You might also like
- LING-05 Assets and Liabilities of The English Language Prepared by Mario Pei and John Nist Edited by David F. MaasDocument17 pagesLING-05 Assets and Liabilities of The English Language Prepared by Mario Pei and John Nist Edited by David F. MaasDavid F Maas71% (7)
- Importers - Dry Fruits and NutsDocument5 pagesImporters - Dry Fruits and Nutsankit0% (1)
- En 10025 PDFDocument35 pagesEn 10025 PDFAbdelali88% (8)
- 1 s2.0 S0257897207007025 MainDocument9 pages1 s2.0 S0257897207007025 Maindileep mNo ratings yet
- Effect of Laser Shock Processing On Fatigue Life of 2205 Duplex StainlessDocument8 pagesEffect of Laser Shock Processing On Fatigue Life of 2205 Duplex StainlessEstefania CovarrubiasNo ratings yet
- Underwater Laser PeeningDocument10 pagesUnderwater Laser PeeningrodofgodNo ratings yet
- Effect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelDocument6 pagesEffect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelEstefania CovarrubiasNo ratings yet
- Effect of Surface Nanostructure On Tensile and Low Cycle Fatigue Behavior of Al 2014 AlloyDocument17 pagesEffect of Surface Nanostructure On Tensile and Low Cycle Fatigue Behavior of Al 2014 AlloychamalNo ratings yet
- LIEv39n1 2p17 33markcoonsDocument17 pagesLIEv39n1 2p17 33markcoonsAbhijeet DeshmukhNo ratings yet
- Laser Peening Improves Aluminum Alloy PropertiesDocument4 pagesLaser Peening Improves Aluminum Alloy PropertiesBharath DNo ratings yet
- Effects of Co Laser Conditioning of The Antire Ection Y O /sio Coatings at 351 NMDocument8 pagesEffects of Co Laser Conditioning of The Antire Ection Y O /sio Coatings at 351 NMRamin ShojaNo ratings yet
- 2006 Newroutes RTDocument5 pages2006 Newroutes RTEmilia MerinoNo ratings yet
- Effects of Laser Peening and Shot Peening on Friction Stir Welded 7075 AluminumDocument23 pagesEffects of Laser Peening and Shot Peening on Friction Stir Welded 7075 Aluminumsasi1079116No ratings yet
- Laser PeeningDocument21 pagesLaser PeeningJerry ThomasNo ratings yet
- High-Frequency Eddy Current Conductivity Spectroscopy For Residual Stress Profiling in Surface-Treated Nickel-Base SuperalloysDocument14 pagesHigh-Frequency Eddy Current Conductivity Spectroscopy For Residual Stress Profiling in Surface-Treated Nickel-Base SuperalloysDownNo ratings yet
- Effects of Ablative and Non Ablative Laser Shock Peening On AA7075 T651 Corrosion and Fatigue PerformanceDocument21 pagesEffects of Ablative and Non Ablative Laser Shock Peening On AA7075 T651 Corrosion and Fatigue Performancemady madheshNo ratings yet
- Surface Modification of TBC Single Shot PDFDocument10 pagesSurface Modification of TBC Single Shot PDFfatih kirbiyikNo ratings yet
- Zhang2010 PDFDocument5 pagesZhang2010 PDFDhirajNo ratings yet
- Additive Manufacturing: Mengcheng Gong, Shuai Zhang, Yang Lu, Dengzhi Wang, Ming GaoDocument12 pagesAdditive Manufacturing: Mengcheng Gong, Shuai Zhang, Yang Lu, Dengzhi Wang, Ming GaoLê Văn ThảoNo ratings yet
- Magnetron Sputtered Hard A-C Coatings of Very High ToughnessDocument6 pagesMagnetron Sputtered Hard A-C Coatings of Very High ToughnessEngels OchoaNo ratings yet
- 2016X25 Yali-JLDocument21 pages2016X25 Yali-JLDjm AlgNo ratings yet
- J Apsusc 2009 07 081Document10 pagesJ Apsusc 2009 07 081Waqas MuneerNo ratings yet
- Microfabrication of DC Microarcjets With UV Lasers - 2007 - Thin Solid FilmsDocument6 pagesMicrofabrication of DC Microarcjets With UV Lasers - 2007 - Thin Solid FilmsShivaNatarajNo ratings yet
- Anusha 2020Document13 pagesAnusha 2020zidan ojaNo ratings yet
- Micro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersDocument11 pagesMicro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersglzrNo ratings yet
- Improvement of Mechanical Properties of Alumina and Zirconia Plasma Sprayed Coatings Induced by Laser Post-TreatmentDocument9 pagesImprovement of Mechanical Properties of Alumina and Zirconia Plasma Sprayed Coatings Induced by Laser Post-Treatmentali abdulrahman al-ezziNo ratings yet
- Laser Beam Welding Under Vacuum Achieves High Penetration DepthsDocument11 pagesLaser Beam Welding Under Vacuum Achieves High Penetration DepthsSudhakar LavuriNo ratings yet
- Geometry Characterization of AISI 4Document8 pagesGeometry Characterization of AISI 4fazakas barnaNo ratings yet
- Laser Ablation Efficiency of PaintDocument8 pagesLaser Ablation Efficiency of PaintmustafaNo ratings yet
- Fabrication of Cu coatings using ultrasound-assisted supercritical argon electroplatingDocument4 pagesFabrication of Cu coatings using ultrasound-assisted supercritical argon electroplatingJorge SanchezNo ratings yet
- Study On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding LayerDocument11 pagesStudy On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding Layerzixin chenNo ratings yet
- 07 p3459Document6 pages07 p3459karthikkandaNo ratings yet
- A2013 - Laser Cutting of Triangular Blanks From Thick Aluminum Foam PlateDocument9 pagesA2013 - Laser Cutting of Triangular Blanks From Thick Aluminum Foam Plate林湧清No ratings yet
- International Journal of FatigueDocument12 pagesInternational Journal of FatigueK Praveen KumarNo ratings yet
- Pulse Width and Energy Influence On Laser Micromachining of Metals in A Range of 100 Fs To 5 PsDocument10 pagesPulse Width and Energy Influence On Laser Micromachining of Metals in A Range of 100 Fs To 5 PsMangesh PantawaneNo ratings yet
- Effect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingDocument11 pagesEffect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingAlex PizzattoNo ratings yet
- Study of Wedm For Surface Roughness While Machining High Strength MaterialsDocument9 pagesStudy of Wedm For Surface Roughness While Machining High Strength MaterialsNiranjan HugarNo ratings yet
- Structural Morphological and Mechanical Properties of Laser Irradiated Copper Using Continuous Wave Diode LaserDocument8 pagesStructural Morphological and Mechanical Properties of Laser Irradiated Copper Using Continuous Wave Diode LaserAngie QuirozNo ratings yet
- Materials Processing Technology: ElsevierDocument7 pagesMaterials Processing Technology: ElsevierNguyễn Hữu PhấnNo ratings yet
- Edit+2+Ali+and+FouratDocument11 pagesEdit+2+Ali+and+FouratsvamderNo ratings yet
- 09 Ye 1665Document7 pages09 Ye 1665Wl LeeNo ratings yet
- Correa Et Al. - 2015 - Random-Type Scanning Patterns in Laser Shock Peening Without Absorbing Coating in 2024-T351 Al Alloy A Solution TDocument9 pagesCorrea Et Al. - 2015 - Random-Type Scanning Patterns in Laser Shock Peening Without Absorbing Coating in 2024-T351 Al Alloy A Solution TJoana AntunesNo ratings yet
- Yni Clad Layers Produced With A Pulsed Nd:Yag Laser Via: Pre-Placed WC Optical FibresDocument9 pagesYni Clad Layers Produced With A Pulsed Nd:Yag Laser Via: Pre-Placed WC Optical FibresVitor JardimNo ratings yet
- Squeeze CastingDocument38 pagesSqueeze Castingjishnus100% (1)
- Mathew 2017Document11 pagesMathew 2017truva_kissNo ratings yet
- Component Repair Using Laser Direct Metal DepositionDocument10 pagesComponent Repair Using Laser Direct Metal DepositionelmiraNo ratings yet
- Laser Polishing Creates Smooth Surfaces in Under a MinuteDocument14 pagesLaser Polishing Creates Smooth Surfaces in Under a Minutepiratina33No ratings yet
- H-14b MicroformingDocument9 pagesH-14b MicroformingVishwajeet GuptaNo ratings yet
- Aijaz Et Al. - Mechanical Properties of Hydrogen Free DLC Thin Films Deposited by HiPIMS With Ne, 2018Document11 pagesAijaz Et Al. - Mechanical Properties of Hydrogen Free DLC Thin Films Deposited by HiPIMS With Ne, 2018Lara M IharaNo ratings yet
- Frutos 2010Document8 pagesFrutos 2010MochammadDzulFiqarNo ratings yet
- Microelectronic Engineering: Alexander Vladimirov GrigorovDocument9 pagesMicroelectronic Engineering: Alexander Vladimirov Grigorov135713571357No ratings yet
- Material Removal by Arc Ablation: Robert H SturgesDocument6 pagesMaterial Removal by Arc Ablation: Robert H SturgesinventionjournalsNo ratings yet
- On The Residual Stress and Fracture Strength of Crystalline Silicon WafersDocument6 pagesOn The Residual Stress and Fracture Strength of Crystalline Silicon WafersengetarcioNo ratings yet
- Assessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesDocument11 pagesAssessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesAyman HussienNo ratings yet
- Fatigue Performance of Laser Beam Welded A36 SteelDocument3 pagesFatigue Performance of Laser Beam Welded A36 SteelDaniel VenturiNo ratings yet
- PV LaserDocument32 pagesPV LaserPrasanna VenkatNo ratings yet
- CO Laser Microprocessing For Laser Damage Growth Mitigation of Fused Silica OpticsDocument10 pagesCO Laser Microprocessing For Laser Damage Growth Mitigation of Fused Silica OpticsaliNo ratings yet
- Pulse Plating Effects in Nickel ElectrodepositionDocument10 pagesPulse Plating Effects in Nickel Electrodeposition陳顥平No ratings yet
- Evaluating Machine-Part Loads by Eddy-Current Monitoring of Metallic CoatingsDocument2 pagesEvaluating Machine-Part Loads by Eddy-Current Monitoring of Metallic CoatingsMoqaNo ratings yet
- Msec2018 6457Document6 pagesMsec2018 6457zidan ojaNo ratings yet
- Obtaining An Optical Trap Type Surface by Plasma Electrolytic OxidationDocument5 pagesObtaining An Optical Trap Type Surface by Plasma Electrolytic Oxidationsarovo8482No ratings yet
- Laser Heat TreatmentDocument8 pagesLaser Heat TreatmentBolat AurelNo ratings yet
- Revised Guidelines 2020 PDFDocument5 pagesRevised Guidelines 2020 PDFdileep mNo ratings yet
- Aop 7 4 684 g002Document1 pageAop 7 4 684 g002dileep mNo ratings yet
- Aop 7 4 684 g002Document1 pageAop 7 4 684 g002dileep mNo ratings yet
- ProgrammeDocument78 pagesProgrammedileep mNo ratings yet
- FNDR Applicant Checklist - CleanedDocument1 pageFNDR Applicant Checklist - Cleaneddileep mNo ratings yet
- Brochure NMD ATM 20 Digital New NewDocument8 pagesBrochure NMD ATM 20 Digital New Newdileep mNo ratings yet
- Revised Guidelines 2020 PDFDocument5 pagesRevised Guidelines 2020 PDFdileep mNo ratings yet
- FNDR Applicant Checklist - CleanedDocument1 pageFNDR Applicant Checklist - Cleaneddileep mNo ratings yet
- Some Properties of Biomedical Ti Al V Alloy in Different SolutionsDocument19 pagesSome Properties of Biomedical Ti Al V Alloy in Different Solutionsdileep mNo ratings yet
- Effect of Surface Treatments On Fretting Fatigue of Ti-6Al-4VDocument9 pagesEffect of Surface Treatments On Fretting Fatigue of Ti-6Al-4Vdileep mNo ratings yet
- IPF Incexing Is Avalible in ThisDocument10 pagesIPF Incexing Is Avalible in Thisdileep mNo ratings yet
- Subject-Wise Prelims Test Series 2021 Only Gs Sw2.0 Only GS: Leave No Stone Unturned Through EBS ApproachDocument45 pagesSubject-Wise Prelims Test Series 2021 Only Gs Sw2.0 Only GS: Leave No Stone Unturned Through EBS ApproachSNo ratings yet
- MEC Powder List dt.20.08.2021Document12 pagesMEC Powder List dt.20.08.2021dileep mNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument36 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsdileep mNo ratings yet
- High Level Compressive Residual Stresses Produced in Aluminum Alloys by Laser Shock ProcessingDocument5 pagesHigh Level Compressive Residual Stresses Produced in Aluminum Alloys by Laser Shock Processingdileep mNo ratings yet
- Ellingham DiagramsDocument4 pagesEllingham DiagramsSumit KumarNo ratings yet
- Materials Today: Proceedings: Neelesh Sirdeshmukh, Ganesh DongreDocument8 pagesMaterials Today: Proceedings: Neelesh Sirdeshmukh, Ganesh Dongredileep mNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument36 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsdileep mNo ratings yet
- Ellingham DiagramsDocument4 pagesEllingham DiagramsSumit KumarNo ratings yet
- Effect of Surface Treatments On Fretting Fatigue of Ti-6Al-4VDocument9 pagesEffect of Surface Treatments On Fretting Fatigue of Ti-6Al-4Vdileep mNo ratings yet
- Commander Sample Id (Coupled Twotheta/Theta)Document1 pageCommander Sample Id (Coupled Twotheta/Theta)dileep mNo ratings yet
- Applied SciencesDocument13 pagesApplied Sciencesdileep mNo ratings yet
- EM Complete NotesDocument191 pagesEM Complete NoteswsbwaqhpwpvcwuhajkNo ratings yet
- Partnership Dissolution QuizDocument8 pagesPartnership Dissolution QuizLee SuarezNo ratings yet
- Syllabus Changes: March 2021 Version 1Document20 pagesSyllabus Changes: March 2021 Version 1Azul IrlaundeNo ratings yet
- Ag Tobig Nog Keboklagan and The Guman of DumalinaoDocument5 pagesAg Tobig Nog Keboklagan and The Guman of DumalinaoJessaMae AlbaracinNo ratings yet
- Bending MomentDocument4 pagesBending MomentNicholas TedjasukmanaNo ratings yet
- Year 11 GCSE Revision Guidance and Exam Booklet Solihull PDFDocument27 pagesYear 11 GCSE Revision Guidance and Exam Booklet Solihull PDFNoor Ulain Nabeela83% (6)
- The Nonlinear Dynamics of Ships in Broaching Kostas J. SpyrouDocument7 pagesThe Nonlinear Dynamics of Ships in Broaching Kostas J. SpyrouFelipe IlhaNo ratings yet
- The Routledge Handbook of Translation and Culture by Sue-Ann Harding (Editor), Ovidi Carbonell Cortés (Editor)Document656 pagesThe Routledge Handbook of Translation and Culture by Sue-Ann Harding (Editor), Ovidi Carbonell Cortés (Editor)Rita PereiraNo ratings yet
- THE HOUSE ON ZAPOTE STREET - Lyka PalerDocument11 pagesTHE HOUSE ON ZAPOTE STREET - Lyka PalerDivine Lyka Ordiz PalerNo ratings yet
- Advanced Engineering Mathematics 10th EditionDocument7 pagesAdvanced Engineering Mathematics 10th EditionsamuelNo ratings yet
- Wonder Woman: Directed byDocument4 pagesWonder Woman: Directed byRoxana Ioana DumitruNo ratings yet
- GJ ScriptDocument83 pagesGJ ScriptKim LawrenceNo ratings yet
- Geography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksDocument13 pagesGeography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksTheo MolotoNo ratings yet
- Sales Confirmation: Alpha Trading S.P.A. Compagnie Tunisienne de NavigationDocument1 pageSales Confirmation: Alpha Trading S.P.A. Compagnie Tunisienne de NavigationimedNo ratings yet
- TwistiesDocument2 pagesTwistiesHazwan Hj YusofNo ratings yet
- En Subject C08Document13 pagesEn Subject C08jmolfigueiraNo ratings yet
- Housing Inequality Causes and SolutionsDocument5 pagesHousing Inequality Causes and SolutionsFredrickNo ratings yet
- The Residents of The British East India Company at Indian Royal Courts, C. 1798-1818Document224 pagesThe Residents of The British East India Company at Indian Royal Courts, C. 1798-1818Ajay_Ramesh_Dh_6124No ratings yet
- Name of DrugDocument2 pagesName of Drugmonique fajardo100% (1)
- Route StructureDocument3 pagesRoute StructureAndrei Gideon ReyesNo ratings yet
- Big Data Machine Learning Using Apache Spark Mllib: December 2017Document8 pagesBig Data Machine Learning Using Apache Spark Mllib: December 2017edgarNo ratings yet
- Pornhub 2021 Year in Review defines searchesDocument57 pagesPornhub 2021 Year in Review defines searchesRickPornAdams RickNo ratings yet
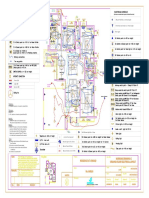
- Varun Valanjeri Electrical Layout-3Document1 pageVarun Valanjeri Electrical Layout-3ANOOP R NAIRNo ratings yet
- (1902) The Centennial of The United States Military Academy at West Point New YorkDocument454 pages(1902) The Centennial of The United States Military Academy at West Point New YorkHerbert Hillary Booker 2nd100% (1)
- Impact of MusicDocument15 pagesImpact of MusicSterling GrayNo ratings yet
- Handout-Wisdom QuestionsDocument1 pageHandout-Wisdom Questionsapi-369459770No ratings yet
- 5 Integumentary SystemDocument67 pages5 Integumentary SystemchelsealivesforeverNo ratings yet