You might also like
- 2015 Article 4312Document10 pages2015 Article 4312Abdullah hussainNo ratings yet
- 3D Modelling of Multipass Welding of A 316L Stainless Steel Pipe-P. Duranton Et Al-2004Document7 pages3D Modelling of Multipass Welding of A 316L Stainless Steel Pipe-P. Duranton Et Al-2004Angelo GontijoNo ratings yet
- Eagar 069Document13 pagesEagar 069Eduardo PinheiroNo ratings yet
- Ijaerv13n1 33Document7 pagesIjaerv13n1 33design1No ratings yet
- Fulltext01 PDDocument7 pagesFulltext01 PDAbraham Dominguez SandovalNo ratings yet
- Li 2015Document16 pagesLi 2015Rasagya MishraNo ratings yet
- A Study To Achieve A Fine Surface Finish in Wire-EDM: Y.S. Liao, J.T. Huang, Y.H. ChenDocument7 pagesA Study To Achieve A Fine Surface Finish in Wire-EDM: Y.S. Liao, J.T. Huang, Y.H. ChenSrinivas DsNo ratings yet
- Experimental Determination of Thermal and Electrical Properties of Ni-Ti Shape Memory WiresDocument9 pagesExperimental Determination of Thermal and Electrical Properties of Ni-Ti Shape Memory WiresMicu CristiNo ratings yet
- A Study On Numerical Analysis of The Resistance Spot Welding ProcessDocument6 pagesA Study On Numerical Analysis of The Resistance Spot Welding Processkiran_wakchaureNo ratings yet
- Modeling and analysis of electro discharge machining of AISI 304 materialDocument10 pagesModeling and analysis of electro discharge machining of AISI 304 materialEric CookNo ratings yet
- Numerical Analysis of Arc Characteristics of Splitting Process Considering Ferromagnetic Plate in Low-Voltage Arc Chamber Yang2010Document7 pagesNumerical Analysis of Arc Characteristics of Splitting Process Considering Ferromagnetic Plate in Low-Voltage Arc Chamber Yang2010ElimyNo ratings yet
- FINITE-ELEMENT SOLUTION OF THE EDDY-CURRENT PROBLEMDocument11 pagesFINITE-ELEMENT SOLUTION OF THE EDDY-CURRENT PROBLEMpayalNo ratings yet
- Papazoglou 1982Document6 pagesPapazoglou 1982Loki TroliNo ratings yet
- 1442-Article Text-7685-1-10-20180211 PDFDocument10 pages1442-Article Text-7685-1-10-20180211 PDFWolveriine JimenezNo ratings yet
- Trupiano 2022 IOP Conf. Ser. - Mater. Sci. Eng. 1214 012023Document12 pagesTrupiano 2022 IOP Conf. Ser. - Mater. Sci. Eng. 1214 012023Amirhossein Shahidi NejadNo ratings yet
- Electrical_and_Thermal_Analysis_of_Single_ConductoDocument9 pagesElectrical_and_Thermal_Analysis_of_Single_Conductokhanhnd.hwNo ratings yet
- Numerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakDocument9 pagesNumerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakHarris DanielNo ratings yet
- Realization of 3D Electromagnetic and Thermal Analyzes of the Autotransformer by FEMDocument6 pagesRealization of 3D Electromagnetic and Thermal Analyzes of the Autotransformer by FEMAkash VermaNo ratings yet
- 2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual StressesDocument8 pages2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual Stressesguravshubham7777No ratings yet
- Calculation of Stray Losses and Temperature Distribution in Power Transformer Using Coupled Electromagnetic-Thermal Field AnalysisDocument6 pagesCalculation of Stray Losses and Temperature Distribution in Power Transformer Using Coupled Electromagnetic-Thermal Field AnalysisMallesh MadhuNo ratings yet
- Thangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036Document8 pagesThangaraju 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012036조기현No ratings yet
- A Finite Element Simulation of The Electroplating ProcessDocument4 pagesA Finite Element Simulation of The Electroplating ProcesstonymailinatorNo ratings yet
- PCB-integrated Metallic Thermal Micro-Actuators: Eniko T. Enikov, Kalin LazarovDocument7 pagesPCB-integrated Metallic Thermal Micro-Actuators: Eniko T. Enikov, Kalin LazarovKarthik RaoNo ratings yet
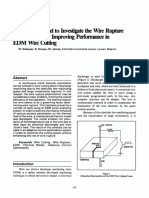
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Residual Stress Prediction and Measurement Techniques in WeldingDocument5 pagesResidual Stress Prediction and Measurement Techniques in WeldingAngelo GontijoNo ratings yet
- FEA TITLEDocument6 pagesFEA TITLEamd mhmNo ratings yet
- The Analysis of Expected Thermal Behaviour of MOA On A 110 KV Overhead Line Focusing in Particular The Risk of Thermal RunawayDocument6 pagesThe Analysis of Expected Thermal Behaviour of MOA On A 110 KV Overhead Line Focusing in Particular The Risk of Thermal RunawayPedro SalazarNo ratings yet
- 2nd PaperDocument11 pages2nd PaperGaurav PandeyNo ratings yet
- Finite Difference Simulation of Low Carbon Steel Manual Arc WeldingDocument8 pagesFinite Difference Simulation of Low Carbon Steel Manual Arc WeldingRami GhorbelNo ratings yet
- Paper 2Document12 pagesPaper 2Aisha ShaikhNo ratings yet
- Heat Transfer Through Fins of Complex Geometry: Rynek Energii January 2013Document40 pagesHeat Transfer Through Fins of Complex Geometry: Rynek Energii January 2013Mohammad HuzaifahNo ratings yet
- Investigation of Temperature and Residual StressesDocument10 pagesInvestigation of Temperature and Residual StressesNice place PlaceNo ratings yet
- Accurately Locate Transformer Hottest Spot TemperatureDocument6 pagesAccurately Locate Transformer Hottest Spot TemperaturekotaNo ratings yet
- ANN and fuzzy logic models for predicting weld residual stressDocument10 pagesANN and fuzzy logic models for predicting weld residual stressEsteban MerinoNo ratings yet
- Computer Simulation of Resistance Spot Welding in Aluminum: Part LDocument6 pagesComputer Simulation of Resistance Spot Welding in Aluminum: Part LShaoyu WangNo ratings yet
- Three-Dimensional Transient Sealing Analysis of The Bolted Flange Connections of Reactor Pressure VesselDocument9 pagesThree-Dimensional Transient Sealing Analysis of The Bolted Flange Connections of Reactor Pressure VesselMarek AdamczykNo ratings yet
- 6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysDocument12 pages6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysMuhammad Umer Farooq AwanNo ratings yet
- SilvaPereira2019 Article ImplementationOfWeavePatternsBDocument11 pagesSilvaPereira2019 Article ImplementationOfWeavePatternsBoscar bohorquezNo ratings yet
- Physics of Ferroelectric Nonvolatile Memory FETDocument13 pagesPhysics of Ferroelectric Nonvolatile Memory FETnewgeneration0% (1)
- Selected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarDocument6 pagesSelected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarHusnainNo ratings yet
- Thermal Calculation of Covered Conductor For Overhead Lines: Vikharev Ⱥ.P., Repkin D.Ⱥ., Repkina N.GDocument4 pagesThermal Calculation of Covered Conductor For Overhead Lines: Vikharev Ⱥ.P., Repkin D.Ⱥ., Repkina N.GRahul VermaNo ratings yet
- Estimation of Effect of Process Parameters On Temperature, Thermal and Residual Stresses in Edmed Aisi D2 Steel ComponentsDocument6 pagesEstimation of Effect of Process Parameters On Temperature, Thermal and Residual Stresses in Edmed Aisi D2 Steel ComponentsJose Velasquez TeranNo ratings yet
- 1 s2.0 S2212827119307875 MainDocument6 pages1 s2.0 S2212827119307875 MainLuis Gerardo Chavez CovarrubiasNo ratings yet
- Application of Jiles-Atherton Model in Description of Temperature Characteristics of Magnetic CoreDocument9 pagesApplication of Jiles-Atherton Model in Description of Temperature Characteristics of Magnetic Corewaael abdulhassanNo ratings yet
- Design and Simulation of A Spot Welding Process: February 2019Document7 pagesDesign and Simulation of A Spot Welding Process: February 2019Abdullah hussainNo ratings yet
- Numerical Electromagnetic Field Analysis Tower Surge ResponseDocument6 pagesNumerical Electromagnetic Field Analysis Tower Surge ResponseAdalberto JuniorNo ratings yet
- Heat Drain Device For Ultrasound Imaging ProbesDocument7 pagesHeat Drain Device For Ultrasound Imaging ProbesTung ManhNo ratings yet
- Analysis of Electric Field of HV Lead in Ultra High Voltage Power TransformerDocument4 pagesAnalysis of Electric Field of HV Lead in Ultra High Voltage Power TransformeribrahimNo ratings yet
- Analysis On Thermal Character of Interface Between Rail and Armature For Electromagnetic RailgunDocument5 pagesAnalysis On Thermal Character of Interface Between Rail and Armature For Electromagnetic RailgunSaravana Kumar M NNo ratings yet
- Reliability Assessment of Flip-Chip Assemblies With Lead-Free Solder JointsDocument10 pagesReliability Assessment of Flip-Chip Assemblies With Lead-Free Solder JointsMarceloMiNo ratings yet
- 2017 - An Improved Prediction of Residual Stresses and Dist - 2017 - Computational MateDocument13 pages2017 - An Improved Prediction of Residual Stresses and Dist - 2017 - Computational MateSachin SinghNo ratings yet
- Dynamic Thermal Rating of Electric Cables A Conceptual OverviewDocument6 pagesDynamic Thermal Rating of Electric Cables A Conceptual OverviewJiancheng ChenNo ratings yet
- Applied Mathematical Modelling: Sameh S. HabibDocument11 pagesApplied Mathematical Modelling: Sameh S. HabibRamesh PandaNo ratings yet
- Design Methodology For Undersea Umbilical CablesDocument9 pagesDesign Methodology For Undersea Umbilical CablesAlaeddineNo ratings yet
- Dynamic Thermal Analysis of Cable Insulation Improves Dynamic Rating AccuracyDocument12 pagesDynamic Thermal Analysis of Cable Insulation Improves Dynamic Rating Accuracyوهيبه بكرNo ratings yet
- Condition Monitoring of Discharged Zno Surge Arrester On Temperature Distribution Under Various Design ConditionsDocument4 pagesCondition Monitoring of Discharged Zno Surge Arrester On Temperature Distribution Under Various Design ConditionsLucho RufoNo ratings yet
- Fracture Mechanics of Piezoelectric Materials - A ReviewDocument18 pagesFracture Mechanics of Piezoelectric Materials - A ReviewRasagya MishraNo ratings yet
- ArticleDocument10 pagesArticletalleb hakeimNo ratings yet
- High-Frequency Eddy Current Conductivity Spectroscopy For Residual Stress Profiling in Surface-Treated Nickel-Base SuperalloysDocument14 pagesHigh-Frequency Eddy Current Conductivity Spectroscopy For Residual Stress Profiling in Surface-Treated Nickel-Base SuperalloysDownNo ratings yet
- Multidisciplinary Optimization For SpotDocument1 pageMultidisciplinary Optimization For SpotAbdullah hussainNo ratings yet
- Design and Simulation of A Spot Welding Process: February 2019Document7 pagesDesign and Simulation of A Spot Welding Process: February 2019Abdullah hussainNo ratings yet
- 07 - Chapter 1Document8 pages07 - Chapter 1Abdullah hussainNo ratings yet
- 07 - Chapter 1Document8 pages07 - Chapter 1Abdullah hussainNo ratings yet
- TeachersmanDocument111 pagesTeachersmandhaval8patel67% (18)
- TeachersmanDocument111 pagesTeachersmandhaval8patel67% (18)
- Oshima & Hogue 2014 Answer KeyDocument27 pagesOshima & Hogue 2014 Answer KeyDUng Manh33% (3)
- TeachersmanDocument111 pagesTeachersmandhaval8patel67% (18)
- TeachersmanDocument111 pagesTeachersmandhaval8patel67% (18)
- Manufacturing Processes (Sme 2713) : Rozaimi Mohd SaadDocument34 pagesManufacturing Processes (Sme 2713) : Rozaimi Mohd SaadMuhammad HaziqNo ratings yet
- Cathodic Protection System MMO Grid of Tank Quality Control and Inspection Report FormDocument5 pagesCathodic Protection System MMO Grid of Tank Quality Control and Inspection Report Formjamal2877No ratings yet
- Automatic portable spot welding machineDocument24 pagesAutomatic portable spot welding machinekeerthanaNo ratings yet
- Body Repairs General Body RepairsDocument87 pagesBody Repairs General Body RepairsergdegNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- 6.4 Stresses in Welded Joints in BendingDocument19 pages6.4 Stresses in Welded Joints in BendingAhmed SalehNo ratings yet
- Facilities Assignment 1-2-2015Document2 pagesFacilities Assignment 1-2-2015Xnort G. Xwest0% (1)
- Automatic Spot Welding MachineDocument65 pagesAutomatic Spot Welding MachineBaranishankarNo ratings yet
- Electrical Experimenter Vol 68Document84 pagesElectrical Experimenter Vol 68robasi100% (2)
- CH 29Document13 pagesCH 29CristianNo ratings yet
- IVECO graphic representation heat joined metal elementsDocument37 pagesIVECO graphic representation heat joined metal elementsRodolfo NallisNo ratings yet
- Base of Body Repair: Group 9Document50 pagesBase of Body Repair: Group 9Toponari MedveNo ratings yet
- Simboluri SuduriDocument32 pagesSimboluri SuduriGabriel MateiNo ratings yet
- Whats New Simufact - Forming 14.0 en PDFDocument57 pagesWhats New Simufact - Forming 14.0 en PDFTruong Tat TaiNo ratings yet
- Basic Joints & Blueprint ReadingDocument132 pagesBasic Joints & Blueprint Readingtranng100% (1)
- KST ServoGun Basic 30 en PDFDocument210 pagesKST ServoGun Basic 30 en PDFDavid A. GaribayNo ratings yet
- Manual ELECTRODOS LINCOLNDocument48 pagesManual ELECTRODOS LINCOLNLeyniz York Arias LlanosNo ratings yet
- Spot WeldingDocument15 pagesSpot WeldingLívia RodriguesNo ratings yet
- 1 Purpose: Resistance Spot Welding GuidelineDocument45 pages1 Purpose: Resistance Spot Welding GuidelinealdairlopesNo ratings yet
- TP 108 15AllAboutTemp Plate PDFDocument56 pagesTP 108 15AllAboutTemp Plate PDFKyriakos MichalakiNo ratings yet
- Ass#4 - Fall 2017 (Q)Document3 pagesAss#4 - Fall 2017 (Q)Omar BahgatNo ratings yet
- DocxDocument110 pagesDocxAizel Jeong Aizel JeongNo ratings yet
- Joining Methods and ERW Spot Welding ProcessDocument92 pagesJoining Methods and ERW Spot Welding ProcessHimanshu MishraNo ratings yet
- Spot Welding ParametersDocument12 pagesSpot Welding ParametersGabriel Rojas ValenzuelaNo ratings yet
- Optimization of The Welding Parameters in Resistance Spot WeldingDocument6 pagesOptimization of The Welding Parameters in Resistance Spot WeldingIAEME PublicationNo ratings yet
- Rev1 General Heat Treatment Procedure PDFDocument45 pagesRev1 General Heat Treatment Procedure PDFLeah LarsonNo ratings yet
- 3welding AllDocument82 pages3welding AlljyothilalNo ratings yet
- Resistance Welding ProcessesDocument17 pagesResistance Welding ProcessesRamoji Aditya CharyNo ratings yet
- Shotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Document25 pagesShotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Đông NguyễnNo ratings yet
- MCQ On Advance Welding (Harshdeep Rai and Hassan Immam)Document35 pagesMCQ On Advance Welding (Harshdeep Rai and Hassan Immam)Handu100% (1)