You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- WX100 World Wide Fastener Standard PDFDocument16 pagesWX100 World Wide Fastener Standard PDFRico Malibiran100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument17 pagesFord Worldwide Fastener Standard: Printed Copies Are UncontrolledRico MalibiranNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Automotive OEM Anti-Corrosion Finishing: Specification GuideDocument6 pagesAutomotive OEM Anti-Corrosion Finishing: Specification GuideRico MalibiranNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- WX200 PDFDocument2 pagesWX200 PDFRico MalibiranNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- ELV - Secondary LegislationDocument1 pageELV - Secondary LegislationRico MalibiranNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Sheet Met Working 1Document61 pagesSheet Met Working 1dineshsirasatNo ratings yet
- Iso GD&TDocument39 pagesIso GD&TSanjay Kumar SinghNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 2016-04 - Broschuere - Innovative - Oberflaechensysteme - Klein R3RDocument16 pages2016-04 - Broschuere - Innovative - Oberflaechensysteme - Klein R3RRico MalibiranNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Fasteners Information: S6RW0C0101004Document2 pagesFasteners Information: S6RW0C0101004Rico MalibiranNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Clinch Nut HandbookDocument16 pagesClinch Nut HandbookRico MalibiranNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Automotive Industry Material Content Reporting - Lizotte.November 2003Document42 pagesAutomotive Industry Material Content Reporting - Lizotte.November 2003Rico MalibiranNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A493-09 (2013) Standard Specification For Stainless Steel Wire and Wire Rods For Cold Heading and Cold ForgingDocument4 pagesA493-09 (2013) Standard Specification For Stainless Steel Wire and Wire Rods For Cold Heading and Cold Forgingtjt4779No ratings yet
- Teesing Type of ThreadDocument13 pagesTeesing Type of ThreadVic Blázquez100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Supplier Quality Manual: SQA 2104 - Rev. 10.1Document35 pagesSupplier Quality Manual: SQA 2104 - Rev. 10.1Anonymous CoGUaJ100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- GMW25 Material StandardDocument8 pagesGMW25 Material StandardRico MalibiranNo ratings yet
- Overhaul COP 1838 - 9851 2292 01Document2 pagesOverhaul COP 1838 - 9851 2292 01Percy CheroNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Apollo Top Entry Ball Valves Installation, Operation, & Maintenance ManualDocument9 pagesApollo Top Entry Ball Valves Installation, Operation, & Maintenance ManualErcan YilmazNo ratings yet
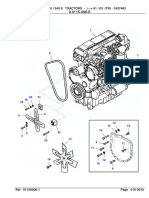
- Massey Ferguson 240 TRACTOR Service Parts Catalogue Manual (Part Number 1637463)Document15 pagesMassey Ferguson 240 TRACTOR Service Parts Catalogue Manual (Part Number 1637463)zhuangfuqian31No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Manual de Partes Komatsu 930 SE4Document708 pagesManual de Partes Komatsu 930 SE4rholguino90% (10)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- QAS250Document163 pagesQAS250jacques PerronNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Voltas DVX 405 FC Parts ManualDocument97 pagesVoltas DVX 405 FC Parts ManualJohnson James100% (4)
- Masalta - Pechy - Nahradni - Dily Manual Apisonador Tipo CanguroDocument10 pagesMasalta - Pechy - Nahradni - Dily Manual Apisonador Tipo CanguroYeison SuarezNo ratings yet
- Elk FJM 30 630 1Document1 pageElk FJM 30 630 1kajian19 juniNo ratings yet
- Manual de Partes para Motor KUBOTADocument124 pagesManual de Partes para Motor KUBOTApedroNo ratings yet
- Ta25t3 9201Document482 pagesTa25t3 9201jose coco100% (1)
- Catalo Partes P30, P50, P330, P350 MetarisDocument41 pagesCatalo Partes P30, P50, P330, P350 MetarisJonathan GiraldoNo ratings yet
- No. Part Nama Part Harga SubsitusiDocument38 pagesNo. Part Nama Part Harga SubsitusiDan Daniel PandapotanNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- DIN 00127 Etc Maryland MetricsDocument9 pagesDIN 00127 Etc Maryland MetricsGökhan ÇiçekNo ratings yet
- SnapperDocument54 pagesSnapperSebastien JaouenNo ratings yet
- Catalog Js Tracked Excavators Crawler Excavator Controls, ExcavatorDocument6 pagesCatalog Js Tracked Excavators Crawler Excavator Controls, ExcavatorLeão tratoresNo ratings yet
- Eatonroadranger RTO-14609B PDFDocument48 pagesEatonroadranger RTO-14609B PDFnetemma97No ratings yet
- Cat DipacoDocument46 pagesCat DipacoDavid Carlos DadyNo ratings yet
- Parts Manual Motor KM 178fDocument2 pagesParts Manual Motor KM 178fWilmer Lance Estupiñan90% (10)
- Ds80 Installation ManualDocument85 pagesDs80 Installation ManualGary Gouveia100% (1)
- Ft50get'08 Ft60det'08: 1G6C2-300F1 2G6C2-300F1Document57 pagesFt50get'08 Ft60det'08: 1G6C2-300F1 2G6C2-300F1Muhammad Safri Adi ZamilNo ratings yet
- Parts Catalog: 2008/7 (Jul.) PublishedDocument16 pagesParts Catalog: 2008/7 (Jul.) Publishedmiguel sousaNo ratings yet
- Operating ManualDocument7 pagesOperating Manualtrinath1619800% (1)
- Parts Catalog 500 Series 2011 - EVDocument93 pagesParts Catalog 500 Series 2011 - EVdede chandraNo ratings yet
- 95-01 - Panel Installation, Instrument: Illustrated Parts DataDocument15 pages95-01 - Panel Installation, Instrument: Illustrated Parts DataDiana Carolina Beltran PeñaNo ratings yet
- Parts Engine WD615.47 1Document59 pagesParts Engine WD615.47 1Gateway Katherine RiñaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elwood Parts and Service ManualDocument75 pagesElwood Parts and Service Manualdindin6666No ratings yet
- Bolts and NutsDocument17 pagesBolts and NutsMosa Elnaid Elnaid100% (1)
- Shop Manual 180-1Document13 pagesShop Manual 180-1JUPRI HARTONONo ratings yet
- E9.9dmh'13 E15dmh'13: (6B3B) (6B4B)Document43 pagesE9.9dmh'13 E15dmh'13: (6B3B) (6B4B)Jay KayNo ratings yet
- Katalog Rezervnih Dijelova Serija MDocument53 pagesKatalog Rezervnih Dijelova Serija MAdis SaracNo ratings yet