You might also like
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- Water in Cracked Gas Dryer Vessel Outlets: Application NoteDocument2 pagesWater in Cracked Gas Dryer Vessel Outlets: Application Noteluciole60No ratings yet
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIDocument4 pages2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiNo ratings yet
- Sulphur Magazine - Mar-Apr 2013 - Preventing Corrosion in Sulphur Storage TanksDocument6 pagesSulphur Magazine - Mar-Apr 2013 - Preventing Corrosion in Sulphur Storage TanksmarraezNo ratings yet
- Gas Liquid Separation Technology PDFDocument24 pagesGas Liquid Separation Technology PDFnodyyyNo ratings yet
- Polybed PSADocument2 pagesPolybed PSAJeEJyZaNo ratings yet
- Sulfur Burning Processes and Acid Plant DDocument4 pagesSulfur Burning Processes and Acid Plant DacckypenrynNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- 2 - Acid Gas TreatmentDocument73 pages2 - Acid Gas TreatmentAn Lê TrườngNo ratings yet
- Isomerization: High Octane C /C Cuts Via Isomerization ProcessesDocument2 pagesIsomerization: High Octane C /C Cuts Via Isomerization Processesvu anh ducNo ratings yet
- Paper 10 - Catalyst CatastrophesDocument16 pagesPaper 10 - Catalyst CatastrophesArsalan QadirNo ratings yet
- Oxygen Enrichment FundamentalsDocument15 pagesOxygen Enrichment FundamentalsahmadNo ratings yet
- Caustic Scrubber Designs For Refinery Gases ComplDocument28 pagesCaustic Scrubber Designs For Refinery Gases ComplTaniadi SuriaNo ratings yet
- H2 PSA SlidesDocument16 pagesH2 PSA SlidesCristian TorrezNo ratings yet
- Sulfur Magazine Ideas For Better Clean Up Jan 09Document0 pagesSulfur Magazine Ideas For Better Clean Up Jan 09Bharat VaajNo ratings yet
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocument20 pagesGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNo ratings yet
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- Desulphurzation of Hydrocarbon Final MDFDocument26 pagesDesulphurzation of Hydrocarbon Final MDFMuhammad Abuzar Siddiqi100% (1)
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDocument28 pagesDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNo ratings yet
- Cara Menentukan Ukuran Steam TrapDocument5 pagesCara Menentukan Ukuran Steam TraprafiradityaNo ratings yet
- Atmospheric CO2 To MethanolDocument16 pagesAtmospheric CO2 To MethanolMUTHU KESHAV KNo ratings yet
- Integrated Gasification Combined Cycle: Acid Gas RemovalDocument3 pagesIntegrated Gasification Combined Cycle: Acid Gas RemovaljuhriloverNo ratings yet
- TSPenex ProcessDocument2 pagesTSPenex Processstavros7100% (1)
- Vapour Pressure DataDocument44 pagesVapour Pressure Dataramsrivatsan50% (2)
- FCC GCU Stripper RevampDocument5 pagesFCC GCU Stripper RevampRavi NookalaNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- 2.1. 101d-01-Ksc Rev.1 Product BrochureDocument9 pages2.1. 101d-01-Ksc Rev.1 Product BrochurePradipta GiarNo ratings yet
- Merox & HydrotreatmentDocument18 pagesMerox & HydrotreatmentLuis Acid100% (1)
- KM 111Document12 pagesKM 111Jak AshishNo ratings yet
- Mercaptent Removal PDFDocument3 pagesMercaptent Removal PDFMo Os100% (1)
- I. Fungsi Propylene Recovery UnitDocument25 pagesI. Fungsi Propylene Recovery Unitars danuNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Part II Cases of Piperazine-Activated MDEA and Generic MDEADocument2 pagesPart II Cases of Piperazine-Activated MDEA and Generic MDEAShailesh LohareNo ratings yet
- BF-9201 US F-200 DatasheetDocument3 pagesBF-9201 US F-200 DatasheetNguyễn Kim HùngNo ratings yet
- WSAC Alternative To CWDocument47 pagesWSAC Alternative To CWweweqweqwNo ratings yet
- New Sulfur Melting Technology Mark Gilbreath - USADocument51 pagesNew Sulfur Melting Technology Mark Gilbreath - USARenalyn Torio100% (1)
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 pagesMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNo ratings yet
- Catalytic Role of Process Dust in SO2-To-SO3 ConveDocument9 pagesCatalytic Role of Process Dust in SO2-To-SO3 ConveabderrahimnNo ratings yet
- 2000 Ifa Neworleans GobbitDocument14 pages2000 Ifa Neworleans GobbitFajar ZonaNo ratings yet
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonDocument17 pages6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesNo ratings yet
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODocument7 pagesDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniNo ratings yet
- NGL Fractionation Part 1 483KBDocument4 pagesNGL Fractionation Part 1 483KBlutfi awnNo ratings yet
- Steam Reforming Carbon FormationDocument26 pagesSteam Reforming Carbon FormationBilalNo ratings yet
- SulphurDocument15 pagesSulphurSusbsisvNo ratings yet
- Advanced Recycle Paraffin Isomersation TechnologyDocument8 pagesAdvanced Recycle Paraffin Isomersation TechnologytungksnbNo ratings yet
- Ammonia Synthesis Material Balence CalulDocument1 pageAmmonia Synthesis Material Balence CalulDhruv RanaNo ratings yet
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- IntercambiadorDocument2 pagesIntercambiadorIr Go JarNo ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- SCHAUM Et Al Ny Phosphorus Recovery From Sewage Sludge AshDocument8 pagesSCHAUM Et Al Ny Phosphorus Recovery From Sewage Sludge AshMir Hasib Ul LatifNo ratings yet
- Brochure Ms Adsorbents PDFDocument8 pagesBrochure Ms Adsorbents PDFHaggy Prabu MargandhiNo ratings yet
- RefineryWide Sim HEMag March PDFDocument3 pagesRefineryWide Sim HEMag March PDFnaraNJORNo ratings yet
- Technical - Data - Sheet - Catalyst - HR 538Document1 pageTechnical - Data - Sheet - Catalyst - HR 538mohsen ranjbarNo ratings yet
- Siemens Zimpro - Wet Air OxidationDocument8 pagesSiemens Zimpro - Wet Air OxidationGorden DryginNo ratings yet
- 05-Catalyst DeactivationDocument17 pages05-Catalyst DeactivationSaleem ChohanNo ratings yet
- Strategies For Reducing Start-Up Emissions From Sulfuric Acid PlantsDocument19 pagesStrategies For Reducing Start-Up Emissions From Sulfuric Acid PlantsAbu Izzan Al BunyNo ratings yet
- Understand Temperature Change in Process Stream MixingDocument6 pagesUnderstand Temperature Change in Process Stream MixingAnonymous 1XHScfCINo ratings yet
- Ethylene Production PDFDocument28 pagesEthylene Production PDFMariam AsgharNo ratings yet
- Uop Benfield Datasheet PDFDocument2 pagesUop Benfield Datasheet PDFArya YudistiraNo ratings yet
- Guide To Refinery ProcessDocument130 pagesGuide To Refinery Processsrisuin33% (3)
- Review of The Rebound Hammer Method-1Document26 pagesReview of The Rebound Hammer Method-1Mr. Jitender KumarNo ratings yet
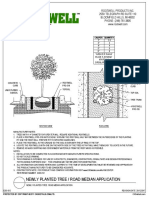
- Newly Planted Tree / Road Median ApplicationDocument1 pageNewly Planted Tree / Road Median ApplicationmooolkaNo ratings yet
- Constructing A Project PlanDocument2 pagesConstructing A Project Planmariz angel d dagodogNo ratings yet
- 1977 The Reactive Agility TestDocument6 pages1977 The Reactive Agility TestJessica Sepúlveda SalasNo ratings yet
- Examples V4.1 PDFDocument39 pagesExamples V4.1 PDFgerNo ratings yet
- Rizal MidtermsDocument15 pagesRizal MidtermsJerick JusayNo ratings yet
- DYNAMIC MODELLING AND CONTROL OF A 3-DOF PLANAR PARALLEL ROBOTIC (XYthetaZ MOTION) PLATFORMDocument10 pagesDYNAMIC MODELLING AND CONTROL OF A 3-DOF PLANAR PARALLEL ROBOTIC (XYthetaZ MOTION) PLATFORMVinoth VenkatesanNo ratings yet
- Lab 10 InterferenceDocument5 pagesLab 10 InterferenceSarin TumtongNo ratings yet
- Pip Delete This DirectoryDocument1 pagePip Delete This DirectoryAnurag SemwalNo ratings yet
- Curva Desempeño - Folleto - Power Flo - IIDocument2 pagesCurva Desempeño - Folleto - Power Flo - IIHenry MartinezNo ratings yet
- Watson 2015Document5 pagesWatson 2015Perlyn Del Pilar OduyaNo ratings yet
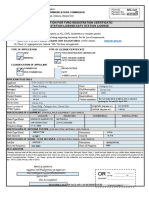
- Form No. NTC 1 22 Application For Tvro Renewal SignedDocument1 pageForm No. NTC 1 22 Application For Tvro Renewal SignedAmor LicudoNo ratings yet
- Music and IQDocument10 pagesMusic and IQh.kaviani88No ratings yet
- Datasheet: TV10S 335-11Z-M20Document6 pagesDatasheet: TV10S 335-11Z-M20Dayglis CostaNo ratings yet
- Rec1967 124Document70 pagesRec1967 124anaghaNo ratings yet
- 839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FDocument1 page839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FlilbouyinNo ratings yet
- Brainstorming and OutliningDocument7 pagesBrainstorming and OutliningWalter Evans LasulaNo ratings yet
- Updating Your Operating System To Oracle Solaris 11.4Document8 pagesUpdating Your Operating System To Oracle Solaris 11.4errr33No ratings yet
- 20.29 147192 (CM9383)Document10 pages20.29 147192 (CM9383)marcelo sampaioNo ratings yet
- The Old Ossetic Inscription From The River Zelenčuk,: Achtung!Document4 pagesThe Old Ossetic Inscription From The River Zelenčuk,: Achtung!gippertNo ratings yet
- Report 1 Water Quality Test TTS 301115 FinishedDocument9 pagesReport 1 Water Quality Test TTS 301115 FinishedJeana Lew SCNo ratings yet
- TKL Pump - Data - SheetDocument1 pageTKL Pump - Data - Sheetธนาชัย เต็งจิรธนาภาNo ratings yet
- Bending Moment PresentationDocument21 pagesBending Moment PresentationRiethanelia UsunNo ratings yet
- HP-AN200-2 - Fundamentals of Quartz OscillatorsDocument28 pagesHP-AN200-2 - Fundamentals of Quartz Oscillatorssirjole7584100% (1)
- Natural Science Tech Matter Materials Processing Mat Processed MaterialsDocument8 pagesNatural Science Tech Matter Materials Processing Mat Processed MaterialsRaeesa SNo ratings yet
- Aravindhan PT CV CSWIP TrainerDocument4 pagesAravindhan PT CV CSWIP TrainerGanesan RamamoorthyNo ratings yet
- The Cost of Information Security Management in Offshore SMB ICT CompaniesDocument9 pagesThe Cost of Information Security Management in Offshore SMB ICT CompaniesaxyyNo ratings yet
- Attitude Summary MFDocument8 pagesAttitude Summary MFAraz YagubluNo ratings yet
- Astm A875m-Zinc 5 % Alum-13Document8 pagesAstm A875m-Zinc 5 % Alum-13Ahmed SalehNo ratings yet
- 34630.Seneca-Resume Writing Guide PDFDocument8 pages34630.Seneca-Resume Writing Guide PDFfiq_hugo319No ratings yet