You might also like
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDocument5 pagesDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanypuneethudupiNo ratings yet
- Welding SlidesDocument334 pagesWelding SlidesAsad Bin Ala Qatari100% (13)
- There's Always A Solution in SteelDocument12 pagesThere's Always A Solution in Steeldarienko100% (1)
- Reidars Paper PDFDocument16 pagesReidars Paper PDFvivi100% (1)
- Bending of Hollow Structural Sections PDF 1 1Document6 pagesBending of Hollow Structural Sections PDF 1 1EduardoSánchezNo ratings yet
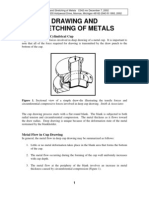
- Drawing and Stretching of MetalsDocument16 pagesDrawing and Stretching of MetalsNavdeep Singh DhakaNo ratings yet
- Bending RadiusDocument16 pagesBending RadiussexmanijakNo ratings yet
- Cambering BeamsDocument7 pagesCambering BeamsskidbarNo ratings yet
- Print WebDocument15 pagesPrint Webaries andhikaNo ratings yet
- Welding Steel and TankDocument39 pagesWelding Steel and Tankprasanth bhadranNo ratings yet
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiNo ratings yet
- CNC Pipe Bending - Technical NotesDocument21 pagesCNC Pipe Bending - Technical NotesbaanaadiNo ratings yet
- Conversions of HSSDocument7 pagesConversions of HSSsea_jazzNo ratings yet
- Intoduction To WeldingDocument334 pagesIntoduction To WeldingAsad Bin Ala QatariNo ratings yet
- E03ST29Document21 pagesE03ST29José Luis PárragaNo ratings yet
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDocument5 pagesDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyVikram BorkhediyaNo ratings yet
- Cold Forming of MetalsDocument9 pagesCold Forming of Metalsanakngtukneneyahoo.comNo ratings yet
- Standard Specs for Steel CastingsDocument58 pagesStandard Specs for Steel CastingsRicardoNo ratings yet
- Compiled By: Norliana Mohd Abbas: SourcesDocument25 pagesCompiled By: Norliana Mohd Abbas: SourcesafnanhananyNo ratings yet
- Not ChingDocument2 pagesNot ChingjjzoranNo ratings yet
- Modulo 4 CM 19 09 2020Document25 pagesModulo 4 CM 19 09 2020carlomonsalve1No ratings yet
- Course Name: CE 3130: Steel Structures DesignDocument25 pagesCourse Name: CE 3130: Steel Structures Designcarlomonsalve1No ratings yet
- Driil CollersDocument15 pagesDriil Collersamol modakNo ratings yet
- Drilling Assembly HandbookDocument99 pagesDrilling Assembly HandbookRodrigo Sena100% (7)
- HSS DimensionsDocument28 pagesHSS DimensionsRichard StratulakNo ratings yet
- Connections: Best Tips of The 21st CenturyDocument4 pagesConnections: Best Tips of The 21st Centurysymon ellimac100% (1)
- Ghali Et All - Headed Studs in Concrete State of The ArtDocument11 pagesGhali Et All - Headed Studs in Concrete State of The ArtbllldNo ratings yet
- Design Examples Mega ColumnsDocument74 pagesDesign Examples Mega Columnsprabhu81100% (1)
- Reinforcing Steel in Slabs On Grade - tcm45-346883Document3 pagesReinforcing Steel in Slabs On Grade - tcm45-346883Ralf SnellNo ratings yet
- Steel Castings HandbookDocument58 pagesSteel Castings Handbookgalici2002100% (3)
- Part-A Pattern Materials and Weldability DefinitionDocument9 pagesPart-A Pattern Materials and Weldability DefinitionKarthik SubramaniNo ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- DFM ForgingDocument24 pagesDFM Forgingsaikrishnaps31No ratings yet
- Tube BendingDocument6 pagesTube BendingsiswoutNo ratings yet
- Yield BeckermannDocument388 pagesYield BeckermannUlises Quintana CarhuanchoNo ratings yet
- Welded ConnectionsDocument47 pagesWelded ConnectionsHarold Jackson Mtyana100% (3)
- Weld Consideration For Tubular JointsDocument4 pagesWeld Consideration For Tubular JointssnipertombNo ratings yet
- Rivets and Riveted Joints: Prepared By: Vallejos, Dario Jr. CDocument41 pagesRivets and Riveted Joints: Prepared By: Vallejos, Dario Jr. Cمحمد رزقNo ratings yet
- Cold-Formed Steel Design by Spreadsheet Program: Scholars' MineDocument19 pagesCold-Formed Steel Design by Spreadsheet Program: Scholars' MineRaineir PabiranNo ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersDocument2 pagesSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazNo ratings yet
- SSI613 Dhandbook Jun07Document199 pagesSSI613 Dhandbook Jun07kappas1No ratings yet
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsFrom EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsRating: 5 out of 5 stars5/5 (1)
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Composite Concrete Filled HSS - Design Considerations - Nov 2016Document6 pagesComposite Concrete Filled HSS - Design Considerations - Nov 2016David ArndtNo ratings yet
- Rectangular HSS K-Connections With Zero Gap - July 2022Document4 pagesRectangular HSS K-Connections With Zero Gap - July 2022David ArndtNo ratings yet
- HSS Bollards - Sept 2021Document4 pagesHSS Bollards - Sept 2021David ArndtNo ratings yet
- Modeling HSS Trusses - Mar 2020Document3 pagesModeling HSS Trusses - Mar 2020David ArndtNo ratings yet
- HSS Bollards - Sept 2021Document4 pagesHSS Bollards - Sept 2021David ArndtNo ratings yet
- HSS Blind Structural Fasteners - May 2021Document7 pagesHSS Blind Structural Fasteners - May 2021David ArndtNo ratings yet
- June2019 EnewsDocument4 pagesJune2019 EnewsKARTHIK SGNo ratings yet
- Composite Column Connections - July 2020Document5 pagesComposite Column Connections - July 2020David ArndtNo ratings yet
- HSS Blind Structural Fasteners - May 2021Document7 pagesHSS Blind Structural Fasteners - May 2021David ArndtNo ratings yet
- Round Branch-to-Rectangular Chord HSS Connections - Feb 2016Document3 pagesRound Branch-to-Rectangular Chord HSS Connections - Feb 2016David ArndtNo ratings yet
- TN-F701-12 - Evaluation of Screw StrengthDocument4 pagesTN-F701-12 - Evaluation of Screw StrengthDavid ArndtNo ratings yet
- Charpy V-Notch Toughness of HSSDocument5 pagesCharpy V-Notch Toughness of HSSDavid ArndtNo ratings yet
- Shear Lag in Slotted-End Hss Welded ConnectionsDocument5 pagesShear Lag in Slotted-End Hss Welded Connectionsdeepak_dce_meNo ratings yet
- Design of Fillet Welds To Rectangular HSS - TECHNICAL-PAPER03-2015 - June2015Document5 pagesDesign of Fillet Welds To Rectangular HSS - TECHNICAL-PAPER03-2015 - June2015David ArndtNo ratings yet
- Shear Limit State Table - 6 APRIL 2018Document1 pageShear Limit State Table - 6 APRIL 2018David ArndtNo ratings yet
- Charpy V-Notch Toughness of HSSDocument5 pagesCharpy V-Notch Toughness of HSSDavid ArndtNo ratings yet
- What Your Fabricator Wishes You Knew About HSS - April 2016Document4 pagesWhat Your Fabricator Wishes You Knew About HSS - April 2016David ArndtNo ratings yet
- Charpy V-Notch Toughness of HSSDocument5 pagesCharpy V-Notch Toughness of HSSDavid ArndtNo ratings yet
- Strucutural Integrity Requirements For RCC StructuresDocument8 pagesStrucutural Integrity Requirements For RCC StructuresqsultanNo ratings yet
- Bolting To HSS Members - Article - JRE-V2-1 - May 2014Document4 pagesBolting To HSS Members - Article - JRE-V2-1 - May 2014David ArndtNo ratings yet
- Concrete-Filled Double-Skin Tubes - TECHNICAL-PAPER05-2015 - CFDSTs - October2015Document5 pagesConcrete-Filled Double-Skin Tubes - TECHNICAL-PAPER05-2015 - CFDSTs - October2015David ArndtNo ratings yet
- Guide To Concrete RepairDocument168 pagesGuide To Concrete Repairhansen_zinck4751100% (11)
- Principles of Refrigeration Job Report INDocument5 pagesPrinciples of Refrigeration Job Report INAlexsander JacobNo ratings yet
- Fabrication of Mini Hydraulic Zig Zag Bending Machine. (Report)Document55 pagesFabrication of Mini Hydraulic Zig Zag Bending Machine. (Report)mkkfakes100% (1)
- Autoclave - Tools, Installation. Operation and MaintenanceDocument16 pagesAutoclave - Tools, Installation. Operation and Maintenancemaz234No ratings yet
- High Frequency Induction Bending PDFDocument22 pagesHigh Frequency Induction Bending PDFMohd AshrafNo ratings yet
- Pfi Es-24Document10 pagesPfi Es-24wdwweNo ratings yet
- Tube BendingDocument8 pagesTube BendingRohan Paunikar100% (1)
- Pipe FittingsDocument63 pagesPipe FittingsAdriana LimaNo ratings yet
- Q1W3 Install Metallic NonmetallicDocument12 pagesQ1W3 Install Metallic NonmetallicCloud DullasNo ratings yet
- Acknowledgement 1Document34 pagesAcknowledgement 1Raihanur KiranNo ratings yet
- 44 Katalog Omni X 2016Document32 pages44 Katalog Omni X 2016Enrique MurgiaNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- Bends - Route SelectionDocument6 pagesBends - Route SelectionanishsrNo ratings yet
- 44-Slider Crank Mechanism Using HacksawDocument15 pages44-Slider Crank Mechanism Using HacksawsathishNo ratings yet
- Air/Hydraulic Pipe Bender 12 Ton/16 Ton Capacity: ModelDocument14 pagesAir/Hydraulic Pipe Bender 12 Ton/16 Ton Capacity: ModelCodyMonNo ratings yet
- Pressure Die PPT InPDFDocument84 pagesPressure Die PPT InPDFSree RamichettyNo ratings yet
- TMPT-2022-0135 R1 ReviewerDocument17 pagesTMPT-2022-0135 R1 ReviewerjasvindersinghsagguNo ratings yet
- Pipe Bender: Supplier Name: AddressDocument9 pagesPipe Bender: Supplier Name: AddressEverAngelNo ratings yet
- TUBE BENDING DESIGN GUIDEDocument24 pagesTUBE BENDING DESIGN GUIDEYasmin 2021No ratings yet
- Fme6 Activity2 PDFDocument7 pagesFme6 Activity2 PDFFred BorjaNo ratings yet
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- Pipe Bending Methods, Tolerances, Process and Material RequirementsDocument8 pagesPipe Bending Methods, Tolerances, Process and Material Requirementspoulad pousheshNo ratings yet
- Mandrel Tube Bending: Type and UsesDocument4 pagesMandrel Tube Bending: Type and UsesRogue FabricationNo ratings yet
- Pfi Es-24Document10 pagesPfi Es-24kingstonNo ratings yet
- Asme 314Document2 pagesAsme 314JoelHernandezGonzalezNo ratings yet
- The Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenDocument19 pagesThe Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenYasser BouktirNo ratings yet
- Manual Pipe Bender India PDFDocument2 pagesManual Pipe Bender India PDFpramodh kumarNo ratings yet
- Research On The Springback of Thin-Walled Tube NC Bending Based On The Numerical Simulation of The Whole ProcessDocument13 pagesResearch On The Springback of Thin-Walled Tube NC Bending Based On The Numerical Simulation of The Whole ProcessYasser BouktirNo ratings yet
- Metal PressworkDocument32 pagesMetal PressworkLihle Ayabonga NcambacaNo ratings yet
- Tube Bending Tools: System Flexible Mandrels, Connectors, Wiper Dies & Wiper Die InsertsDocument8 pagesTube Bending Tools: System Flexible Mandrels, Connectors, Wiper Dies & Wiper Die InsertsNenadNo ratings yet
- Tube Bending Formulas GuideDocument3 pagesTube Bending Formulas GuideJordan MosesNo ratings yet