You might also like
- Deck Over TrailerDocument79 pagesDeck Over TrailerGeorge finkle80% (5)
- 16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopFrom Everand16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopRating: 5 out of 5 stars5/5 (1)
- How To Build A KartDocument30 pagesHow To Build A KartIlhamo SawsaneNo ratings yet
- Cadplans CatalogDocument40 pagesCadplans CatalogCarla Míriam Ferreira100% (3)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Offroad Kart PlanDocument24 pagesOffroad Kart PlanAnshul Kothari100% (1)
- Trailer 2 Ejes Parte 1 de 3 - Guia de Construccion - PDF Versión 1 PDFDocument49 pagesTrailer 2 Ejes Parte 1 de 3 - Guia de Construccion - PDF Versión 1 PDFVictor100% (1)
- Red Wing Steel Works 6x10 Utility Trailer Plans 011113Document32 pagesRed Wing Steel Works 6x10 Utility Trailer Plans 011113edyNo ratings yet
- Farm Equipment Welding PlansDocument100 pagesFarm Equipment Welding Plansb0beiii100% (4)
- Ford 6.9 and 7.3 IDI Diesel Stall After Starting Troubleshooting HelpDocument2 pagesFord 6.9 and 7.3 IDI Diesel Stall After Starting Troubleshooting Helpcrawdoogie100% (1)
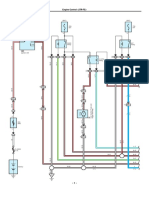
- Engine ControlDocument13 pagesEngine Controlmarquin84No ratings yet
- The Way to Have a Mini-Camper from a Van: A Core Instruction to Turn a Van into Mini-CamperFrom EverandThe Way to Have a Mini-Camper from a Van: A Core Instruction to Turn a Van into Mini-CamperRating: 1 out of 5 stars1/5 (1)
- Building Your Own CNC Router/milling Machine: InstructablesDocument16 pagesBuilding Your Own CNC Router/milling Machine: InstructablesSoma VargaNo ratings yet
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- Welding for Off-Road Beginners: This Book Includes - Welding for Beginners in Fabrication & Off-Road WeldingFrom EverandWelding for Off-Road Beginners: This Book Includes - Welding for Beginners in Fabrication & Off-Road WeldingRating: 5 out of 5 stars5/5 (2)
- CD 728 PlansDocument27 pagesCD 728 PlansPetar Petrovic100% (1)
- Cad Digger 650Document31 pagesCad Digger 650Melanie100% (2)
- CNC Plasma 4x8Document76 pagesCNC Plasma 4x8uguraydemir100% (2)
- Three Trailers in One - Box, Car and Flat Top. The Box Top TrailerDocument10 pagesThree Trailers in One - Box, Car and Flat Top. The Box Top TrailerDavidNo ratings yet
- Milling Machine OperationDocument40 pagesMilling Machine Operationjsmith3455100% (2)
- AA109, Craftsman 80& Dunlap LathesDocument30 pagesAA109, Craftsman 80& Dunlap Lathesbogesz68No ratings yet
- Bender Plans 2011Document15 pagesBender Plans 2011tehdevo100% (5)
- Body Lift Roller PlansDocument50 pagesBody Lift Roller PlansEllyn MohdNo ratings yet
- Go Cart Build ManualDocument24 pagesGo Cart Build Manualtimeport24100% (3)
- Sheet Metal Bending PlansDocument11 pagesSheet Metal Bending PlansVivek_subzero100% (1)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- Tubing BenderDocument9 pagesTubing BenderAdam Rath50% (2)
- 1 Personal Tracked VehicleDocument68 pages1 Personal Tracked Vehiclesjdarkman1930100% (2)
- Dog Tag/ Key ChainDocument13 pagesDog Tag/ Key ChainAidan O'HaraNo ratings yet
- Precision Plasma GantryDocument15 pagesPrecision Plasma GantryRay ZerNo ratings yet
- Operation & Service: Integra 30SDocument64 pagesOperation & Service: Integra 30SEspartacus ItaliaNo ratings yet
- 45 Best Harbor Freight ModsDocument48 pages45 Best Harbor Freight ModsKeone Semana100% (1)
- CBH Vertical Tubing BenderDocument17 pagesCBH Vertical Tubing BenderRagos Segundo100% (1)
- Hyundai D4FB Diesel Fuel System 2Document727 pagesHyundai D4FB Diesel Fuel System 2Alexey Koshelnik100% (1)
- Motorcycle LiftDocument26 pagesMotorcycle LiftChristos Papadakis100% (1)
- Buggy Double Aarm FrontDocument38 pagesBuggy Double Aarm Frontzeljko8788% (8)
- Auto Rotisserie PlansDocument36 pagesAuto Rotisserie PlansEllyn Mohd100% (3)
- Frame Jig Assembly GuideDocument12 pagesFrame Jig Assembly GuideMalcolm DiamondNo ratings yet
- Bridgeport Rebuid 2Document15 pagesBridgeport Rebuid 2wolviak100% (1)
- How To Build A Fuel LineDocument15 pagesHow To Build A Fuel LineMech EngrNo ratings yet
- CNC Plasma 5x10Document76 pagesCNC Plasma 5x10uguraydemirNo ratings yet
- Rap Drill and LatheDocument14 pagesRap Drill and LatheJoyce Saddhu MeettooNo ratings yet
- Bender PlansDocument15 pagesBender PlansMike Nichlos80% (5)
- DAF 95 XF, XE Technical DataDocument312 pagesDAF 95 XF, XE Technical DataJURIJNo ratings yet
- Poulan Poulan Pro Chain Saw Service Repair Manual 1900 1950 2050 2055 2075 2150 2175 2375 Wild Thing 2250 2450 2550 220 221 221le 260 260leDocument31 pagesPoulan Poulan Pro Chain Saw Service Repair Manual 1900 1950 2050 2055 2075 2150 2175 2375 Wild Thing 2250 2450 2550 220 221 221le 260 260leJoãoBapt100% (4)
- Volvo Construction - Diesel Engine PartsDocument50 pagesVolvo Construction - Diesel Engine Partshuskerchamps100% (5)
- Rigid Sportster Frame Assembly GuideDocument14 pagesRigid Sportster Frame Assembly GuideMalcolm DiamondNo ratings yet
- Metal Steel Bending Press PlansDocument16 pagesMetal Steel Bending Press PlansFrenchwolf42080% (5)
- Mini Mill Assembly Drawings-2009Document5 pagesMini Mill Assembly Drawings-2009ModularCNCNo ratings yet
- Fat Drifter Specs.Document9 pagesFat Drifter Specs.Jacqueline La Cantonnaise60% (5)
- D5H Pruebas y Ajustes PDFDocument24 pagesD5H Pruebas y Ajustes PDFLuis Eduardo100% (1)
- AS350 B3 CH 3 - Main Rotor Drive SystemDocument37 pagesAS350 B3 CH 3 - Main Rotor Drive SystemAntonio Bedoya100% (2)
- Full Vehicle Simulation With MATLAB/Simulink/SimscapeDocument71 pagesFull Vehicle Simulation With MATLAB/Simulink/SimscapeAtharva Joshi.No ratings yet
- Building PYRTE: The Simplest Live-Steam Pull-You-Round Traction EngineDocument14 pagesBuilding PYRTE: The Simplest Live-Steam Pull-You-Round Traction EngineRazaMobizoNo ratings yet
- How To Run A Lathe: The Care and Operation of A Screw Cutting Lathe - MachineryDocument4 pagesHow To Run A Lathe: The Care and Operation of A Screw Cutting Lathe - MachineryzitacasaNo ratings yet
- Manual L.E. 225Document28 pagesManual L.E. 225rurouni7No ratings yet
- File 000096Document196 pagesFile 000096Wahyu PranataNo ratings yet
- Universite Batna 2 Mathéma6ques Et Informa6que Département: InformatiqueDocument2 pagesUniversite Batna 2 Mathéma6ques Et Informa6que Département: Informatiqueanwar apNo ratings yet
- Kinetic 1 PDFDocument13 pagesKinetic 1 PDFanwar apNo ratings yet
- Universite Batna 2 Mathéma3ques Et Informa3que Département: InformatiqueDocument2 pagesUniversite Batna 2 Mathéma3ques Et Informa3que Département: Informatiqueanwar apNo ratings yet
- Universite Batna 2 Mathéma6ques Et Informa6que Département: InformatiqueDocument2 pagesUniversite Batna 2 Mathéma6ques Et Informa6que Département: Informatiqueanwar apNo ratings yet
- YM2M3-Fondem & Outils Trav - CollaborDocument2 pagesYM2M3-Fondem & Outils Trav - Collaboranwar apNo ratings yet
- Plywood Candle Holder Laser Cutter Idea PDFDocument1 pagePlywood Candle Holder Laser Cutter Idea PDFanwar apNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument9 pagesDigital Patterns: Designed by Steve Goodanwar apNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument27 pagesDigital Patterns: Designed by Steve Goodanwar apNo ratings yet
- Wooden Gear Clock: Food Living Outside Play Technology WorkshopDocument6 pagesWooden Gear Clock: Food Living Outside Play Technology Workshopanwar apNo ratings yet
- Kinetic 1 PDFDocument13 pagesKinetic 1 PDFanwar apNo ratings yet
- Plywood Candle Holder Laser Cutter Idea PDFDocument1 pagePlywood Candle Holder Laser Cutter Idea PDFanwar apNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve Goodanwar apNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument27 pagesDigital Patterns: Designed by Steve Goodanwar apNo ratings yet
- Wooden Gear Clock: Food Living Outside Play Technology WorkshopDocument6 pagesWooden Gear Clock: Food Living Outside Play Technology Workshopanwar apNo ratings yet
- Build It Eindecker Plans Fullsize - R 1Document1 pageBuild It Eindecker Plans Fullsize - R 1anwar apNo ratings yet
- Build It Eindecker Plans TiledDocument15 pagesBuild It Eindecker Plans Tiledanwar apNo ratings yet
- Exhibitors Participated in ElecramaDocument4 pagesExhibitors Participated in ElecramaMujib AlamNo ratings yet
- Vehicule Util KubotaDocument11 pagesVehicule Util KubotaDerrien EnzoNo ratings yet
- ZX135 Parts ManualDocument304 pagesZX135 Parts ManualalabalaNo ratings yet
- Injection Timing Calculator 2020Document43 pagesInjection Timing Calculator 2020Tim JuddNo ratings yet
- PORT SURPLUS EQUIPMENTDocument13 pagesPORT SURPLUS EQUIPMENTNguyễn Hùng100% (1)
- Manual Tire Changer ACCU 5802 HPDocument68 pagesManual Tire Changer ACCU 5802 HPlilaupc0% (1)
- Vauxhall/Opel engine identification codes explainedDocument2 pagesVauxhall/Opel engine identification codes explainedGarry BlakeNo ratings yet
- Cub Cadet Parts Manual For Model Z Force 60 KW 17ai3agjDocument5 pagesCub Cadet Parts Manual For Model Z Force 60 KW 17ai3agjralph100% (43)
- PC f40b 04Document73 pagesPC f40b 04HuyNo ratings yet
- Vapor Trail Tech Manual EspañolDocument2 pagesVapor Trail Tech Manual EspañoljotadeNo ratings yet
- The Hardest Aircraft Engine Quiz You'll Take This Week BoldmethodDocument1 pageThe Hardest Aircraft Engine Quiz You'll Take This Week BoldmethodJohn ElangotNo ratings yet
- ZF 5055 NR2HDocument4 pagesZF 5055 NR2HJUNIOR OLIVONo ratings yet
- DocxDocument30 pagesDocxSaima Binte IkramNo ratings yet
- Aurel Vlaicu: Navigation SearchDocument6 pagesAurel Vlaicu: Navigation Searchm1haelaNo ratings yet
- WestinghouseDocument1 pageWestinghouseRETIFICA ITATIBANo ratings yet
- Re FWD BHUPINDER SINGH INS PDFDocument3 pagesRe FWD BHUPINDER SINGH INS PDFTajinder MaanNo ratings yet
- zoomlion-truck-QY100 HDocument16 pageszoomlion-truck-QY100 Hالبديري بهاءNo ratings yet
- Mock Test - Food Delivery AssociateDocument4 pagesMock Test - Food Delivery AssociaterajnishthakurblbNo ratings yet
- Toyota's MIS Enables Seamless Operations & Strategic Decision-MakingDocument12 pagesToyota's MIS Enables Seamless Operations & Strategic Decision-MakingMariaNo ratings yet
- Konica-Minolta - PagePro 4650en - PartsDocument39 pagesKonica-Minolta - PagePro 4650en - PartsJonathan LongNo ratings yet
- Research Proposal: Customer Attitude Towards "TATA NANO" On Present ScenarioDocument18 pagesResearch Proposal: Customer Attitude Towards "TATA NANO" On Present ScenarioDhaval RamiNo ratings yet
- 207 CCDocument15 pages207 CCEduardo OrizaNo ratings yet