You might also like
- 355 TDS-11S Parts Manual CC Rev1 GDSDocument170 pages355 TDS-11S Parts Manual CC Rev1 GDSrig602.mechanicNo ratings yet
- Hi Kal Catalogue New OptDocument16 pagesHi Kal Catalogue New Optask101No ratings yet
- INSTRUMENT - AUTODRILLER - AOI - TECH MANUAL - IOM-111 Automatic Drilling Control SystemDocument53 pagesINSTRUMENT - AUTODRILLER - AOI - TECH MANUAL - IOM-111 Automatic Drilling Control SystemKapil AgarwalNo ratings yet
- Item 1 - Ficha Tecnica IBOP Upper Canrig 1250 ACDocument6 pagesItem 1 - Ficha Tecnica IBOP Upper Canrig 1250 ACanghelo marquezNo ratings yet
- Instruction Sheet: S9800/S9810 Upgrade To S9820Document7 pagesInstruction Sheet: S9800/S9810 Upgrade To S9820fernando2228No ratings yet
- Agitator NJ 15c2Document1 pageAgitator NJ 15c2Khaled AmmarNo ratings yet
- Xq114-6yx Manual PDFDocument55 pagesXq114-6yx Manual PDFFredy NavasNo ratings yet
- D811000123 Dos 001Document4 pagesD811000123 Dos 001Яков ЮжаковNo ratings yet
- ZQ203-125II DRILL PIPE POWER TONG PARTS LISTDocument26 pagesZQ203-125II DRILL PIPE POWER TONG PARTS LISTwaleedNo ratings yet
- Product Specifications for DC Top Drive Model 8035E-500Document4 pagesProduct Specifications for DC Top Drive Model 8035E-500Denis Agarkov100% (2)
- Automated Power CatwalkDocument6 pagesAutomated Power CatwalkianherzogNo ratings yet
- Gear Box LeakDocument5 pagesGear Box Leakفؤاد ابوزيد0% (1)
- Manual Bba Triplex BD-85 BopDocument47 pagesManual Bba Triplex BD-85 BopwiloNo ratings yet
- TDS 10SH BrochureDocument4 pagesTDS 10SH BrochureSuat YamanNo ratings yet
- Pages From PS 21 NOVDocument1 pagePages From PS 21 NOVHanyNo ratings yet
- 05HiMAP MC (1230)Document20 pages05HiMAP MC (1230)juliancansenNo ratings yet
- FINAL Spare Price List For 18 19 PDFDocument86 pagesFINAL Spare Price List For 18 19 PDFSrinivas GanjiNo ratings yet
- Fluid End Modules and Acceesaries: IdecoDocument2 pagesFluid End Modules and Acceesaries: IdecolionelNo ratings yet
- HPU Parts ListDocument35 pagesHPU Parts ListJohn SimancaNo ratings yet
- Power Tong PartsDocument16 pagesPower Tong PartsSorinNo ratings yet
- Torque TDS4 Pocket Guide-2 PDFDocument5 pagesTorque TDS4 Pocket Guide-2 PDFHaridev50% (2)
- Berkeley Ownwes ManualDocument28 pagesBerkeley Ownwes ManualMoses Alvarado100% (1)
- Cat Walk InfoDocument428 pagesCat Walk InfoEmmanuel Soberano Hernandez100% (1)
- Product Bulletin No.: ST80-03-06: Release Roughneck SystemDocument3 pagesProduct Bulletin No.: ST80-03-06: Release Roughneck Systemcarlosfelix81No ratings yet
- Draw WorkDocument5 pagesDraw WorkriobmNo ratings yet
- Canrig TD 4 Inch Actuator ManualDocument42 pagesCanrig TD 4 Inch Actuator ManualAshrafNo ratings yet
- ELECTRIC MOTORS TYPE 3SIE IE3 FOR 50/60HZ OPERATIONDocument9 pagesELECTRIC MOTORS TYPE 3SIE IE3 FOR 50/60HZ OPERATIONAmandaNo ratings yet
- Triplex Slush Pump Service ManualDocument26 pagesTriplex Slush Pump Service ManualActivos FijosNo ratings yet
- LEWA Ecoflow Variable Eccentric Pump Drive Type LDC: PerformanceDocument2 pagesLEWA Ecoflow Variable Eccentric Pump Drive Type LDC: PerformancesanthoshkumarplNo ratings yet
- PB DDM 026Document3 pagesPB DDM 026Jim SharpNo ratings yet
- F-500 Mud Pump Parameters: CAT C15 Engine ParametersDocument1 pageF-500 Mud Pump Parameters: CAT C15 Engine ParametersFahirNo ratings yet
- Re-certified TDS-8S Top Drive SystemDocument2 pagesRe-certified TDS-8S Top Drive Systemahmed farhNo ratings yet
- HHF-1600HL Drilling Pump Parts ListDocument27 pagesHHF-1600HL Drilling Pump Parts ListDaniel RinconNo ratings yet
- 3119049Document10 pages3119049Sug E QalanderNo ratings yet
- CARE Industries - InventoriesDocument57 pagesCARE Industries - Inventoriesmedidas012100% (1)
- Canrig torque wrench specificationsDocument16 pagesCanrig torque wrench specificationsaris4silveyraNo ratings yet
- 1.3 Sustructure Assembly DrawingsDocument31 pages1.3 Sustructure Assembly Drawingsdanielra85No ratings yet
- Swivel National Series PDocument1 pageSwivel National Series Pluis sarmientoNo ratings yet
- Baoji Engineering YM-16IIF Hydraulic Cathead Operations ManualDocument22 pagesBaoji Engineering YM-16IIF Hydraulic Cathead Operations ManualDhrubajyoti BoraNo ratings yet
- W-440 Manual - CN-EN (2ND V)Document39 pagesW-440 Manual - CN-EN (2ND V)ADM MTCNo ratings yet
- Tde 100 Electrical SystemDocument110 pagesTde 100 Electrical SystemChaouki BoukhamlaNo ratings yet
- D392004720 MKT 001 PDFDocument28 pagesD392004720 MKT 001 PDFsorangel_123No ratings yet
- RESET RELIEF VALVE DOCUMENTATIONDocument41 pagesRESET RELIEF VALVE DOCUMENTATIONramiNo ratings yet
- Onshore Product Reference Guide PDFDocument44 pagesOnshore Product Reference Guide PDFPedro RiveraNo ratings yet
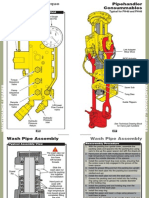
- Pib 机械密封冲管性能升级Document6 pagesPib 机械密封冲管性能升级xlzyydf2015No ratings yet
- Emsco FC 2200 Pump PartsDocument1 pageEmsco FC 2200 Pump PartsleoNo ratings yet
- Manual Canrig 08Document164 pagesManual Canrig 08sertecs pol100% (1)
- Torque Chart: 700hp Caterpillar C18 HXI Top Drive With D4P-700 Power UnitDocument10 pagesTorque Chart: 700hp Caterpillar C18 HXI Top Drive With D4P-700 Power UnitAlejandro Alejandre100% (1)
- FranksDocument3 pagesFranksNawab Muhammad Ibrahim100% (1)
- BUW Removal & AssemblyDocument20 pagesBUW Removal & AssemblyashadNo ratings yet
- Iron Roughnecks BrochureDocument9 pagesIron Roughnecks BrochureMahmoud MorsiNo ratings yet
- TDS 9 SpecificationsDocument3 pagesTDS 9 SpecificationsKhaled El-FaramawyNo ratings yet
- Epl 1711Document161 pagesEpl 1711Alessandra Floresfar0% (1)
- Blohm + Voss Oil Tools: Automated-Multi-Pipe ElevatorsDocument241 pagesBlohm + Voss Oil Tools: Automated-Multi-Pipe Elevatorsfreddi04No ratings yet
- Operation Manual (Auto Generated From .Docx File) - S01G1288-OPM-800 - Rev 0 - SSGD DrawworksDocument77 pagesOperation Manual (Auto Generated From .Docx File) - S01G1288-OPM-800 - Rev 0 - SSGD Drawworkshumberto NascimentoNo ratings yet
- Bem-650-Shale - Shaker PDFDocument8 pagesBem-650-Shale - Shaker PDFWilliamNo ratings yet
- 166 39776 3 Manual Baylor Control PWM CL PDFDocument39 pages166 39776 3 Manual Baylor Control PWM CL PDFalankar17No ratings yet
- West TucanaDocument3 pagesWest TucanaSarfaraz PatelNo ratings yet
- Operation and Maintenance Instructions for 334 Series Ball ValvesDocument5 pagesOperation and Maintenance Instructions for 334 Series Ball ValvesMASOUDNo ratings yet
- PBM-IOM-AN5 R1Document4 pagesPBM-IOM-AN5 R1jitender.singh29No ratings yet
- With Reverse Flow Check, .25 Dia Max Equiv Orifice, Needle Valve NcebDocument3 pagesWith Reverse Flow Check, .25 Dia Max Equiv Orifice, Needle Valve NcebAlex RamirezNo ratings yet
- 166-31590 Manual BaylorDocument54 pages166-31590 Manual BaylorJairo Peña100% (5)
- Diagramas de John Deere EcmDocument5 pagesDiagramas de John Deere Ecmjuansito0394% (18)
- HHF-1300-1600 Mud Pump User ManualDocument82 pagesHHF-1300-1600 Mud Pump User ManualAlex Ramirez100% (1)
- Series CEP7 Solid State Overload Relays: Advanced Solid State Motor Protection at Electromechanical PricesDocument9 pagesSeries CEP7 Solid State Overload Relays: Advanced Solid State Motor Protection at Electromechanical PricesAlex RamirezNo ratings yet
- SECADOR TD - 61Document47 pagesSECADOR TD - 61Alex RamirezNo ratings yet
- Canrig Part Number Description: Component Literature: Top DriveDocument2 pagesCanrig Part Number Description: Component Literature: Top DriveAlex RamirezNo ratings yet
- Standard Pilot, Steel Seat, Pilot-To-Open Check Valve Ckeb: 30 GPM (120 L/min.)Document4 pagesStandard Pilot, Steel Seat, Pilot-To-Open Check Valve Ckeb: 30 GPM (120 L/min.)Alex RamirezNo ratings yet
- Series CEP7 Solid State Overload Relays: Advanced Solid State Motor Protection at Electromechanical PricesDocument9 pagesSeries CEP7 Solid State Overload Relays: Advanced Solid State Motor Protection at Electromechanical PricesAlex RamirezNo ratings yet
- Material List Canrig IIDocument1 pageMaterial List Canrig IIAlex RamirezNo ratings yet
- P G O V E S .: EMCP 4.1, 4.2 Generator Set Control Application and Installation GuideDocument1 pageP G O V E S .: EMCP 4.1, 4.2 Generator Set Control Application and Installation GuideAlex RamirezNo ratings yet
- Freydora PartesDocument28 pagesFreydora PartesAlex RamirezNo ratings yet
- Model 703A, 7325-101, and 7335-001 Multi-Party Amplifier EnclosuresDocument8 pagesModel 703A, 7325-101, and 7335-001 Multi-Party Amplifier EnclosuresAlex RamirezNo ratings yet
- Model 723-001 Remote Handset/Speaker Amplifier: Confidentiality NoticeDocument5 pagesModel 723-001 Remote Handset/Speaker Amplifier: Confidentiality NoticeAlex RamirezNo ratings yet
- Material List Canrig IIIDocument1 pageMaterial List Canrig IIIAlex RamirezNo ratings yet
- Handset/Speaker Amplifier Models 701-302, 701-304, and 701-307Document6 pagesHandset/Speaker Amplifier Models 701-302, 701-304, and 701-307Alex RamirezNo ratings yet
- Material List Canrig IVDocument1 pageMaterial List Canrig IVAlex RamirezNo ratings yet
- Motor Saver Model 601 Voltage Monitor: Subsection 3A: Top Drive OperationDocument1 pageMotor Saver Model 601 Voltage Monitor: Subsection 3A: Top Drive OperationAlex RamirezNo ratings yet
- Dimesional Bomba D ElodosDocument1 pageDimesional Bomba D ElodosAlex RamirezNo ratings yet
- File 1398157160Document48 pagesFile 1398157160Luis Jesus100% (1)
- Traveling Equipment Anti-Collision System Tac-Ii ManualDocument66 pagesTraveling Equipment Anti-Collision System Tac-Ii ManualAlex RamirezNo ratings yet
- Caterpillar Connection Diagrams Sr4 and Sr4bDocument65 pagesCaterpillar Connection Diagrams Sr4 and Sr4bMinggoy S Palabra67% (3)
- 13-5m Annular Bop Operation ManualDocument20 pages13-5m Annular Bop Operation ManualJaime Yovany Rodriguez100% (1)
- Asignaciones ConsolaDocument2 pagesAsignaciones ConsolaAlex RamirezNo ratings yet
- Series CEP7 Solid State Overload Relays: Advanced Solid State Motor Protection at Electromechanical PricesDocument9 pagesSeries CEP7 Solid State Overload Relays: Advanced Solid State Motor Protection at Electromechanical PricesAlex RamirezNo ratings yet
- Allen Bradley ContactorDocument20 pagesAllen Bradley ContactorWilfer Vidal VimieiroNo ratings yet
- 3512 - Ingersol Rand BOP Trolleys Oper Maint ManualDocument36 pages3512 - Ingersol Rand BOP Trolleys Oper Maint ManualAlex RamirezNo ratings yet
- Industrial Control - Bulletin 509 Full VoltageDocument7 pagesIndustrial Control - Bulletin 509 Full VoltageAlex RamirezNo ratings yet
- Tool Joint Clamp Installation ProcedureDocument1 pageTool Joint Clamp Installation ProcedureAlex RamirezNo ratings yet
- Allen Bradley AB CE236 PDFDocument1 pageAllen Bradley AB CE236 PDFAlex RamirezNo ratings yet
- Quantitative Data Analysis 2Document10 pagesQuantitative Data Analysis 2Rhona MaandalNo ratings yet
- Self-test on the COSO ERM frameworkDocument6 pagesSelf-test on the COSO ERM frameworkLady BirdNo ratings yet
- Airport Design GuidelinesDocument408 pagesAirport Design Guidelinesnickolololo67% (9)
- SRV210 - 250TC Spare PartsDocument2 pagesSRV210 - 250TC Spare PartsEnzo SovittiNo ratings yet
- Ejc-M13 - FN953205Document203 pagesEjc-M13 - FN953205JoséNo ratings yet
- Piano: Grade 2: PiecesDocument4 pagesPiano: Grade 2: PiecesnolozeNo ratings yet
- Strategic Management and Municipal Financial ReportingDocument38 pagesStrategic Management and Municipal Financial ReportingMarius BuysNo ratings yet
- OTISLINE QuestionsDocument5 pagesOTISLINE QuestionsArvind Gupta100% (1)
- The 9 Building Blocks of Business ModelsDocument3 pagesThe 9 Building Blocks of Business ModelsTobeFrankNo ratings yet
- Effects of UrbanizationDocument17 pagesEffects of UrbanizationAriel EstigoyNo ratings yet
- Advanced Engineering Economics: Combining FactorsDocument19 pagesAdvanced Engineering Economics: Combining FactorsA GlaumNo ratings yet
- OnScreen B2 Quiz 2ADocument2 pagesOnScreen B2 Quiz 2ALaura B.100% (1)
- Saura, Jasmin E. - DVM - 2B Biochemistry (Activity 2)Document2 pagesSaura, Jasmin E. - DVM - 2B Biochemistry (Activity 2)Jasmin SauraNo ratings yet
- Cognitive Load Theory (John Sweller) : Information ProcessingDocument2 pagesCognitive Load Theory (John Sweller) : Information ProcessingNik ZazlealizaNo ratings yet
- Understanding Arthrogyposis Multiplex Congenita and Muscular DystrophiesDocument38 pagesUnderstanding Arthrogyposis Multiplex Congenita and Muscular DystrophiessmrutiptNo ratings yet
- 2020会社案内(英語版)Document18 pages2020会社案内(英語版)DAC ORGANIZERNo ratings yet
- Solution SellingDocument18 pagesSolution Sellingvikramgulati13090% (1)
- Orca Share Media1463138182934 PDFDocument167 pagesOrca Share Media1463138182934 PDFJhon Raphael JimenezNo ratings yet
- Analisis Hasil Led Pada Jam Pertama Dan Jam KeduaDocument11 pagesAnalisis Hasil Led Pada Jam Pertama Dan Jam KeduavirafutmainnarNo ratings yet
- React Rich Text EditorDocument3 pagesReact Rich Text Editordhirendrapratapsingh398No ratings yet
- Number SystemDocument4 pagesNumber SystemGlenn ThomasNo ratings yet
- Company Electronics Appliances Semiconductors South Korea's: SamsungDocument61 pagesCompany Electronics Appliances Semiconductors South Korea's: Samsunghaseeb ahmedNo ratings yet
- Stage 112SE Manual FenderDocument8 pagesStage 112SE Manual FenderDjuang Septa KhalidaNo ratings yet
- Falling Weight Deflectometer (FWD) Projects in IndiaDocument13 pagesFalling Weight Deflectometer (FWD) Projects in IndiaKaran Dave100% (1)
- Research Trends On Environmental Energy and Vulnerability - 2021 - Energy andDocument27 pagesResearch Trends On Environmental Energy and Vulnerability - 2021 - Energy andCynthia Mac-beathNo ratings yet
- CSE 323-Final-Summer 2021Document2 pagesCSE 323-Final-Summer 2021nahimur rahmanNo ratings yet
- Avago Fiber Optic ComponentsDocument8 pagesAvago Fiber Optic ComponentsGerardo BaltaNo ratings yet
- AmboooDocument39 pagesAmboooTesfaye DegefaNo ratings yet
- Chapter 5 Perfect CompetitionDocument20 pagesChapter 5 Perfect Competition刘文雨杰No ratings yet
- HackSpace - June 2021Document116 pagesHackSpace - June 2021Somnath100% (1)