You might also like
- Model of Pulsed Electrical Discharge Machining (EDM) Using RL CircuitDocument9 pagesModel of Pulsed Electrical Discharge Machining (EDM) Using RL CircuitAhmed ShadeedNo ratings yet
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNo ratings yet
- Study of Impulse Voltage Distribution in Transformer WindingsDocument5 pagesStudy of Impulse Voltage Distribution in Transformer WindingsBhuvanes Waran100% (1)
- 276 FinalDocument6 pages276 FinalDrAdel A. ElbasetNo ratings yet
- Module 4 TransformersDocument23 pagesModule 4 TransformersvijayNo ratings yet
- Lec4 - Machining Equipment - PRE 314Document27 pagesLec4 - Machining Equipment - PRE 314Mahmoud EldesoukiNo ratings yet
- Micro Electrochemical Machining of 3D Micro Structure Using Dilute Sulfuric AcidDocument4 pagesMicro Electrochemical Machining of 3D Micro Structure Using Dilute Sulfuric AcidResearch AssistanceNo ratings yet
- Pulse Density ModulationDocument4 pagesPulse Density ModulationrhusheinNo ratings yet
- Simulation and Analysis Calculation of PMBLDCM Based On Time-Stepping Finite Element and Matlab MethodsDocument4 pagesSimulation and Analysis Calculation of PMBLDCM Based On Time-Stepping Finite Element and Matlab Methodsபொன்னியின் செல்வன்No ratings yet
- Introduction To Electrical Engineering-BESCK104B 2022-23: Mr. Chiranth L, Asst. ProfessorDocument34 pagesIntroduction To Electrical Engineering-BESCK104B 2022-23: Mr. Chiranth L, Asst. ProfessorDevikaNo ratings yet
- PWM Inverter for Photovoltaic Power GenerationDocument5 pagesPWM Inverter for Photovoltaic Power Generationollata kalanoNo ratings yet
- I-V Characteristics of Single Electron Transistor Using MATLABDocument5 pagesI-V Characteristics of Single Electron Transistor Using MATLABseventhsensegroup100% (1)
- Application Study On Induction Heating Using Half Bridge LLC Resonant InverterDocument4 pagesApplication Study On Induction Heating Using Half Bridge LLC Resonant Inverteru18348794No ratings yet
- Developments in Electric Power Supply Configurations For Electrical-Discharge-Machining (EDM) PDFDocument6 pagesDevelopments in Electric Power Supply Configurations For Electrical-Discharge-Machining (EDM) PDFفایلجو پروژه و مقالهNo ratings yet
- Developments in Electric Power Supply Configurations For Electrical-Discharge-Machining (EDM)Document6 pagesDevelopments in Electric Power Supply Configurations For Electrical-Discharge-Machining (EDM)فایلجو پروژه و مقالهNo ratings yet
- A Novel Half-Bridge Power Supply For High Speed DRDocument6 pagesA Novel Half-Bridge Power Supply For High Speed DRkenantrk44No ratings yet
- Fast Prediction For Conducted EMI in Flyback Converters: AbstractDocument3 pagesFast Prediction For Conducted EMI in Flyback Converters: AbstractTung ThanhNo ratings yet
- An On-Line Monitoring System For A Micro Electrical Discharge Machining (micro-EDM) ProcessDocument9 pagesAn On-Line Monitoring System For A Micro Electrical Discharge Machining (micro-EDM) ProcessAnang KatyayanNo ratings yet
- Process Mechanism of EDM ProcessDocument9 pagesProcess Mechanism of EDM ProcessdongreganeshNo ratings yet
- PE Lab 2 ReportDocument15 pagesPE Lab 2 ReportMaryamNo ratings yet
- Bee Lecture NotesDocument83 pagesBee Lecture NotesHimanish KoyalkarNo ratings yet
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- Beee Lecture Notes 2018 2019Document111 pagesBeee Lecture Notes 2018 2019Nanda KumarNo ratings yet
- Induction Heating Process Design Using Comsol Multiphysics Software Version 42aDocument4 pagesInduction Heating Process Design Using Comsol Multiphysics Software Version 42aJohn JohnsonNo ratings yet
- Report FypDocument54 pagesReport FypsyahidasyapikahNo ratings yet
- E-learning material on basic electrical engineeringDocument76 pagesE-learning material on basic electrical engineeringkunal beheraNo ratings yet
- S3 ME FEE Notes - Mod 3 FINALDocument12 pagesS3 ME FEE Notes - Mod 3 FINALAmal MonichanNo ratings yet
- DK ThesisDocument56 pagesDK ThesisShabnam SepatNo ratings yet
- Modeling and Simulation of A Power Circuit Breaker: Session 1559Document5 pagesModeling and Simulation of A Power Circuit Breaker: Session 1559mehmet gezerNo ratings yet
- Chapter 1: - : Ambo University Institute of Technology Department of Mechanical EngineeringDocument24 pagesChapter 1: - : Ambo University Institute of Technology Department of Mechanical EngineeringSelemon AssefaNo ratings yet
- Study Equivalent: On The Electrical Circuit Models of Polluted Outdoor InsulatorsDocument4 pagesStudy Equivalent: On The Electrical Circuit Models of Polluted Outdoor InsulatorsKamello AssisNo ratings yet
- 21 Toma EmanoilDocument6 pages21 Toma EmanoilFredy Peñafiel PazNo ratings yet
- Design of Power Supply For On-Line Monitoring System of Transmission LinesDocument5 pagesDesign of Power Supply For On-Line Monitoring System of Transmission Linesdio39saiNo ratings yet
- Advanced Manufacturing Seminar Report on Electro-chemical Discharge Machining (ECDMDocument20 pagesAdvanced Manufacturing Seminar Report on Electro-chemical Discharge Machining (ECDMlokeshNo ratings yet
- Electrodynamics of A Power Switch: Created in COMSOL Multiphysics 5.5Document38 pagesElectrodynamics of A Power Switch: Created in COMSOL Multiphysics 5.5Adnen GuedriaNo ratings yet
- HF Transformer Design-IEEEDocument5 pagesHF Transformer Design-IEEECataNo ratings yet
- Pulse Transformer DesignDocument7 pagesPulse Transformer DesignParag Rekhi100% (1)
- IEEE - Journal Semiconductor TemperatureDocument3 pagesIEEE - Journal Semiconductor TemperatureegganakilangNo ratings yet
- Paper - 84 Magnetic FormingDocument8 pagesPaper - 84 Magnetic FormingLTE002No ratings yet
- Instrumentation TransducersDocument9 pagesInstrumentation TransducersbekaluNo ratings yet
- "Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanaDocument12 pages"Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanatheijesNo ratings yet
- EEE Chapter 2 PDFDocument37 pagesEEE Chapter 2 PDFKrishna ChaitanyaNo ratings yet
- Energies: Modular Battery Charger For Light Electric VehiclesDocument21 pagesEnergies: Modular Battery Charger For Light Electric VehiclesOsito de AguaNo ratings yet
- Generator 200719111416Document43 pagesGenerator 200719111416Jerome JeremiasNo ratings yet
- Analysis of Notching in Marine Power Electronic DrivesDocument5 pagesAnalysis of Notching in Marine Power Electronic Drivespadmasiri1No ratings yet
- Study of A Novel Cathode Tool Structure For Improving Heat Removal in Electrochemical Micro-MachiningDocument7 pagesStudy of A Novel Cathode Tool Structure For Improving Heat Removal in Electrochemical Micro-MachiningMANo ratings yet
- Analysis and Design of EMI Filters For DC-DC ConveDocument12 pagesAnalysis and Design of EMI Filters For DC-DC ConveHasanNo ratings yet
- Analysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessDocument33 pagesAnalysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessXu WeixingNo ratings yet
- Electro-Thermal Analysis of An Induction MotorDocument5 pagesElectro-Thermal Analysis of An Induction MotorS Bharadwaj Reddy100% (1)
- Modeling Electric Arc Furnace To Estimate Flicker Levels in Power Systems Using ATPDocument5 pagesModeling Electric Arc Furnace To Estimate Flicker Levels in Power Systems Using ATPEstrada GabrielNo ratings yet
- 6087.clipper and Clamper 1Document15 pages6087.clipper and Clamper 1Komal ThakurNo ratings yet
- Analysis and Design of Isolated SEPIC Converter With Greinacher Voltage Multiplier CellDocument8 pagesAnalysis and Design of Isolated SEPIC Converter With Greinacher Voltage Multiplier CellBernardo AndresNo ratings yet
- Optimization of A Combined Thermionic-Thermoelectric GeneratorDocument4 pagesOptimization of A Combined Thermionic-Thermoelectric GeneratorMohammadreza GhezelasheghiNo ratings yet
- Characterization of Conducted EMI Generated by Switched Power ConvertersDocument3 pagesCharacterization of Conducted EMI Generated by Switched Power ConvertersskrtamilNo ratings yet
- Asymmetrical Full-Bridge ConverterDocument9 pagesAsymmetrical Full-Bridge ConverterAthiesh KumarNo ratings yet
- 2365 02 l2 202 Handout 3Document2 pages2365 02 l2 202 Handout 3dvm4yfptzmNo ratings yet
- Arc ModelDocument5 pagesArc Modelbinoy_ju07No ratings yet
- Modern Electrical Installation for Craft StudentsFrom EverandModern Electrical Installation for Craft StudentsRating: 4.5 out of 5 stars4.5/5 (4)
- Corrosion Behavior of A Superduplex Stainless Steel in Chloride Aqueous Solution PDFDocument4 pagesCorrosion Behavior of A Superduplex Stainless Steel in Chloride Aqueous Solution PDFAlejandra HernandezNo ratings yet
- Intermetallics S 13 00090Document19 pagesIntermetallics S 13 00090Alejandra HernandezNo ratings yet
- George E. Totten, D. Scott MacKenzie - Handbook of Aluminum - Volume 2 - Alloy Production and Materials Manufacturing (2003) PDFDocument735 pagesGeorge E. Totten, D. Scott MacKenzie - Handbook of Aluminum - Volume 2 - Alloy Production and Materials Manufacturing (2003) PDFNguyễn Minh Trí100% (1)
- 2012 M CASTRO MéxicoDocument17 pages2012 M CASTRO MéxicoAlejandra HernandezNo ratings yet
- Diagrama Al O WriedtDocument6 pagesDiagrama Al O WriedtAlejandra HernandezNo ratings yet
- The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessDocument7 pagesThe Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessAlejandra HernandezNo ratings yet
- Advanced High Strength Steel Guidelines for Forming, Joining, and MoreDocument131 pagesAdvanced High Strength Steel Guidelines for Forming, Joining, and MoreZiad Al SarrafNo ratings yet
- Fatigue Behaviour of FSW and MIG WeldmentsDocument9 pagesFatigue Behaviour of FSW and MIG WeldmentsAlejandra HernandezNo ratings yet
- Fatigue Behaviour of FSW and MIG WeldmentsDocument9 pagesFatigue Behaviour of FSW and MIG WeldmentsAlejandra HernandezNo ratings yet
- Articulo 3 PDFDocument12 pagesArticulo 3 PDFAlejandra HernandezNo ratings yet
- Sistemas Alemanes de Control de Molde PDFDocument8 pagesSistemas Alemanes de Control de Molde PDFAlejandra HernandezNo ratings yet
- Modelling Mg2Si Dissolution in An AA6063 Alloy During Pre-Heating To The Extrusion TemperatureDocument6 pagesModelling Mg2Si Dissolution in An AA6063 Alloy During Pre-Heating To The Extrusion TemperatureAlejandra HernandezNo ratings yet
- Articulo 2Document3 pagesArticulo 2Alejandra HernandezNo ratings yet
- Aluminum Alloy Castings PropertiesDocument321 pagesAluminum Alloy Castings Propertieswawawa188% (8)
- Iron Rich Inter Metallic Phases and Their Role in Casting Defect Formation in Hypoeutectic AlSi AlloysDocument17 pagesIron Rich Inter Metallic Phases and Their Role in Casting Defect Formation in Hypoeutectic AlSi AlloysAlejandra HernandezNo ratings yet
- Section 7 - Separation EquipmentDocument9 pagesSection 7 - Separation Equipmentlulis171No ratings yet
- Prisms A Level PDFDocument28 pagesPrisms A Level PDFJeremiah NakibingeNo ratings yet
- Ieee Guide For Evaluating The Effect of Solar Radiation On OutdoDocument25 pagesIeee Guide For Evaluating The Effect of Solar Radiation On OutdoIbrahim EspinozaNo ratings yet
- Cable Armado Nema RV1-2004Document36 pagesCable Armado Nema RV1-2004DELMAR QUIROGA CALDERONNo ratings yet
- Volume 2 Highways Structures: Design (Substructures and Special Structures), Materials Section 2 Special StructuresDocument86 pagesVolume 2 Highways Structures: Design (Substructures and Special Structures), Materials Section 2 Special Structuresgeorge santiagoNo ratings yet
- Heriot-Watt University - Dubai Campus Pelton Wheel LabDocument8 pagesHeriot-Watt University - Dubai Campus Pelton Wheel LabAbelBayartNo ratings yet
- BC546B, BC547A, B, C, BC548B, C Amplifier Transistors: NPN SiliconDocument6 pagesBC546B, BC547A, B, C, BC548B, C Amplifier Transistors: NPN SiliconNadia Ayelen GonzalezNo ratings yet
- Lecture 2 The Manufacturing Process 2020Document48 pagesLecture 2 The Manufacturing Process 2020Noam ShemlaNo ratings yet
- Furukawa HB20GDocument33 pagesFurukawa HB20GTaufiq AkbarNo ratings yet
- Alignment Tests On Lathe (Metrology)Document8 pagesAlignment Tests On Lathe (Metrology)Manoj GokikarNo ratings yet
- Measure Acceleration of Free FallDocument4 pagesMeasure Acceleration of Free FallVictor CoronelNo ratings yet
- Heat Exchanger DesignDocument83 pagesHeat Exchanger DesignPhượng NguyễnNo ratings yet
- Lectur2 SCDocument35 pagesLectur2 SCbouk omraNo ratings yet
- Making the Right Choice: Metal Detection vs. X-RayDocument27 pagesMaking the Right Choice: Metal Detection vs. X-RayCindy ChandraNo ratings yet
- Reinforced Concrete Design and Construction NotesDocument1 pageReinforced Concrete Design and Construction NotesAditya K100% (1)
- Capillary ActionDocument13 pagesCapillary ActionEvelyn HernándezNo ratings yet
- A World Without Cause and Effect: Logic-Defying Experiments Into Quantum Causality Scramble The Notion of Time ItselfDocument3 pagesA World Without Cause and Effect: Logic-Defying Experiments Into Quantum Causality Scramble The Notion of Time ItselfWalterHuNo ratings yet
- FINISH CEILING AND FLOORS Chapter 24Document22 pagesFINISH CEILING AND FLOORS Chapter 24Jonaisa CasanguanNo ratings yet
- Gay-Lussac's Law Problems and SolutionsDocument1 pageGay-Lussac's Law Problems and SolutionsBasic PhysicsNo ratings yet
- HP Bypass Warm Up Lines Re Engineering To Prevent Condensate Accumulation, 97-98Document4 pagesHP Bypass Warm Up Lines Re Engineering To Prevent Condensate Accumulation, 97-98Charu Chhabra0% (1)
- 11-7077 Webinar QA - Upgrading To Aspen Plus or HYSYS V8 - FINALDocument3 pages11-7077 Webinar QA - Upgrading To Aspen Plus or HYSYS V8 - FINALAlmir SedićNo ratings yet
- Cellosize QP 100mh Tds - PDF (Paints)Document1 pageCellosize QP 100mh Tds - PDF (Paints)ca_rl_4No ratings yet
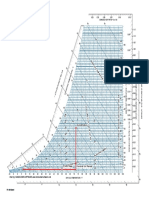
- State Point & Process Report: Psychrometric Chart Psychrometric ChartDocument1 pageState Point & Process Report: Psychrometric Chart Psychrometric ChartLee ChorneyNo ratings yet
- Concentration of SolutionsDocument42 pagesConcentration of SolutionsAien RonquilloNo ratings yet
- Ritz Carlton-Residential Curtain Wall F19 - Calculation Note - Rev 01Document102 pagesRitz Carlton-Residential Curtain Wall F19 - Calculation Note - Rev 01hisambergNo ratings yet
- Unit Shut Down ProcedureDocument41 pagesUnit Shut Down Procedurernumesh1100% (2)
- Astm-e855 Изгиб МеталлаDocument8 pagesAstm-e855 Изгиб МеталлаАлесь БуяковNo ratings yet
- Engineering Mathematics IDocument3 pagesEngineering Mathematics INikash SubediNo ratings yet
- Designing Forming Fabrics for Optimum Papermaking PerformanceDocument6 pagesDesigning Forming Fabrics for Optimum Papermaking PerformanceLev BNo ratings yet
- Ib SL Waves Exercize X2aDocument12 pagesIb SL Waves Exercize X2abhuwan gargNo ratings yet