You might also like
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezNo ratings yet
- Acetal (POM) Molding and Extrusion Materials: Standard Classification ForDocument9 pagesAcetal (POM) Molding and Extrusion Materials: Standard Classification ForraulNo ratings yet
- Pressure-Reducing Valves For Water Systems, ShipboardDocument10 pagesPressure-Reducing Valves For Water Systems, Shipboardreza amiriniaNo ratings yet
- International Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsDocument13 pagesInternational Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsCapitanio IaggoNo ratings yet
- U1CDocument4 pagesU1CAdriana HernandezNo ratings yet
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument10 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification Forist93993No ratings yet
- Standards For Cement, Aggregate, Gupsum. Definitions, Requirements and Test MethodsDocument33 pagesStandards For Cement, Aggregate, Gupsum. Definitions, Requirements and Test MethodsfoxmancementNo ratings yet
- A194a194m 17Document13 pagesA194a194m 17jcarlos7411No ratings yet
- B444 16e1Document4 pagesB444 16e1Dam VoNo ratings yet
- A420a420m 8390 PDFDocument7 pagesA420a420m 8390 PDFabdulkadir aliNo ratings yet
- Chemical Analysis of Steel Products: Standard Test Methods, Practices, and Terminology ForDocument6 pagesChemical Analysis of Steel Products: Standard Test Methods, Practices, and Terminology ForChuthaNo ratings yet
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocument10 pagesEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanNo ratings yet
- Astm A240-16Document14 pagesAstm A240-16VIPAN RAINo ratings yet
- Astm A494 - A494m - 13Document7 pagesAstm A494 - A494m - 13raul100% (1)
- ASTM A270-98ae1Document5 pagesASTM A270-98ae1NadhiraNo ratings yet
- Astm B446Document5 pagesAstm B446MaxNo ratings yet
- Astm 194 - 2023Document13 pagesAstm 194 - 2023ahmed sobhyNo ratings yet
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Spe 76-202 Sep 2012Document8 pagesSpe 76-202 Sep 2012akashdruva892100% (1)
- ASTM A403 - A403M-22bDocument11 pagesASTM A403 - A403M-22b1965karanfil6100% (1)
- Astm A105Document5 pagesAstm A105mahamad AziNo ratings yet
- A494Document7 pagesA494carlos ruizNo ratings yet
- Stainless Chromium Steel-Clad Plate: Standard Specification ForDocument6 pagesStainless Chromium Steel-Clad Plate: Standard Specification Forist93993No ratings yet
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocument7 pagesSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServicedgkmurtiNo ratings yet
- Astm-A270 PipeDocument6 pagesAstm-A270 PipeMiguel David Celis QuinteroNo ratings yet
- A312a312m 24057 PDFDocument13 pagesA312a312m 24057 PDFIra Roni YudaNo ratings yet
- Sa 325 PDFDocument12 pagesSa 325 PDFMo'men Abu-SmaihaNo ratings yet
- Astm F 436-04Document6 pagesAstm F 436-04JORGE ARTURO TORIBIO HUERTANo ratings yet
- ASTM B152 COBRE 7Cen-USDocument6 pagesASTM B152 COBRE 7Cen-USLuis GuidekNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- Astm A439 A439m 18 2022Document4 pagesAstm A439 A439m 18 2022Milady OyuelaNo ratings yet
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- Astm A216Document8 pagesAstm A216Hamdan AtaminiNo ratings yet
- Astm F1554 20Document5 pagesAstm F1554 20dguerrero83cuentasNo ratings yet
- Titanium and Titanium Alloy Forgings: Standard Specification ForDocument7 pagesTitanium and Titanium Alloy Forgings: Standard Specification ForGreg YeeNo ratings yet
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 pagesAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- 24 Astm A815Document8 pages24 Astm A815FYNo ratings yet
- BPVC Code Cases Supplement 6Document34 pagesBPVC Code Cases Supplement 6cilgin cobanNo ratings yet
- Astm A106 1999Document13 pagesAstm A106 1999Rolando CastilloNo ratings yet
- ASME Section II PartA SA193 2007 PDFDocument18 pagesASME Section II PartA SA193 2007 PDFhoustonhimselfNo ratings yet
- SB - 622 PDFDocument10 pagesSB - 622 PDFSamir ChaudharyNo ratings yet
- A494Document7 pagesA494Prakash MakadiaNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- B574 Plfy402430879val PDFDocument6 pagesB574 Plfy402430879val PDFCarlosIkedaNo ratings yet
- Astm A213-21Document16 pagesAstm A213-21Hamid ghorbaniNo ratings yet
- 76 202Document8 pages76 202wawanNo ratings yet
- Astm A216Document3 pagesAstm A216preanandNo ratings yet
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyDocument14 pages219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesNo ratings yet
- ASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceDocument16 pagesASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceKok WaiNo ratings yet
- Precipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockDocument6 pagesPrecipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockraulNo ratings yet
- Astm A182 2015Document16 pagesAstm A182 2015Lėo GuimarãesNo ratings yet
- Astm A420-A420m 2010Document6 pagesAstm A420-A420m 2010Lucas IglesiasNo ratings yet
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Foralucard375No ratings yet
- A102Document3 pagesA102SUNIL BINDNo ratings yet
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenNo ratings yet
- ASTM A304-05e2 ÓÐÄ© Ë Ã Ð Ãí ÐÔÒ Çó ÄºÏ Ð Ö°ô Ä Ä Êõ Æ (Ó ÎÄ) PDFDocument50 pagesASTM A304-05e2 ÓÐÄ© Ë Ã Ð Ãí ÐÔÒ Çó ÄºÏ Ð Ö°ô Ä Ä Êõ Æ (Ó ÎÄ) PDFcvazquez999No ratings yet
- Astm A216Document3 pagesAstm A216Ruth Sarai YañezNo ratings yet
- ASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocument12 pagesASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial Usealucard375No ratings yet
- Astm A262-21Document20 pagesAstm A262-21Chetan DNo ratings yet
- Seamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingDocument6 pagesSeamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingnaimNo ratings yet
- Astm A216Document4 pagesAstm A216salazaralexi100% (1)
- Aci 548.9-2008Document9 pagesAci 548.9-2008raulNo ratings yet
- Productdatasheet en Omks 9c5011147cDocument3 pagesProductdatasheet en Omks 9c5011147craulNo ratings yet
- Electrochemical DeburringDocument8 pagesElectrochemical DeburringraulNo ratings yet
- Ball and Roller Bearing SteelsDocument18 pagesBall and Roller Bearing SteelsraulNo ratings yet
- Study of Meta-Dynamic Recrystallization Behavior of GH5188 SuperalloyDocument11 pagesStudy of Meta-Dynamic Recrystallization Behavior of GH5188 SuperalloyraulNo ratings yet
- Conservation and Segregation OF Critical Alloy and Precious Metal Bearing Parts and ScrapDocument18 pagesConservation and Segregation OF Critical Alloy and Precious Metal Bearing Parts and ScrapraulNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- DS BA Double Flanged Butterfly ValveDocument5 pagesDS BA Double Flanged Butterfly ValveraulNo ratings yet
- Mobin Data Sheet Sample-14000405Document12 pagesMobin Data Sheet Sample-14000405raulNo ratings yet
- DIN 1691 1985 enDocument12 pagesDIN 1691 1985 enraulNo ratings yet
- Preparation and Characterization of Polyaluminum Chloride Containing High Content of Al and Active ChlorineDocument9 pagesPreparation and Characterization of Polyaluminum Chloride Containing High Content of Al and Active ChlorineraulNo ratings yet
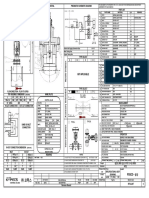
- Not Applicable: H1 H2 H3 D 390 670 1060 600 20K T 708 1.6 400 LDocument1 pageNot Applicable: H1 H2 H3 D 390 670 1060 600 20K T 708 1.6 400 LraulNo ratings yet
- Aerospace Science and Technology: Julien Caillet, Franck Marrot, Yannick Unia, Pierre-Antoine AubourgDocument9 pagesAerospace Science and Technology: Julien Caillet, Franck Marrot, Yannick Unia, Pierre-Antoine AubourgraulNo ratings yet
- 2 P I e C e S B A L L V A L V e C L A S S 8 0 0Document6 pages2 P I e C e S B A L L V A L V e C L A S S 8 0 0raulNo ratings yet
- HENCO SpecsDocument4 pagesHENCO SpecsDiamantis LonisNo ratings yet
- Metal CuttingDocument39 pagesMetal Cuttingavinashn12No ratings yet
- Properties of Alkali-Activated Fly Ash Concrete Blended With SlagDocument8 pagesProperties of Alkali-Activated Fly Ash Concrete Blended With SlagJagadeesh SundaramNo ratings yet
- Astm A216 PDFDocument4 pagesAstm A216 PDFilliasuddinNo ratings yet
- Foundry Work For The Amateur 1975Document116 pagesFoundry Work For The Amateur 1975Rob Furnald100% (3)
- Price List: Damp-Proofing, Waterproofing & Timber TreatmentsDocument4 pagesPrice List: Damp-Proofing, Waterproofing & Timber TreatmentsVikram ShethNo ratings yet
- HMTDocument12 pagesHMTsoumyaNo ratings yet
- Central Doha & Corniche Beautification - Package 2A Page 4 of 96 Microtunneling Shaft MT-3 Design Report CGD - Form.Tr - Rev02Document1 pageCentral Doha & Corniche Beautification - Package 2A Page 4 of 96 Microtunneling Shaft MT-3 Design Report CGD - Form.Tr - Rev02Md ArifNo ratings yet
- Equivelent Material GradesDocument2 pagesEquivelent Material Gradesutut yfhgNo ratings yet
- En 1090Document1 pageEn 1090Anonymous pgQIReuNo ratings yet
- ASTM A36 DatasheetDocument4 pagesASTM A36 DatasheetRene D. ArrietaNo ratings yet
- KML100334 - ThroughWall BrochureDocument15 pagesKML100334 - ThroughWall BrochureAkosNo ratings yet
- Steel As Construction MaterialDocument21 pagesSteel As Construction MaterialMinari SonNo ratings yet
- Piping Slide ChartDocument36 pagesPiping Slide Charttandk1989100% (2)
- Gate Valve Butterfly Valve and Check Valve EditDocument4 pagesGate Valve Butterfly Valve and Check Valve EditDhimas IriantoNo ratings yet
- 150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersDocument44 pages150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersAbdulrahman JawdatNo ratings yet
- Automig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Document1 pageAutomig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Jagannath SahuNo ratings yet
- RAB Gudang HSEDocument5 pagesRAB Gudang HSEFahmi Noviandri100% (1)
- Vanos: Journal of Mechanical Engineering EducationDocument10 pagesVanos: Journal of Mechanical Engineering EducationAde KunNo ratings yet
- Inspection Check ListDocument3 pagesInspection Check ListRafal Gesang RohmatullohNo ratings yet
- Explanatory Notes and Summary of Major ChangesDocument15 pagesExplanatory Notes and Summary of Major Changesjayden1002No ratings yet
- Ashland-Aropol-In-5334 TDSDocument2 pagesAshland-Aropol-In-5334 TDSJainam ShahNo ratings yet
- Repair of Pile Cap Foundations Using Strut and Tie ModelsDocument8 pagesRepair of Pile Cap Foundations Using Strut and Tie ModelsMyat NoeNo ratings yet
- IESL EstimateDocument14 pagesIESL EstimateAnuranga SahampathNo ratings yet
- SAMPLEDocument1 pageSAMPLEEmman De los ReyesNo ratings yet
- Haz Metal Stone Attachments Technical Catalogue PDFDocument28 pagesHaz Metal Stone Attachments Technical Catalogue PDFAyman_Elmasry_9107No ratings yet
- AISC - Structral Steel ConnectionsDocument45 pagesAISC - Structral Steel ConnectionsHan Koko100% (10)
- G ClipsDocument1 pageG ClipsMoanquileNo ratings yet
- Cement Constants Material Constants of All Kinds of Civil WorksDocument35 pagesCement Constants Material Constants of All Kinds of Civil WorksBhadani Qsandtraining100% (4)