You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
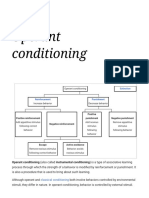
- Operant ConditioningDocument32 pagesOperant ConditioningShulaman Graphics DesignNo ratings yet
- Ej 2021 q1 IssueDocument82 pagesEj 2021 q1 IssueReab SimanthNo ratings yet
- Lab 2 Material Science - G4Document43 pagesLab 2 Material Science - G4Syafiq FauziNo ratings yet
- Lab 3 Material Science - G4Document35 pagesLab 3 Material Science - G4Syafiq Fauzi100% (1)
- (Oxford Studies in Dance Theory) Franko, Mark - Dance As Text - Ideologies of The Baroque Body-Oxford University Press (2015)Document272 pages(Oxford Studies in Dance Theory) Franko, Mark - Dance As Text - Ideologies of The Baroque Body-Oxford University Press (2015)Agnès López RíoNo ratings yet
- Deep ExcavationDocument59 pagesDeep ExcavationIsbelNo ratings yet
- Toy Racing Car Plans PDFDocument10 pagesToy Racing Car Plans PDFsalomão sibaldeNo ratings yet
- MEC442 2016 - 06.pdfDocument18 pagesMEC442 2016 - 06.pdfSyafiq FauziNo ratings yet
- Chapter 1 TutorialDocument1 pageChapter 1 TutorialSyafiq FauziNo ratings yet
- Laplace Transform: e F (T) DTDocument11 pagesLaplace Transform: e F (T) DTSyafiq FauziNo ratings yet
- Unit Step Function (Heaviside Unit Step Function) 1) A Unit Step Function Is Defined As 0 If T 0 1 If T 0 The Graph of U (T)Document9 pagesUnit Step Function (Heaviside Unit Step Function) 1) A Unit Step Function Is Defined As 0 If T 0 1 If T 0 The Graph of U (T)Syafiq FauziNo ratings yet
- Laplace Tutorial 1,2,3Document3 pagesLaplace Tutorial 1,2,3Syafiq FauziNo ratings yet
- 3.0 FindingsDocument23 pages3.0 FindingsSyafiq FauziNo ratings yet
- Revision INTEG BY PARTDocument1 pageRevision INTEG BY PARTSyafiq FauziNo ratings yet
- Ecs258 - Lab Report (Co4: Po4) : Faculty of Civil EngineeringDocument9 pagesEcs258 - Lab Report (Co4: Po4) : Faculty of Civil EngineeringSyafiq FauziNo ratings yet
- Sample For Students Mec435Document6 pagesSample For Students Mec435Syafiq FauziNo ratings yet
- Full Report Portable & Foldable Chable (Past Sample of MP)Document38 pagesFull Report Portable & Foldable Chable (Past Sample of MP)Syafiq FauziNo ratings yet
- Group 5: Mini Project Presentation Assessment Form (Mec435-Cad)Document2 pagesGroup 5: Mini Project Presentation Assessment Form (Mec435-Cad)Syafiq FauziNo ratings yet
- Depressive Disorders Are Characterized by Sadness, Loss of InterestDocument3 pagesDepressive Disorders Are Characterized by Sadness, Loss of InterestSyafiq FauziNo ratings yet
- LAB ASSIGNMENT (3D and Drafting) ASSESSMENT FORMDocument1 pageLAB ASSIGNMENT (3D and Drafting) ASSESSMENT FORMSyafiq FauziNo ratings yet
- Results Discussion ConclusionDocument9 pagesResults Discussion ConclusionSyafiq FauziNo ratings yet
- Dec2015 Mec442 - 20190630134933Document5 pagesDec2015 Mec442 - 20190630134933Syafiq FauziNo ratings yet
- Bending Beam Part 3 Apparatus ProcedureDocument2 pagesBending Beam Part 3 Apparatus ProcedureSyafiq FauziNo ratings yet
- UntitledDocument145 pagesUntitledthuan12781No ratings yet
- Us - Dot - Bureau of Transportation Statistics - Us - Dot - Bureau of Transportation Statistics - The Changing Face of Transportation - EntireDocument368 pagesUs - Dot - Bureau of Transportation Statistics - Us - Dot - Bureau of Transportation Statistics - The Changing Face of Transportation - Entireprowag0% (1)
- Expose PolymerDocument7 pagesExpose PolymerKarfala KandeNo ratings yet
- Midwich Cuckoos EssayDocument2 pagesMidwich Cuckoos EssayVasuda MukundanNo ratings yet
- C-4DS & C-4DL Electric Bed User Manual-Rev180810Document30 pagesC-4DS & C-4DL Electric Bed User Manual-Rev180810hector raffaNo ratings yet
- Finals PPT Notes - Economic DevelopmentDocument6 pagesFinals PPT Notes - Economic DevelopmentGRACELINE JOY TOMENo ratings yet
- Inset Narrative ReportDocument4 pagesInset Narrative ReportJuvy Vale BustamanteNo ratings yet
- Evaluation of Prosthetic Marginal Fit and Implant SurvivalDocument12 pagesEvaluation of Prosthetic Marginal Fit and Implant SurvivalGustavo IsmaelNo ratings yet
- IGS System-1Document11 pagesIGS System-1manojNo ratings yet
- BRANIGAN - Eduard - A Point of View in The CinemaDocument6 pagesBRANIGAN - Eduard - A Point of View in The CinemaSonia RochaNo ratings yet
- Restructuring of L TDocument11 pagesRestructuring of L TRahul BhatiaNo ratings yet
- Medium Ice Cube MachineDocument8 pagesMedium Ice Cube MachineAmit GaragNo ratings yet
- A Guide To Face Detection in Python - Towards Data ScienceDocument26 pagesA Guide To Face Detection in Python - Towards Data ScienceerivandoramosNo ratings yet
- Climate Change Scheme of Work For KS2Document13 pagesClimate Change Scheme of Work For KS2Zoe AlsumaitNo ratings yet
- PythonDocument2 pagesPythonVaibhaw ShiwarkarNo ratings yet
- Hydrotech Company ProfileDocument46 pagesHydrotech Company ProfileBOBANSO KIOKONo ratings yet
- Ignou Thesis FormatDocument8 pagesIgnou Thesis Formatdnr8hw9w100% (2)
- Unit-1 Introduction To Computers: Information Technology ManagementDocument94 pagesUnit-1 Introduction To Computers: Information Technology ManagementLaveena BarapatreNo ratings yet
- AAK500-Tutorial 2Document82 pagesAAK500-Tutorial 2dd ddNo ratings yet
- Building Codes and Construction in The United States 1949Document4 pagesBuilding Codes and Construction in The United States 1949Libre Joel IanNo ratings yet
- Jacques Lacan - Seminar On The Purloined LetterDocument11 pagesJacques Lacan - Seminar On The Purloined LetterJose Jr OrquiaNo ratings yet
- SOPDocument2 pagesSOPwingwiryawanNo ratings yet
- Minesweepers 2019 Rule Book v5.4Document48 pagesMinesweepers 2019 Rule Book v5.4JOSE DAVID VALDA PEÑARANDANo ratings yet
- KCNCcatalog20190905-2-已壓縮 - compressed 2Document61 pagesKCNCcatalog20190905-2-已壓縮 - compressed 2Vladimir KunitsaNo ratings yet
- Learning Outcomes RaDocument11 pagesLearning Outcomes Raapi-349210703No ratings yet