You might also like
- Laser Peening Improves Aluminum Alloy PropertiesDocument4 pagesLaser Peening Improves Aluminum Alloy PropertiesBharath DNo ratings yet
- Zhang2010 PDFDocument5 pagesZhang2010 PDFDhirajNo ratings yet
- Effects of Ablative and Non Ablative Laser Shock Peening On AA7075 T651 Corrosion and Fatigue PerformanceDocument21 pagesEffects of Ablative and Non Ablative Laser Shock Peening On AA7075 T651 Corrosion and Fatigue Performancemady madheshNo ratings yet
- Effect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelDocument6 pagesEffect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelEstefania CovarrubiasNo ratings yet
- Underwater Laser PeeningDocument10 pagesUnderwater Laser PeeningrodofgodNo ratings yet
- Structural Morphological and Mechanical Properties of Laser Irradiated Copper Using Continuous Wave Diode LaserDocument8 pagesStructural Morphological and Mechanical Properties of Laser Irradiated Copper Using Continuous Wave Diode LaserAngie QuirozNo ratings yet
- 1 s2.0 S0257897207007025 MainDocument9 pages1 s2.0 S0257897207007025 Maindileep mNo ratings yet
- Maintenance LaserDocument7 pagesMaintenance LaserRaghunandanNo ratings yet
- Rf00020 激光熔覆裂纹的物理机理及其影响因素分析Document3 pagesRf00020 激光熔覆裂纹的物理机理及其影响因素分析zixin chenNo ratings yet
- Laser Shock Processing Influence On Constitutive Behaviour of Graded Structures Produced by Laser Welding of Ferritic To Austenitic Stainless SteelDocument9 pagesLaser Shock Processing Influence On Constitutive Behaviour of Graded Structures Produced by Laser Welding of Ferritic To Austenitic Stainless SteelElenaNo ratings yet
- Laser-Material Interaction Using Pulsed Lasers On Structural CeramicDocument2 pagesLaser-Material Interaction Using Pulsed Lasers On Structural CeramicBahman AzarhoushangNo ratings yet
- Solidification SqueezeDocument7 pagesSolidification SqueezeCarla FariaNo ratings yet
- A Brief Explaination of Laser AblationDocument45 pagesA Brief Explaination of Laser AblationAQSA KHALIDNo ratings yet
- Laser PeeningDocument21 pagesLaser PeeningJerry ThomasNo ratings yet
- International Journal of FatigueDocument12 pagesInternational Journal of FatigueK Praveen KumarNo ratings yet
- 32 Applsci 13 12352Document12 pages32 Applsci 13 12352sylwka.inoNo ratings yet
- Application of Laser in Surface Engineering - FinalDocument16 pagesApplication of Laser in Surface Engineering - FinalShristi SinghNo ratings yet
- High Level Compressive Residual Stresses Produced in Aluminum Alloys by Laser Shock ProcessingDocument5 pagesHigh Level Compressive Residual Stresses Produced in Aluminum Alloys by Laser Shock Processingdileep mNo ratings yet
- Ultra High Speed Camera Investigations of Laser Beam WeldingDocument7 pagesUltra High Speed Camera Investigations of Laser Beam WeldingmikoNo ratings yet
- Rf00016-45钢表面激光熔覆Fe901合金的摩擦磨损性能研究 陈菊芳Document13 pagesRf00016-45钢表面激光熔覆Fe901合金的摩擦磨损性能研究 陈菊芳zixin chenNo ratings yet
- Prediction of Clad Angle in Laser Cladding by Powder Using Response Surface Methodology and Scatter SearchDocument5 pagesPrediction of Clad Angle in Laser Cladding by Powder Using Response Surface Methodology and Scatter SearchMislav TeskeraNo ratings yet
- Deep Drilling On A Silicon Plate With A Femtosecond Laser: Experiment and Model AnalysisDocument9 pagesDeep Drilling On A Silicon Plate With A Femtosecond Laser: Experiment and Model AnalysisFranklin DurandNo ratings yet
- Optics and Lasers in Engineering: Walid Khalfaoui, Eric Valerio, Jean Eric Masse, Michel AutricDocument6 pagesOptics and Lasers in Engineering: Walid Khalfaoui, Eric Valerio, Jean Eric Masse, Michel AutricLakshmi NarayananNo ratings yet
- PV LaserDocument32 pagesPV LaserPrasanna VenkatNo ratings yet
- Effect of Current On Metal Transfer in SAW Part 1Document10 pagesEffect of Current On Metal Transfer in SAW Part 1Andrés Mauricio UribeNo ratings yet
- Yang 2016Document7 pagesYang 2016Manh Trung TranNo ratings yet
- CuttingDocument15 pagesCuttingThanh LoiNo ratings yet
- A2013 - Laser Cutting of Triangular Blanks From Thick Aluminum Foam PlateDocument9 pagesA2013 - Laser Cutting of Triangular Blanks From Thick Aluminum Foam Plate林湧清No ratings yet
- Optics & Laser Technology: Jetro Pocorni, John Powell, Eckard Deichsel, Jan Frostevarg, Alexander F.H. KaplanDocument7 pagesOptics & Laser Technology: Jetro Pocorni, John Powell, Eckard Deichsel, Jan Frostevarg, Alexander F.H. Kaplanxafat53862No ratings yet
- Metal Materials Laser Speckle by By: Damage Monitoring Assisted Image Processing Techniques" (RelationshipDocument9 pagesMetal Materials Laser Speckle by By: Damage Monitoring Assisted Image Processing Techniques" (Relationshiposcar_sm77No ratings yet
- Latj.201700024 Spi Laser SourceDocument4 pagesLatj.201700024 Spi Laser SourceHung LeNo ratings yet
- Journal of Alloys and CompoundsDocument10 pagesJournal of Alloys and CompoundsK Praveen KumarNo ratings yet
- Ussp Ppts MainDocument22 pagesUssp Ppts Mainbaswanta patilNo ratings yet
- Numerical and Experimental Analysis of Dynamic Process of Laser Ablation Epoxy ResinDocument11 pagesNumerical and Experimental Analysis of Dynamic Process of Laser Ablation Epoxy ResinJerry LinNo ratings yet
- Additive Manufacturing: Mengcheng Gong, Shuai Zhang, Yang Lu, Dengzhi Wang, Ming GaoDocument12 pagesAdditive Manufacturing: Mengcheng Gong, Shuai Zhang, Yang Lu, Dengzhi Wang, Ming GaoLê Văn ThảoNo ratings yet
- Laser Spallation of Rocks For Oil Well DrillingDocument6 pagesLaser Spallation of Rocks For Oil Well DrillingmiguelNo ratings yet
- Laser Spallation of Rocks For Oil Well DrillingDocument6 pagesLaser Spallation of Rocks For Oil Well DrillingmiguelNo ratings yet
- The Manufacturing of Hard Tools From Metallic Powders by Selective Laser Melting PDFDocument4 pagesThe Manufacturing of Hard Tools From Metallic Powders by Selective Laser Melting PDFCristiNo ratings yet
- Femtosecond laser ablation of chromiumDocument9 pagesFemtosecond laser ablation of chromiumIsmatov TolibNo ratings yet
- LIBS Detection of Corrosiveness in ConcreteDocument6 pagesLIBS Detection of Corrosiveness in ConcreteArgus SparkNo ratings yet
- The Manufacturing of Hard Tools From Metallic Powders by SLMDocument4 pagesThe Manufacturing of Hard Tools From Metallic Powders by SLMAlia AllafNo ratings yet
- PUB00018Document4 pagesPUB00018Particle Beam Physics Lab100% (1)
- Sun 2013Document10 pagesSun 2013zidan ojaNo ratings yet
- H-14b MicroformingDocument9 pagesH-14b MicroformingVishwajeet GuptaNo ratings yet
- Determination of Complex Permeability of Silicon Steel For Use in High - Frequency Modeling of Power TransformersDocument8 pagesDetermination of Complex Permeability of Silicon Steel For Use in High - Frequency Modeling of Power TransformersIgor KatkovNo ratings yet
- Femtosecond Laser Micromilling of Si Wafers: Seongkuk Lee, Dongfang Yang, Suwas NikumbDocument10 pagesFemtosecond Laser Micromilling of Si Wafers: Seongkuk Lee, Dongfang Yang, Suwas Nikumbseongkuk leeNo ratings yet
- Femtosecond Laser Micromilling of Si Wafers: Seongkuk Lee, Dongfang Yang, Suwas NikumbDocument10 pagesFemtosecond Laser Micromilling of Si Wafers: Seongkuk Lee, Dongfang Yang, Suwas Nikumbseongkuk leeNo ratings yet
- Novel Surface Treatment For 316L Stainless SteelDocument5 pagesNovel Surface Treatment For 316L Stainless Steelmohammadreza hajialiNo ratings yet
- Laser Shock Peening - 01Document11 pagesLaser Shock Peening - 01ChockalingamNo ratings yet
- Article One Lu - 2020 - Mater. - Res. - Express - 7 - 056503Document13 pagesArticle One Lu - 2020 - Mater. - Res. - Express - 7 - 056503momoNo ratings yet
- LASER: Light Amplification by Stimulated Emission of RadiationDocument11 pagesLASER: Light Amplification by Stimulated Emission of RadiationVINAY BHASKARNo ratings yet
- Shin 2007Document4 pagesShin 2007zidan ojaNo ratings yet
- Maz Umder 1982Document9 pagesMaz Umder 1982Alejandra PradoNo ratings yet
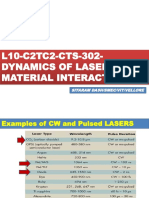
- l10 c2tc2 Cts 302 Dynamics of Laser Material InteractionDocument27 pagesl10 c2tc2 Cts 302 Dynamics of Laser Material InteractionHemanthKumarNo ratings yet
- Anusha 2020Document13 pagesAnusha 2020zidan ojaNo ratings yet
- Laser Cutting Parameters' Effect on HAZDocument6 pagesLaser Cutting Parameters' Effect on HAZHarshad PatelNo ratings yet
- j.optcom.2019.124384Document11 pagesj.optcom.2019.124384liviu9nanoNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument19 pagesSurface & Coatings Technology: SciencedirectK Praveen KumarNo ratings yet
- MISCHLER, S., SPIEGEL, A., LANDOLT, D - The Role of Passive Oxide Films On The DDocument10 pagesMISCHLER, S., SPIEGEL, A., LANDOLT, D - The Role of Passive Oxide Films On The DGustavo GuidettiNo ratings yet
- High Quality Products For Welding and CladdingDocument25 pagesHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- FW 310Document1 pageFW 310sanketpavi21No ratings yet
- MAXFIL-308L: Codification: Aws/Sfa 5.22 E308LT1-1 Characteristics AND ApplicationsDocument1 pageMAXFIL-308L: Codification: Aws/Sfa 5.22 E308LT1-1 Characteristics AND Applicationssanketpavi21No ratings yet
- 79Document1 page79Hunnymijie NorNo ratings yet
- ChosunDocument201 pagesChosunsanketpavi21No ratings yet
- Maxfil-410Nimo: Codification: Aws/Sfa 5.22 E410Nimot1-1 Characteristics and ApplicationsDocument1 pageMaxfil-410Nimo: Codification: Aws/Sfa 5.22 E410Nimot1-1 Characteristics and Applicationssanketpavi21No ratings yet
- MAXFIL-308L: Codification: Aws/Sfa 5.22 E308LT1-1 Characteristics AND ApplicationsDocument1 pageMAXFIL-308L: Codification: Aws/Sfa 5.22 E308LT1-1 Characteristics AND Applicationssanketpavi21No ratings yet
- Paper16-2010 (1,11)Document11 pagesPaper16-2010 (1,11)sanketpavi21No ratings yet
- Role of Sigma Phase On Hydrogen Embrittlement of Super Duplex Stainless SteelsDocument6 pagesRole of Sigma Phase On Hydrogen Embrittlement of Super Duplex Stainless SteelsAkki SaudiNo ratings yet
- Hydraulic-Powered Tube Expanding EquipmentDocument4 pagesHydraulic-Powered Tube Expanding Equipmentsanketpavi21No ratings yet
- 420 Data SheetDocument2 pages420 Data SheetSaransiri WongsiriNo ratings yet
- Tube Expander Design UsageDocument19 pagesTube Expander Design UsageJaroslaw PoplawskiNo ratings yet
- MAXFIL-308L: Codification: Aws/Sfa 5.22 E308LT1-1 Characteristics AND ApplicationsDocument1 pageMAXFIL-308L: Codification: Aws/Sfa 5.22 E308LT1-1 Characteristics AND Applicationssanketpavi21No ratings yet
- Paper16-2010 (1,11)Document11 pagesPaper16-2010 (1,11)sanketpavi21No ratings yet
- SSC DWDocument4 pagesSSC DWsanketpavi21No ratings yet
- Stainless Steel ComparatorDocument8 pagesStainless Steel Comparatorselva pNo ratings yet
- 409 Data SheetDocument2 pages409 Data SheetMatthieuNo ratings yet
- 420 Data SheetDocument2 pages420 Data SheetSaransiri WongsiriNo ratings yet
- 409 Data SheetDocument2 pages409 Data SheetMatthieuNo ratings yet
- 410S Data Sheet PDFDocument2 pages410S Data Sheet PDFsanketpavi21No ratings yet
- 410S Data Sheet PDFDocument2 pages410S Data Sheet PDFsanketpavi21No ratings yet
- 420 Data SheetDocument2 pages420 Data SheetSaransiri WongsiriNo ratings yet
- 410S Data Sheet PDFDocument2 pages410S Data Sheet PDFsanketpavi21No ratings yet
- ProcessingLowCarbSteelPlate HotStrip 361Document11 pagesProcessingLowCarbSteelPlate HotStrip 361MarcWorldNo ratings yet
- 409 Data SheetDocument2 pages409 Data SheetMatthieuNo ratings yet
- The Basics of HydrogenDocument4 pagesThe Basics of HydrogenYasmine ElsherifNo ratings yet
- Visual Inspection of Defects and DiscontinuitiesDocument21 pagesVisual Inspection of Defects and Discontinuitiessanketpavi21No ratings yet
- Orthographic ProjectionDocument26 pagesOrthographic Projectionpresario_nyioq75% (12)
- Engineering Drawing TestDocument35 pagesEngineering Drawing Testvasanthmech09No ratings yet
- Steel BeamDocument37 pagesSteel BeamJeten C Rika100% (1)
- Effects of Viscosity of Fluids On Centrifugal Pump Performance and Flow Pattern in The Impeller PDFDocument6 pagesEffects of Viscosity of Fluids On Centrifugal Pump Performance and Flow Pattern in The Impeller PDFLAlvesNo ratings yet
- Yukio Saito - Statistical Physics of Crystal Growth-World Scientific (1996)Document185 pagesYukio Saito - Statistical Physics of Crystal Growth-World Scientific (1996)PhongNo ratings yet
- Abstract Lab 6Document12 pagesAbstract Lab 6adib assoliNo ratings yet
- Dipole Moment AcetoneDocument6 pagesDipole Moment AcetoneP NaveenNo ratings yet
- Photo Electric Effect by Dr. BCS TewariDocument22 pagesPhoto Electric Effect by Dr. BCS TewariAdity ANo ratings yet
- 5706.westergaard Added Mass (PLAXIS V20Update1)Document9 pages5706.westergaard Added Mass (PLAXIS V20Update1)DMRNo ratings yet
- 1.heat Tint Poses Corrosion Hazard in Stainless SteelDocument3 pages1.heat Tint Poses Corrosion Hazard in Stainless SteelTree TaweeNo ratings yet
- ORMEs 11Document2 pagesORMEs 11etanNo ratings yet
- Geokon Inclinometer Casing SpecificationsDocument1 pageGeokon Inclinometer Casing SpecificationsJamjamNo ratings yet
- سنوات سابقة خواصDocument64 pagesسنوات سابقة خواصmechanical depNo ratings yet
- AJPS - Author TemplateDocument15 pagesAJPS - Author TemplateAndres Riffo VillagranNo ratings yet
- Physics Project On Transformers Class 12Document15 pagesPhysics Project On Transformers Class 12fizakouser1216No ratings yet
- MSC Thesis MSchiaretti v3 Update PDFDocument136 pagesMSC Thesis MSchiaretti v3 Update PDFGeleya geleyaNo ratings yet
- AB UL508A SCCR CustPres 100106Document62 pagesAB UL508A SCCR CustPres 100106FelipeNo ratings yet
- Chapter 8 - Bending Members: A Beginner's Guide To The Steel Construction Manual, 14 EdDocument5 pagesChapter 8 - Bending Members: A Beginner's Guide To The Steel Construction Manual, 14 Edv pavanNo ratings yet
- Intro To PP. Introduction To Polypropylene by LyondellbasellDocument3 pagesIntro To PP. Introduction To Polypropylene by Lyondellbasellyamakun100% (1)
- Chapter 5Document36 pagesChapter 5Lucy BrownNo ratings yet
- AHT 2 3D EqDocument39 pagesAHT 2 3D EqImran Sajid ShahidNo ratings yet
- rr321401 Principles of Machine DesignDocument8 pagesrr321401 Principles of Machine DesignSRINIVASA RAO GANTANo ratings yet
- Thermal Bridges in Building Construction — 2D Composite StructureDocument10 pagesThermal Bridges in Building Construction — 2D Composite Structureashraf-84No ratings yet
- Introductory Chemical Engineering Thermodynamics: Chapter 7 - Departure FunctionsDocument13 pagesIntroductory Chemical Engineering Thermodynamics: Chapter 7 - Departure FunctionsmnzNo ratings yet
- Questions and Answers in AerodynamicsDocument16 pagesQuestions and Answers in AerodynamicsD.Viswanath85% (27)
- The T-Curve of Multimolecular N2-Adsorption: Journ&Ij of Colloid and Interfac Science 21, 405-414 (1966)Document10 pagesThe T-Curve of Multimolecular N2-Adsorption: Journ&Ij of Colloid and Interfac Science 21, 405-414 (1966)AR peceNo ratings yet
- Assignment No. 5 JJJJJJDocument9 pagesAssignment No. 5 JJJJJJNicholas Bonn SingNo ratings yet
- Electrical Conductivity GuideDocument11 pagesElectrical Conductivity Guideteju2812No ratings yet
- CH 15Document24 pagesCH 15JasdeepSinghNo ratings yet
- SoiTech Pile Foundation Settlement CalculationDocument1 pageSoiTech Pile Foundation Settlement CalculationJohn Iván Nivia OsorioNo ratings yet
- Quiz - Thermal Radiation - With AnsDocument3 pagesQuiz - Thermal Radiation - With AnsaukitNo ratings yet
- Design of Shafts: ME 423: Machine Design Instructor: Ramesh SinghDocument31 pagesDesign of Shafts: ME 423: Machine Design Instructor: Ramesh SinghVijayaNo ratings yet