument8 pagesFatty Material of Different Soap SamplesSoumendu KonaeNo ratings yet
- Proraso Shaving Cream Common Ingredients of 3 TypesDocument2 pagesProraso Shaving Cream Common Ingredients of 3 Typeschimene madiNo ratings yet
- CDSCO Artwork GuidelinesDocument4 pagesCDSCO Artwork GuidelinesPrashun Shekhar Srivastava0% (1)
- STP of Ethifen SyrupDocument5 pagesSTP of Ethifen SyrupBejoy KarimNo ratings yet
- Flyer - Tego Betain P 50 C - EcocertDocument2 pagesFlyer - Tego Betain P 50 C - Ecocertrafaeldelperu1982No ratings yet
- PRODUCT: Medfen 100 MG / 5 ML (Ibuprofen U.S.P) : Potency OverageDocument7 pagesPRODUCT: Medfen 100 MG / 5 ML (Ibuprofen U.S.P) : Potency OverageMohammed ZubairNo ratings yet
- CD 0016 (Ap) PDFDocument1 pageCD 0016 (Ap) PDFALBA MILENANo ratings yet
- Mannitol Mannogem Product DescriptionDocument8 pagesMannitol Mannogem Product DescriptionkshleshNo ratings yet
- Amro DamanhouryDocument22 pagesAmro DamanhourySujith Thomas0% (2)
- Formulation and Evaluation of Herbal SoapDocument6 pagesFormulation and Evaluation of Herbal SoapMohammad MariasaNo ratings yet
- HPTLC: Factors Influencing The TLC / HPTLC Separation and Resolution of SpotsDocument8 pagesHPTLC: Factors Influencing The TLC / HPTLC Separation and Resolution of Spots0921pyNo ratings yet
- Master Formula Brimolol SolutionDocument3 pagesMaster Formula Brimolol SolutionSarfarazpk1No ratings yet
- How To Prepare A Batch Manufacturing Record Template: What Should A BMR Contain?Document5 pagesHow To Prepare A Batch Manufacturing Record Template: What Should A BMR Contain?Taddele AbateNo ratings yet
- Kerala University of Health Sciences: THRISSUR-680596Document3 pagesKerala University of Health Sciences: THRISSUR-680596Youzuf IqbalNo ratings yet
- Calcium Glycerophosphate: Action and UseDocument2 pagesCalcium Glycerophosphate: Action and UseAndrianaNo ratings yet
- A Product Which Has Completed All Stages of Manufacture, Including Final PackagingDocument4 pagesA Product Which Has Completed All Stages of Manufacture, Including Final Packagingom shankar JhaNo ratings yet
- Iodized Salt Spec - Testing and Sampling MethodDocument9 pagesIodized Salt Spec - Testing and Sampling MethodHenok DireNo ratings yet
- Journal of GelDocument25 pagesJournal of GelRiskilla Fauziyanda PNo ratings yet
- USP Monographs - Zinc Sulfate Usp29-Nf24Document1 pageUSP Monographs - Zinc Sulfate Usp29-Nf24CharltondialNo ratings yet
- 2 Leozinc B SyrupDocument2 pages2 Leozinc B SyrupShagorShagorNo ratings yet
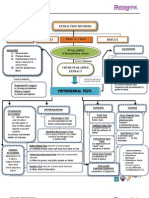
- Phytochemical Tests: Theoretical FrameworkDocument4 pagesPhytochemical Tests: Theoretical Frameworksoubi_yodiNo ratings yet
- Method Development For The Analysis of Anthocyanins in AroniDocument45 pagesMethod Development For The Analysis of Anthocyanins in Aronimarkiza07No ratings yet
- IPQC Solid D FDocument32 pagesIPQC Solid D FmajumdarshivNo ratings yet
- Transfluthrin WHODocument20 pagesTransfluthrin WHOYudhytha AnggarhaniNo ratings yet
- Tablet Coating ExperimentDocument4 pagesTablet Coating ExperimentShivraj JadhavNo ratings yet
- Agropages 2018 Formulation and Adjuvant TechnologyDocument64 pagesAgropages 2018 Formulation and Adjuvant TechnologyPratikNo ratings yet
- Oxalic Acid: Profile No.: 258 NIC Code: 20112Document14 pagesOxalic Acid: Profile No.: 258 NIC Code: 20112Sabhaya ChiragNo ratings yet
- Fema GrasDocument42 pagesFema Grasinder12564100% (1)
- Basic Cosmetic Lab EquipmentDocument2 pagesBasic Cosmetic Lab EquipmentShu ShuadaNo ratings yet
- Povidone Iodine Solution 10%Document3 pagesPovidone Iodine Solution 10%NAVNEET BAGGANo ratings yet
- BIS CreamsDocument13 pagesBIS CreamsNAVNEET BAGGA100% (2)
- CapsulesDocument35 pagesCapsulesRochelle AntigNo ratings yet
- 01 BMR Placebo TabletsDocument10 pages01 BMR Placebo TabletsIris Patrisha Abigail BalutocNo ratings yet
- GMPJBK1 Scribd Uploaded JBK 001Document9 pagesGMPJBK1 Scribd Uploaded JBK 001Jaya Bir KarmacharyaNo ratings yet
- Clear Shaveng Gel VsDocument1 pageClear Shaveng Gel Vsahmed lasdNo ratings yet
- Price Book PDFDocument193 pagesPrice Book PDFaasma100% (1)
- Technology of Making Tablets: Murat KizaibekDocument79 pagesTechnology of Making Tablets: Murat KizaibekSangram KendreNo ratings yet
- ASEAN Guidelines On Stability and Shelf Life TM V1.0 With DisclaimerDocument22 pagesASEAN Guidelines On Stability and Shelf Life TM V1.0 With DisclaimerjanggakabNo ratings yet
- Antacid Suspension PDFDocument3 pagesAntacid Suspension PDFvenishetty0% (1)
- Facial WashDocument1 pageFacial Washdina cmbeauteNo ratings yet
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- Transmittal: China Harbour Engineering Company LimitedDocument34 pagesTransmittal: China Harbour Engineering Company Limitedumuhuza salomonNo ratings yet
- BPR TABLET JarDocument16 pagesBPR TABLET JarBIONIAL HEALTHCARENo ratings yet
- Clotrimazole Clotrimazole: For External Use Only For External Use OnlyDocument2 pagesClotrimazole Clotrimazole: For External Use Only For External Use OnlyHannah Jean LemorenasNo ratings yet
- Pharm Manuf Drug LitDocument1 pagePharm Manuf Drug LitHannah Jean LemorenasNo ratings yet
- Pharm Manuf Drug LitDocument1 pagePharm Manuf Drug LitHannah Jean LemorenasNo ratings yet
- Manufacturing Lab ManualDocument9 pagesManufacturing Lab ManualHannah Jean Lemorenas100% (1)
- Paracetamol Paracetamol: Acetra AcetraDocument2 pagesParacetamol Paracetamol: Acetra AcetraHannah Jean LemorenasNo ratings yet
- Hospital Dispensing PDFDocument17 pagesHospital Dispensing PDFStylee FashNo ratings yet
- Outlinetopic and Sentence PDFDocument2 pagesOutlinetopic and Sentence PDFWati KaNo ratings yet
- BSPH3 Philo-Grp2 PlatoDocument21 pagesBSPH3 Philo-Grp2 PlatoHannah Jean LemorenasNo ratings yet
- Intro of Clin Pharm August 27 2020Document1 pageIntro of Clin Pharm August 27 2020Hannah Jean LemorenasNo ratings yet
- Physicochemical Properties of Drug Substances PDFDocument17 pagesPhysicochemical Properties of Drug Substances PDFAbdul Qadir100% (1)
- 2 CGMP Meeting d1s3 Production Shah v3.0Document58 pages2 CGMP Meeting d1s3 Production Shah v3.0vsvsuresh2099100% (1)
- I Love You Too and I Will Marry You.: If I Said Yes, What Could You Promise Me?Document9 pagesI Love You Too and I Will Marry You.: If I Said Yes, What Could You Promise Me?Hannah Jean LemorenasNo ratings yet
- The Ends of Human Act EthicsDocument18 pagesThe Ends of Human Act EthicsHannah Jean LemorenasNo ratings yet
- The Ends of Human Act EthicsDocument18 pagesThe Ends of Human Act EthicsHannah Jean LemorenasNo ratings yet
- Jelly Flan IngredientsDocument3 pagesJelly Flan IngredientsHannah Jean LemorenasNo ratings yet
- AntacidsDocument1 pageAntacidsHannah Jean LemorenasNo ratings yet
- Indolence of IndustryDocument5 pagesIndolence of IndustryHannah Jean LemorenasNo ratings yet
- STSDocument4 pagesSTSHannah Jean LemorenasNo ratings yet
- Gallion TradeDocument4 pagesGallion TradeHannah Jean LemorenasNo ratings yet
- Computer AttacksDocument1 pageComputer AttacksHoney Grace L LemorenasNo ratings yet
- AntacidsDocument1 pageAntacidsHannah Jean LemorenasNo ratings yet
- Laboratory Manual Qc1 1Document83 pagesLaboratory Manual Qc1 1Hannah Jean LemorenasNo ratings yet
- Test Used To Identify Gram Negative BacteriaDocument3 pagesTest Used To Identify Gram Negative BacteriaHannah Jean LemorenasNo ratings yet
- Test Used To Identify Gram Positive BacteriaDocument3 pagesTest Used To Identify Gram Positive BacteriaHannah Jean LemorenasNo ratings yet
- HarshadDocument61 pagesHarshadsaurabh deshmukhNo ratings yet
- MicroStation VBA Grid ProgramDocument16 pagesMicroStation VBA Grid ProgramVũ Trường GiangNo ratings yet
- 28-03-2023 Sed TicketsDocument8 pages28-03-2023 Sed TicketssureshhkNo ratings yet
- Professional Practice - X Sem - 2017-18 As On 16032018Document89 pagesProfessional Practice - X Sem - 2017-18 As On 16032018harshinireddy mandadiNo ratings yet
- Reflection of The Movie Informant - RevisedDocument3 pagesReflection of The Movie Informant - RevisedBhavika BhatiaNo ratings yet
- JournalDocument6 pagesJournalAlyssa AlejandroNo ratings yet
- BSBPEF501: Manage Personal and Professional DevelopmentDocument88 pagesBSBPEF501: Manage Personal and Professional DevelopmentBruce100% (1)
- Tugas Lk7 Dan 10 Garuda PancasilaDocument5 pagesTugas Lk7 Dan 10 Garuda PancasilaarifuddinNo ratings yet
- Email 1Document4 pagesEmail 1Ali AmarNo ratings yet
- Lesson 7. Linear Momentum and ImpulseDocument6 pagesLesson 7. Linear Momentum and ImpulselopomNo ratings yet
- Caning Should Not Be Allowed in Schools TodayDocument2 pagesCaning Should Not Be Allowed in Schools TodayHolyZikr100% (2)
- Renewal of ForgivenessDocument3 pagesRenewal of ForgivenessShoshannahNo ratings yet
- ACS880 IGBT Supply Control Program: Firmware ManualDocument254 pagesACS880 IGBT Supply Control Program: Firmware ManualGopinath PadhiNo ratings yet
- A Room of One's Own EssayDocument3 pagesA Room of One's Own EssayPeter Hadley MahotiereNo ratings yet
- Perilaku Ibu Hamil Dan KariesDocument22 pagesPerilaku Ibu Hamil Dan KarieshariyaniNo ratings yet
- Barnum Distributors Wants A Projection of Cash Receipts and CashDocument1 pageBarnum Distributors Wants A Projection of Cash Receipts and CashAmit PandeyNo ratings yet
- Volume 6 Issue 9Document12 pagesVolume 6 Issue 9thestuyvesantstandardNo ratings yet
- Induction and Training Road-Map: GenpactDocument27 pagesInduction and Training Road-Map: GenpactShrey KanungoNo ratings yet
- Sample Annotated BibliographyDocument1 pageSample Annotated Bibliographyfcrocco100% (1)
- PDF - The Irresistible Kisser 2024 - WatermarkDocument31 pagesPDF - The Irresistible Kisser 2024 - WatermarkRazi100% (1)
- Design and Construction of A Variable Frequency Drive Industrial ApplicationsDocument9 pagesDesign and Construction of A Variable Frequency Drive Industrial ApplicationsMarc TcheukabaNo ratings yet
- Narmada Bachao AndolanDocument14 pagesNarmada Bachao Andolanmkg90No ratings yet
- Magic Maze: Props IncludedDocument4 pagesMagic Maze: Props IncludedarneuhüdNo ratings yet
- Animation I Syllabus 2Document3 pagesAnimation I Syllabus 2api-207924970100% (1)
- Cons elecCI 20220 0022Document166 pagesCons elecCI 20220 0022HEREDIA MATA SHARBEL NICOLÁSNo ratings yet
- Ganendra Art House: 8 Lorong 16/7B, 46350 Petaling Jaya, Selangor, MalaysiaDocument25 pagesGanendra Art House: 8 Lorong 16/7B, 46350 Petaling Jaya, Selangor, MalaysiaFiorela Estrella VentocillaNo ratings yet
- Snail Production Techniques in Nigeria (Extension No. 108, Forestry Series No. 12) BulletinDocument23 pagesSnail Production Techniques in Nigeria (Extension No. 108, Forestry Series No. 12) BulletinGbenga AgunbiadeNo ratings yet
- Magness - The Tomb of Jesus and His Family - Exploring Ancient Jewish Tombs Near Jerusalem's Walls Book ReviewDocument5 pagesMagness - The Tomb of Jesus and His Family - Exploring Ancient Jewish Tombs Near Jerusalem's Walls Book Reviewarbg100% (1)
- The New Version of This Sheet Is Available. Item Name Slots FruitDocument6 pagesThe New Version of This Sheet Is Available. Item Name Slots FruitAlex VrankenNo ratings yet
- Searchinger Et Al Nature 2018Document4 pagesSearchinger Et Al Nature 2018Bjart HoltsmarkNo ratings yet