You might also like
- P2 Assignmet 2013Document5 pagesP2 Assignmet 2013FieneshiaSevitaNo ratings yet
- A Project ProposalDocument6 pagesA Project ProposalRex Ian100% (5)
- Bsi BS 5572Document84 pagesBsi BS 5572Oli Hoenes100% (3)
- Air - Pollution - Meteorology and DispersionDocument39 pagesAir - Pollution - Meteorology and Dispersionjanice omadto100% (1)
- Social Studies SbaDocument10 pagesSocial Studies SbaKeisha Smith100% (2)
- Technical Specifications (EN)Document20 pagesTechnical Specifications (EN)lucas barriosNo ratings yet
- CASO 5sDocument21 pagesCASO 5sElsa VelazquezNo ratings yet
- Algae Cultivation For Carbon Capture and Utilization Workshop Summary ReportDocument24 pagesAlgae Cultivation For Carbon Capture and Utilization Workshop Summary ReportHarrisonNo ratings yet
- FypDocument11 pagesFypHassaan Ahmed100% (1)
- Annual Environment: National Capital CommissionDocument36 pagesAnnual Environment: National Capital CommissionpriyankaNo ratings yet
- Materilas and ConstructionDocument20 pagesMaterilas and ConstructionSajjad HassanNo ratings yet
- HK992 - BTE9003 Assessment 2 C1 Milan 6572Document23 pagesHK992 - BTE9003 Assessment 2 C1 Milan 6572Swarnali Dutta ChatterjeeNo ratings yet
- Environmental Studies .KDocument26 pagesEnvironmental Studies .KKamini SalunkheNo ratings yet
- (Meuleman & Awtry, 2018)Document82 pages(Meuleman & Awtry, 2018)Gabriel DiazNo ratings yet
- November/December 2014: University of MauritiusDocument6 pagesNovember/December 2014: University of MauritiusAtish KissoonNo ratings yet
- A New Energy Saving Method of Manufacturing Ceramic Products From Waste GlassDocument22 pagesA New Energy Saving Method of Manufacturing Ceramic Products From Waste GlassAzeemuddinNo ratings yet
- Dickson Ozokwelu@hq Doe GovDocument34 pagesDickson Ozokwelu@hq Doe GovDyala KlaibNo ratings yet
- Initial Project ProposalDocument7 pagesInitial Project Proposalapi-378180925No ratings yet
- GLA0039 Final Report.926cd0f7Document146 pagesGLA0039 Final Report.926cd0f7Ntombi Langa-RoydsNo ratings yet
- Production of 1,4 - Butanediol From Renewable ResourcesDocument217 pagesProduction of 1,4 - Butanediol From Renewable ResourcesChisom Chuba100% (1)
- Eco-Design Forever PanDocument25 pagesEco-Design Forever PanDaniel QuijanoNo ratings yet
- 空白 3Document2 pages空白 3Andy YukNo ratings yet
- BSI Sustainability Guide Product Carbon Footprinting For Beginners UK enDocument46 pagesBSI Sustainability Guide Product Carbon Footprinting For Beginners UK enfatal1toNo ratings yet
- BoeingDocument49 pagesBoeinggallant rana100% (2)
- Co Processing 1Document123 pagesCo Processing 1mjbotelhoNo ratings yet
- BIC Ball Pen Case Study: November 2015Document9 pagesBIC Ball Pen Case Study: November 2015Jayagokul SaravananNo ratings yet
- Team 23 Letter of Engagement CommentsDocument2 pagesTeam 23 Letter of Engagement CommentsSoumalyaNo ratings yet
- PM SD20 Examiner's ReportDocument24 pagesPM SD20 Examiner's Reportطیّب ملکNo ratings yet
- Ethylbenzene Production Case Study and OptimizationDocument28 pagesEthylbenzene Production Case Study and Optimizationali abdulrahman al-ezziNo ratings yet
- Life Cycle Costing and Environmental AccountingDocument32 pagesLife Cycle Costing and Environmental AccountingImran UmarNo ratings yet
- Lceabc LceaDocument20 pagesLceabc LceaMiaNo ratings yet
- Irish Finishing Technologies CGPP 2 7 SummaryDocument2 pagesIrish Finishing Technologies CGPP 2 7 Summaryapi-286562658No ratings yet
- Vida Útil OriginalDocument55 pagesVida Útil OriginalAndrés GonzálezNo ratings yet
- Sector-Based Pollution Prevention: Toxic Reductions Through Energy Efficiency and Conservation Among Industrial BoilersDocument39 pagesSector-Based Pollution Prevention: Toxic Reductions Through Energy Efficiency and Conservation Among Industrial Boilersbundit2519No ratings yet
- Tsedale DagneDocument43 pagesTsedale DagneTsedaleNo ratings yet
- BEES Please QuestionnaireUserGuideDocument13 pagesBEES Please QuestionnaireUserGuide19pwmec4766No ratings yet
- PM592 W8 Final Exam Study GuideDocument17 pagesPM592 W8 Final Exam Study GuideJoham Jamil ZakaiNo ratings yet
- Pb13875 Qap RecyclingDocument26 pagesPb13875 Qap RecyclingCielito GumbanNo ratings yet
- Audit Scheme 3 4 EnglishDocument49 pagesAudit Scheme 3 4 EnglishFlorin DamaroiuNo ratings yet
- Waste Management in Construction (2012) : Ref: Build0034Document3 pagesWaste Management in Construction (2012) : Ref: Build0034Mahendra KumaraNo ratings yet
- Life Cycle Assessment of An in Kjet Print Cartridge: PollockDocument7 pagesLife Cycle Assessment of An in Kjet Print Cartridge: PollockMaxNo ratings yet
- Engl210 Team3 Technical Report 1Document15 pagesEngl210 Team3 Technical Report 1api-657462058No ratings yet
- Tasmanian Dairy Products Milk Powder Processing Smithton Dpemp and Appendices A-F PDFDocument124 pagesTasmanian Dairy Products Milk Powder Processing Smithton Dpemp and Appendices A-F PDFDaivd BestNo ratings yet
- Environmental Problems in Dyeing.Document133 pagesEnvironmental Problems in Dyeing.saidurtexNo ratings yet
- Quezon Province BiogasDocument34 pagesQuezon Province BiogascspolaNo ratings yet
- Ijaiem 2012 11 09 010Document8 pagesIjaiem 2012 11 09 010International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Revision of Ecolabel Criteria For Laundry PDFDocument50 pagesRevision of Ecolabel Criteria For Laundry PDFamitNo ratings yet
- What Does Qs Make Contributions On EnvironmentalDocument5 pagesWhat Does Qs Make Contributions On EnvironmentalmrlobboNo ratings yet
- Finalized Project ProposalDocument11 pagesFinalized Project Proposalapi-385958959No ratings yet
- Revision of Ecolabel Criteria For Laundry Detergents 2008-2010 (Ecolabelling Denmark) (2011) PDFDocument50 pagesRevision of Ecolabel Criteria For Laundry Detergents 2008-2010 (Ecolabelling Denmark) (2011) PDFfaridsidikNo ratings yet
- EMADocument57 pagesEMASri Sakthi SumananNo ratings yet
- Rocky Farms MethaneDocument33 pagesRocky Farms MethaneNestor HubacNo ratings yet
- Carbon Footprint StudyDocument11 pagesCarbon Footprint StudyconstructCO2No ratings yet
- Coca Cola Case StudyDocument2 pagesCoca Cola Case Studypuja bhatNo ratings yet
- Life Cycle AssessmentDocument13 pagesLife Cycle Assessmentshujad77No ratings yet
- 68 Waste Management in Oil and Gas IndustriesDocument3 pages68 Waste Management in Oil and Gas IndustriesEjike Francis ChizobaNo ratings yet
- Initial Project ProposalDocument9 pagesInitial Project Proposalapi-376373994No ratings yet
- Cement PollutionDocument6 pagesCement Pollutionchandra sekharNo ratings yet
- DosageDocument50 pagesDosageKatrina MillerNo ratings yet
- Dr. Tran Van NHAN: Hanoi University of Technology (Vietnam)Document2 pagesDr. Tran Van NHAN: Hanoi University of Technology (Vietnam)yus11No ratings yet
- Green 5 PlasticDocument8 pagesGreen 5 Plasticswetha1113No ratings yet
- Guidelines for Estimating Greenhouse Gas Emissions of ADB Projects: Additional Guidance for Clean Energy ProjectsFrom EverandGuidelines for Estimating Greenhouse Gas Emissions of ADB Projects: Additional Guidance for Clean Energy ProjectsNo ratings yet
- Carbon Capture, Utilization, and Storage Game Changers in Asia and the Pacific: 2022 Compendium of Technologies and EnablersFrom EverandCarbon Capture, Utilization, and Storage Game Changers in Asia and the Pacific: 2022 Compendium of Technologies and EnablersNo ratings yet
- Dirty Containers: A Measurement and Cost Estimation Approach of Atmospheric Pollution in Hong KongFrom EverandDirty Containers: A Measurement and Cost Estimation Approach of Atmospheric Pollution in Hong KongNo ratings yet
- Competence, Training and Awareness-ProcedureDocument2 pagesCompetence, Training and Awareness-ProcedureRaja ManiNo ratings yet
- Energy Efficiency Playbook 2022Document20 pagesEnergy Efficiency Playbook 2022Tomasz KanieckiNo ratings yet
- University of Toronto ELEVATORS - General Instructions: Reference StandardsDocument12 pagesUniversity of Toronto ELEVATORS - General Instructions: Reference StandardsRaja ManiNo ratings yet
- Static ChargeDocument78 pagesStatic ChargeAnonymous 4vwJAU20No ratings yet
- Is ISO 9004 A Path To Business ExcellencDocument20 pagesIs ISO 9004 A Path To Business ExcellencRaja ManiNo ratings yet
- Skill Matrix For ChemistsDocument9 pagesSkill Matrix For ChemistsRaja ManiNo ratings yet
- Equipment Maintenance and Measuring Equipment ProcedureDocument2 pagesEquipment Maintenance and Measuring Equipment ProcedureRaja Mani100% (1)
- Introduction - Energy GuideDocument13 pagesIntroduction - Energy GuideRaja ManiNo ratings yet
- Ball Mill Steel RequirementDocument1 pageBall Mill Steel RequirementRaja ManiNo ratings yet
- DM Water CostingDocument1 pageDM Water CostingRaja ManiNo ratings yet
- Tankcal (Version 1)Document8 pagesTankcal (Version 1)Raja ManiNo ratings yet
- La Trobe UniversityDocument7 pagesLa Trobe UniversitysoojitNo ratings yet
- MBUNITDocument1 pageMBUNITRaja ManiNo ratings yet
- ELECTRICTY - Rate ScheduleDocument41 pagesELECTRICTY - Rate ScheduleRaja ManiNo ratings yet
- Primary ETPDocument1 pagePrimary ETPRaja ManiNo ratings yet
- HSM Sand Mill Mixcer DiagramDocument1 pageHSM Sand Mill Mixcer DiagramRaja ManiNo ratings yet
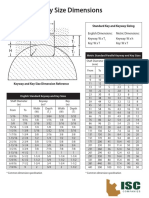
- Keyway and Key Size DimensionsDocument1 pageKeyway and Key Size DimensionsShashank Saxena100% (1)
- Wind Load CalculationDocument105 pagesWind Load CalculationMadusha Galappaththi100% (2)
- An ISO 9001 Co.: Delta Cooling Towers P. LTDDocument25 pagesAn ISO 9001 Co.: Delta Cooling Towers P. LTDRaja ManiNo ratings yet
- Mech FoamDocument3 pagesMech FoamRaja ManiNo ratings yet
- UPS - AlbitDocument1 pageUPS - AlbitRaja ManiNo ratings yet
- HSM Sand Mill Mixcer DiagramDocument1 pageHSM Sand Mill Mixcer DiagramRaja ManiNo ratings yet
- Flow Meter - BROILDocument2 pagesFlow Meter - BROILRaja ManiNo ratings yet
- CPforheight WorkingDocument70 pagesCPforheight WorkingRaja ManiNo ratings yet
- Thermopac LayoutDocument1 pageThermopac LayoutRaja ManiNo ratings yet
- CatalogueDocument20 pagesCatalogueAnonymous RZ75dGZg6No ratings yet
- Incident Brief Detail of Surat Fire IncidentDocument3 pagesIncident Brief Detail of Surat Fire IncidentRaja ManiNo ratings yet
- CPforheight WorkingDocument70 pagesCPforheight WorkingRaja ManiNo ratings yet
- Is 3521 1999 PDFDocument21 pagesIs 3521 1999 PDFRENJITHNo ratings yet
- Review 4-Reading Comprehension: The Correct Word or Phrase That Best Fits Each of The Numbered BlanksDocument10 pagesReview 4-Reading Comprehension: The Correct Word or Phrase That Best Fits Each of The Numbered BlanksNguyễn AnNo ratings yet
- Remotesensing 12 00433 v2Document18 pagesRemotesensing 12 00433 v2Andres escobarNo ratings yet
- Lecture 4Document77 pagesLecture 4Mahmudul Hasan PathikNo ratings yet
- MSDS Vim 2Document9 pagesMSDS Vim 2Tuấn Anh ĐỗNo ratings yet
- Literature Review On Constructed WetlandDocument7 pagesLiterature Review On Constructed Wetlandeygyabvkg100% (1)
- Humidity and Light Affect The Growth, Development and Nitrogenase Activity of Stem Nodules of Sesbania Rostrata BremDocument8 pagesHumidity and Light Affect The Growth, Development and Nitrogenase Activity of Stem Nodules of Sesbania Rostrata BremNdra PompomorinNo ratings yet
- Petrol Pump and Highway Bye Laws Comparison Between M.P. and MaharashtraDocument7 pagesPetrol Pump and Highway Bye Laws Comparison Between M.P. and MaharashtraAishwaarya SinhaNo ratings yet
- Minetek Water Brochure USADocument7 pagesMinetek Water Brochure USAu1150898No ratings yet
- Las Jenny Describe The Effect of Volcanic EruptionDocument3 pagesLas Jenny Describe The Effect of Volcanic EruptionNoelNo ratings yet
- CFSDG Updf-003 PDFDocument108 pagesCFSDG Updf-003 PDFAntonio Cardentey LevinNo ratings yet
- Ethiopia Integrated Flood ManagementDocument15 pagesEthiopia Integrated Flood ManagementNigussie Teferi100% (1)
- Adminstrative Approval GORtNo 203Document2 pagesAdminstrative Approval GORtNo 203KaminiSurendraReddyNo ratings yet
- Implications of Water Pollution On Public Health and The Economy (Dissertation)Document4 pagesImplications of Water Pollution On Public Health and The Economy (Dissertation)Edison BoteNo ratings yet
- 6 Minute English Could Humans Live in Underwater Cities?Document5 pages6 Minute English Could Humans Live in Underwater Cities?Eric MosesNo ratings yet
- MST 101 Environmental Science Asynchronous Activity 2: Submitted byDocument8 pagesMST 101 Environmental Science Asynchronous Activity 2: Submitted byDexter TubioNo ratings yet
- Venture 14 - Assignment 3.1 (Problem Worth To Solve)Document6 pagesVenture 14 - Assignment 3.1 (Problem Worth To Solve)Caila PanerioNo ratings yet
- ESG Table For VIVT3.SADocument17 pagesESG Table For VIVT3.SAArnold MontesinosNo ratings yet
- Annual Report and Accounts 2022Document288 pagesAnnual Report and Accounts 2022Mo JoNo ratings yet
- Final Meteorology AutosavedDocument28 pagesFinal Meteorology AutosavedM Mahadhir M YusufNo ratings yet
- Pekasol L GB SDBDocument8 pagesPekasol L GB SDBHazard MataNo ratings yet
- Aerosol Can ExplosionDocument16 pagesAerosol Can ExplosionJose LuquezNo ratings yet
- Waste and Waste Management: Standard Terminology ForDocument18 pagesWaste and Waste Management: Standard Terminology ForFernanda MoralesNo ratings yet
- Imsoglo ProgramDocument3 pagesImsoglo ProgramOkoro benedictNo ratings yet
- Solid Waste ManagementDocument32 pagesSolid Waste Managementsonny suria100% (1)
- Porous Concrete Basic Property Criteria As Rigid PDocument11 pagesPorous Concrete Basic Property Criteria As Rigid PMoch. FatkurrohmanNo ratings yet
- Cavite State University: Capsule For Thesis/Capstone/Capsule A. Basic InformationDocument4 pagesCavite State University: Capsule For Thesis/Capstone/Capsule A. Basic InformationAl-Junhel CantalNo ratings yet
- Lesson-4 The Deserst Land of India D. I. Very Short Answer QuestionsDocument4 pagesLesson-4 The Deserst Land of India D. I. Very Short Answer QuestionsShiva Kumar RamachandraNo ratings yet