You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- GTFM4 ManualDocument26 pagesGTFM4 ManualRobert MeglicNo ratings yet
- Hydraulicpressdesign PDFDocument11 pagesHydraulicpressdesign PDFPradeep RavalNo ratings yet
- WDL Ii: Weld Data LoggerDocument2 pagesWDL Ii: Weld Data LoggerRobert MeglicNo ratings yet
- BS7 PMC enDocument284 pagesBS7 PMC enRobert Meglic100% (1)
- Fronius TPS Operating InstructionsDocument142 pagesFronius TPS Operating Instructionsanas ansi100% (5)
- Fronius TPS Operating InstructionsDocument142 pagesFronius TPS Operating Instructionsanas ansi100% (5)
- Fronius Pricelist 2014Document424 pagesFronius Pricelist 2014Robert Meglic71% (7)
- FRONIUS Wire Feeder VR 7000 42,0426,0015, ENDocument56 pagesFRONIUS Wire Feeder VR 7000 42,0426,0015, ENRobert MeglicNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Project Report (Vending Machine)Document9 pagesProject Report (Vending Machine)Muhammad HamzaNo ratings yet
- 5 Wire Heater Tap DrawingDocument1 page5 Wire Heater Tap Drawingnaymyozaw zawNo ratings yet
- Safety, Convenience and ComfortDocument27 pagesSafety, Convenience and ComfortMohammed Khalis M I100% (1)
- Power-Star, US Patent #10666092Document16 pagesPower-Star, US Patent #10666092Shawn Paul BoikeNo ratings yet
- Quill BotDocument1 pageQuill Botsanthosh sheelamNo ratings yet
- SD50MTSW01EI SW Manual Eng RevE SW2 3 WDocument99 pagesSD50MTSW01EI SW Manual Eng RevE SW2 3 WAmr N KhNo ratings yet
- ANT-A19451817-1354 DatasheetDocument2 pagesANT-A19451817-1354 Datasheetcalin cataneanuNo ratings yet
- (IEEE) - Guide For Failure Investigation, Documentation, Analysis and Reporting For Power Transformers and Shunt Reactors PDFDocument84 pages(IEEE) - Guide For Failure Investigation, Documentation, Analysis and Reporting For Power Transformers and Shunt Reactors PDFTiago Amanda DiasNo ratings yet
- Reactor SchematicDocument1 pageReactor SchematicLuis MugaNo ratings yet
- Wireline 3Document154 pagesWireline 3William EvansNo ratings yet
- Installation & Maintenance ManualDocument80 pagesInstallation & Maintenance ManualcomphomeNo ratings yet
- Digital Communication (1000 MCQS)Document181 pagesDigital Communication (1000 MCQS)Md Siraj Uddin100% (2)
- Cona Wireless Door Bell - Google SearchDocument1 pageCona Wireless Door Bell - Google SearchprajithganeshNo ratings yet
- Electric Tow Tractor: SpecificationsDocument6 pagesElectric Tow Tractor: SpecificationsalfredNo ratings yet
- CW-4T SpeakerDocument2 pagesCW-4T SpeakerDavid CurkanNo ratings yet
- Nanomaterials 12 00485 v3Document34 pagesNanomaterials 12 00485 v3Asha JakharNo ratings yet
- EXA Series DetailsDocument88 pagesEXA Series Detailsmu khaledNo ratings yet
- 4 KW X-Band MagnetronDocument2 pages4 KW X-Band MagnetronRoyalNo ratings yet
- Is580 SeriesDocument151 pagesIs580 SeriesLam Nhat QuangNo ratings yet
- Service ManualDocument105 pagesService ManualSlaughterGirlNo ratings yet
- IEEE - C136.27 - 1996 Roadway and Tunnel Lighting EquipmentDocument10 pagesIEEE - C136.27 - 1996 Roadway and Tunnel Lighting EquipmentSamir MukhtarNo ratings yet
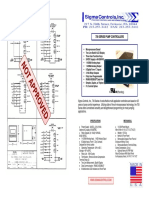
- 700 PC DS Pump ControllerDocument2 pages700 PC DS Pump ControllerOel NaubNo ratings yet
- Lexium 17D Series Servo Drive User Guide: ModiconDocument182 pagesLexium 17D Series Servo Drive User Guide: ModiconRodrigo DuarteNo ratings yet
- Sound Sources Used For Testing Open Office Components and SystemsDocument2 pagesSound Sources Used For Testing Open Office Components and SystemsNada KhlifNo ratings yet
- PVIV Test Solution: Typical I-V Test Configuration With Optional Equipment Shown. Solar Simulator Is Sold SeparatelyDocument4 pagesPVIV Test Solution: Typical I-V Test Configuration With Optional Equipment Shown. Solar Simulator Is Sold Separatelyluciano_gularteNo ratings yet
- DC PWM Motor Speed Controller: Circuit DiagramDocument2 pagesDC PWM Motor Speed Controller: Circuit DiagramarminNo ratings yet
- LU Package 32-Lead Plastic TQFP (5mm: (Reference LTC DWG # 05-08-1735 Rev Ø)Document1 pageLU Package 32-Lead Plastic TQFP (5mm: (Reference LTC DWG # 05-08-1735 Rev Ø)Denes MarschalkoNo ratings yet
- RD Dcu Digital Card UnitDocument2 pagesRD Dcu Digital Card UnitАнатолий РябухаNo ratings yet
- Study of Resonant Microstrip Antennas On Artificial Neural NetworksDocument6 pagesStudy of Resonant Microstrip Antennas On Artificial Neural NetworksresearchparksNo ratings yet
- Complete Electrical Theory & Design CalculationsDocument2 pagesComplete Electrical Theory & Design Calculationssalito mazaNo ratings yet