You might also like
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Iso 8503 4Document11 pagesIso 8503 4AfetNo ratings yet
- Alloy286 - ASTM A453 660 DatasheetDocument2 pagesAlloy286 - ASTM A453 660 Datasheetn1ghtfallNo ratings yet
- Microstructural Analyses of Grain Boundary Carbides of Tempered MartensiteDocument9 pagesMicrostructural Analyses of Grain Boundary Carbides of Tempered Martensitejose antonioNo ratings yet
- En Iso 14732 2013 Welding OperatorsDocument22 pagesEn Iso 14732 2013 Welding OperatorsjesoneliteNo ratings yet
- EN ISO 15792-1 (2008) A1 (2011) (E) CodifiedDocument3 pagesEN ISO 15792-1 (2008) A1 (2011) (E) CodifiedQuality Team50% (2)
- Jig Bushes and LinersDocument2 pagesJig Bushes and LinersVinod GuptaNo ratings yet
- Astm G 101Document8 pagesAstm G 101El_Proesor100% (1)
- Is.10742.1983 Gun Metal Rods & BarsDocument13 pagesIs.10742.1983 Gun Metal Rods & Barsjra9090No ratings yet
- Copper CatalogDocument2 pagesCopper CatalogYogesh AnapNo ratings yet
- Iso 10684 Hot Dip Galvanized Fasteners PDFDocument27 pagesIso 10684 Hot Dip Galvanized Fasteners PDFcilacapNo ratings yet
- BS en 26704-1991 (1999) Iso 6704-1982Document12 pagesBS en 26704-1991 (1999) Iso 6704-1982GT-LUCAS BARCINo ratings yet
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDocument3 pagesHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessMarcelo BarretosNo ratings yet
- Mss sp-06Document6 pagesMss sp-06Mhand AmsNo ratings yet
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- Multipoint Socket Profile VW 010 43: KonzernnormDocument4 pagesMultipoint Socket Profile VW 010 43: KonzernnormRicardo Vitoriano100% (1)
- ChosunDocument201 pagesChosunsanketpavi21No ratings yet
- 350xt Data Sheet EnglishDocument1 page350xt Data Sheet Englishanon_726020506No ratings yet
- Evaluation of AISI 4140 Steel Repair Without Post-WeldDocument8 pagesEvaluation of AISI 4140 Steel Repair Without Post-WeldVidaurriNo ratings yet
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNo ratings yet
- En 10139Document2 pagesEn 10139releone11No ratings yet
- CMT Short Circuit Metal TransferDocument3 pagesCMT Short Circuit Metal Transferkarthick32mechNo ratings yet
- Copper - Alloys - Properties and Applications - ChapterDocument5 pagesCopper - Alloys - Properties and Applications - ChapterJavier RodenasNo ratings yet
- Amersham 880 Delta Manual PDFDocument88 pagesAmersham 880 Delta Manual PDFRussell ClarkNo ratings yet
- Australian Standard®Document10 pagesAustralian Standard®Syed Mahmud Habibur Rahman0% (1)
- Steel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Document10 pagesSteel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Sama UmateNo ratings yet
- Er 80 S GDocument2 pagesEr 80 S Gabhics67No ratings yet
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Document16 pagesVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraNo ratings yet
- Iso Fdis15614 13 2021Document24 pagesIso Fdis15614 13 2021arabsniperNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- SteelDocument44 pagesSteelDevendra SinghNo ratings yet
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocument7 pages11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekNo ratings yet
- Dokumen - Tips - Ansi Aws c18 93r Guide For The Protection of Steel With Thermal Sprayed Coatings PDFDocument43 pagesDokumen - Tips - Ansi Aws c18 93r Guide For The Protection of Steel With Thermal Sprayed Coatings PDFchepurthiNo ratings yet
- ISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesDocument9 pagesISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesLe Van TamNo ratings yet
- Inconel (Fases) PDFDocument81 pagesInconel (Fases) PDFAina JonezNo ratings yet
- En 10140-2006Document14 pagesEn 10140-2006KaanMertNo ratings yet
- Jis B1171 1996Document15 pagesJis B1171 1996TUAN NGUYEN VANNo ratings yet
- Iso 4948 1 1982Document4 pagesIso 4948 1 1982surya zenNo ratings yet
- Saej402v002 PDFDocument8 pagesSaej402v002 PDFLuis LujanoNo ratings yet
- M. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Document197 pagesM. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Mothafukin MorrisseyNo ratings yet
- V-Belt: Design ManualDocument102 pagesV-Belt: Design ManualCARLOS OLIVEROSNo ratings yet
- Disclosure To Promote The Right To InformationDocument34 pagesDisclosure To Promote The Right To InformationSainath AmudaNo ratings yet
- Angle Gloss MeterDocument4 pagesAngle Gloss Meterlisun008No ratings yet
- prEN 14700-FD-2013-11-Consumiveis para Revestimentos DurosDocument15 pagesprEN 14700-FD-2013-11-Consumiveis para Revestimentos DurosRicardo FernandesNo ratings yet
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- ArcelorMittal DOMSpecsDocument12 pagesArcelorMittal DOMSpecsAnurag DixitNo ratings yet
- Sae Ams 2759-1e-2014Document13 pagesSae Ams 2759-1e-2014Reza NooriNo ratings yet
- B2M1C STDDocument2 pagesB2M1C STDSantosh KumarNo ratings yet
- BS en 26157-1-1992Document18 pagesBS en 26157-1-1992islamfarag2No ratings yet
- Corri DurDocument2 pagesCorri DurStuartNo ratings yet
- QB 11920999Document41 pagesQB 11920999matej princesNo ratings yet
- International Standard: Metallic Materials - Determination of Plane-Strain Fracture ToughnessDocument8 pagesInternational Standard: Metallic Materials - Determination of Plane-Strain Fracture ToughnessPaquita LonddonNo ratings yet
- Laser Beam Welding Under Vacuum of High Grade MaterialsDocument11 pagesLaser Beam Welding Under Vacuum of High Grade MaterialsSudhakar LavuriNo ratings yet
- BS en Iso 9013 - 2003Document4 pagesBS en Iso 9013 - 2003OteloElMoroNo ratings yet
- Mil C 26074eDocument11 pagesMil C 26074edharlanuctcomNo ratings yet
- Engineering Fracture DesignFrom EverandEngineering Fracture DesignH. LiebowitzNo ratings yet
- International Standard: First Edition 1988-02-01Document12 pagesInternational Standard: First Edition 1988-02-01Rajesh ThakurNo ratings yet
- Iso 8503-2 (1988) - eDocument6 pagesIso 8503-2 (1988) - eRICARDO SANTOSNo ratings yet
- UK Student VisaDocument24 pagesUK Student VisaRajesh ThakurNo ratings yet
- Covid-19 Q&ADocument10 pagesCovid-19 Q&AAjay_mane22No ratings yet
- Pipe Schedule and Thickness PDFDocument2 pagesPipe Schedule and Thickness PDFskychurch100% (1)
- CSWIP 3.1 - Welding Inspector WIS5 (2017)Document699 pagesCSWIP 3.1 - Welding Inspector WIS5 (2017)reezman96% (69)
- Steam Turbine Buy OnkarDocument965 pagesSteam Turbine Buy OnkarSandip Kumar100% (5)
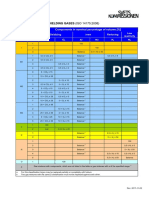
- Classification of Shielding GasesDocument2 pagesClassification of Shielding GasesshivendrakumarNo ratings yet
- BPVC Ix QW-483Document2 pagesBPVC Ix QW-483ganesh82No ratings yet
- Nelson Nelweld Operating ManualDocument69 pagesNelson Nelweld Operating ManualCarlos Lluen AquinoNo ratings yet
- Mock Up Testing BrochureDocument5 pagesMock Up Testing BrochurePankaj MunjalNo ratings yet
- CSWIP Day 1Document71 pagesCSWIP Day 1Les D ChavezNo ratings yet
- MisalignmentDocument44 pagesMisalignmentRajesh ThakurNo ratings yet
- Effect of Tio2 Enriched Uxes On The Bead Geometry, Grain Size and Hardness in Submerged Arc WeldsDocument14 pagesEffect of Tio2 Enriched Uxes On The Bead Geometry, Grain Size and Hardness in Submerged Arc WeldsRajesh ThakurNo ratings yet
- AWS N-9 Stud Welding Procedure Specification (WPS) FormDocument1 pageAWS N-9 Stud Welding Procedure Specification (WPS) FormNatalia StarkNo ratings yet
- BOHLER - Submerged+Arc+Welding+Fluxes+and+WiresDocument24 pagesBOHLER - Submerged+Arc+Welding+Fluxes+and+WiresBernardo BardottNo ratings yet
- Tube Pullout Testing Experience - Final PaperDocument9 pagesTube Pullout Testing Experience - Final PaperRavi AbuwalaNo ratings yet
- 6.0 List of Qualified WeldersDocument1 page6.0 List of Qualified WeldersRajesh ThakurNo ratings yet
- 09 MRN E 7018-1 (2.5 MM) - AWSDocument1 page09 MRN E 7018-1 (2.5 MM) - AWSRajesh ThakurNo ratings yet
- 6.2 WQT-2020-EU-121-09 (Lakhvir Singh)Document2 pages6.2 WQT-2020-EU-121-09 (Lakhvir Singh)Rajesh ThakurNo ratings yet
- Mock Up Testing BrochureDocument5 pagesMock Up Testing BrochurePankaj MunjalNo ratings yet
- 6.1 WQT-2020-EU-121-09 (Lakhvir Singh) PDFDocument2 pages6.1 WQT-2020-EU-121-09 (Lakhvir Singh) PDFRajesh ThakurNo ratings yet
- 09 MRN E 7018-1 (2.5 MM) - AWSDocument1 page09 MRN E 7018-1 (2.5 MM) - AWSRajesh ThakurNo ratings yet
- 5.0 WPS Index PDFDocument1 page5.0 WPS Index PDFRajesh ThakurNo ratings yet
- SML 6 Week TRAINING PDFDocument28 pagesSML 6 Week TRAINING PDFRajesh ThakurNo ratings yet
- Welding Manual: Cheema Boilers LimitedDocument19 pagesWelding Manual: Cheema Boilers LimitedRajesh ThakurNo ratings yet
- 5.0 WPS IndexDocument1 page5.0 WPS IndexRajesh ThakurNo ratings yet
- Training Report UE89068Document144 pagesTraining Report UE89068Rajesh ThakurNo ratings yet
- ISO - 8503-1 - 1988 Surface ProfileDocument8 pagesISO - 8503-1 - 1988 Surface ProfileWahyu IrwansyahNo ratings yet
- International Standard: First Edition 1988-02-01Document12 pagesInternational Standard: First Edition 1988-02-01Rajesh ThakurNo ratings yet
- International StandardDocument12 pagesInternational StandardRajesh ThakurNo ratings yet
- Make Your Own Sculpting ToolsDocument128 pagesMake Your Own Sculpting Toolspodfiughdopasfgh89% (19)
- Karya Silix Product Catalog All LR140917Document24 pagesKarya Silix Product Catalog All LR140917KakasNo ratings yet
- Universiti Teknologi Mara Lab 1Document11 pagesUniversiti Teknologi Mara Lab 1Ilman Faiq67% (9)
- KNOC - Surface Pre and Painting ProcedureDocument32 pagesKNOC - Surface Pre and Painting Procedureminhhieu.qc100% (1)
- Abrasives PDFDocument61 pagesAbrasives PDFSimoun FeirNo ratings yet
- Cummins CP83 Series OM 556 PáginasDocument556 pagesCummins CP83 Series OM 556 Páginassebastian velasquez100% (1)
- Garnet 80: in Bound Form, 0,1% Free SilicaDocument1 pageGarnet 80: in Bound Form, 0,1% Free SilicaFreddy Carl FredricksenNo ratings yet
- FS CatalogueDocument371 pagesFS CatalogueFrederick WilliamsNo ratings yet
- Rex-Cut CatalogDocument36 pagesRex-Cut CatalogBepdjNo ratings yet
- 514 - Painting of Structural Steel (2012) PDFDocument21 pages514 - Painting of Structural Steel (2012) PDFDanilo de JurasNo ratings yet
- Coatings For Abrasive Service: Courtesy of Sulzer Metco Coating ServicesDocument4 pagesCoatings For Abrasive Service: Courtesy of Sulzer Metco Coating ServicesTheerayootNo ratings yet
- Bti Katalog Drilling Sawing Grinding CuttingDocument120 pagesBti Katalog Drilling Sawing Grinding CuttingCitac_1No ratings yet
- Aviation Maintenance Company Maintenance Repair Main, Forward, or Aft Fuel Cell Outer Coating (Left or Right) ALLDocument5 pagesAviation Maintenance Company Maintenance Repair Main, Forward, or Aft Fuel Cell Outer Coating (Left or Right) ALLhichamNo ratings yet
- Nomenclature of Grinding WheelDocument9 pagesNomenclature of Grinding WheelRonak HadiyaNo ratings yet
- SOP For Abrasive WheelsDocument7 pagesSOP For Abrasive WheelsShreedharNo ratings yet
- Gajra Gears Summer Training ReportDocument54 pagesGajra Gears Summer Training ReportLee Dunn100% (3)
- Krishna Engineering College Department of Mechanical EngineeringDocument4 pagesKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNo ratings yet
- Ijpi 3 2 63 67Document5 pagesIjpi 3 2 63 67Rabiatul AdawiyahNo ratings yet
- Surface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsDocument6 pagesSurface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsManolo CastilloNo ratings yet
- Carbide Inserts Wear Failure ModesDocument7 pagesCarbide Inserts Wear Failure ModesJo MarbeNo ratings yet
- Chemflake SpecialDocument10 pagesChemflake SpecialNabeel K SNo ratings yet
- Plastic Steel® 5-Minute® Putty (SF) : Technical Data SheetDocument2 pagesPlastic Steel® 5-Minute® Putty (SF) : Technical Data SheetEcosuministros ColombiaNo ratings yet
- Blasting and Painting ProcedureDocument9 pagesBlasting and Painting Procedureisukuru67% (12)
- Containment and Blasting ProcedureDocument20 pagesContainment and Blasting ProcedureEzemeh NigeriaNo ratings yet
- Two Striper Ref Guide A4Document16 pagesTwo Striper Ref Guide A4sealion72No ratings yet
- Viscotaq Application Manual English April 2011 PDFDocument40 pagesViscotaq Application Manual English April 2011 PDFhenry307No ratings yet
- Abstract & IntroductionDocument11 pagesAbstract & Introductionafnanhanany50% (2)
- CTS Carrier PDFDocument786 pagesCTS Carrier PDFGarcia Jihoo ReneNo ratings yet
- Job Safety Analysis 2Document44 pagesJob Safety Analysis 2SUKhan100% (2)
- Milling of Paddy CultivationDocument13 pagesMilling of Paddy CultivationSadhan PadhiNo ratings yet