You might also like
- Fema - Nfip Technical Bulletin 9 09292021 PDFDocument64 pagesFema - Nfip Technical Bulletin 9 09292021 PDFRJKcNo ratings yet
- HSC Engineering StudiesDocument13 pagesHSC Engineering StudiesRick ThuranNo ratings yet
- Residential Development Cost EstimationDocument11 pagesResidential Development Cost EstimationMasambu Hillary100% (2)
- ME3608 Aeroelasticity #1Document31 pagesME3608 Aeroelasticity #1djtj89No ratings yet
- Laser Shock Peening and Its Applications A ReviewDocument42 pagesLaser Shock Peening and Its Applications A ReviewDamienNo ratings yet
- Digital Marketing FrameworkDocument27 pagesDigital Marketing FrameworkFajar Rohman Hariri100% (1)
- Laser Shock Peening Process and Current ApplicationDocument82 pagesLaser Shock Peening Process and Current ApplicationSuresh BhaisareNo ratings yet
- 4 - Laser Applications in Surface TreatmentsDocument10 pages4 - Laser Applications in Surface TreatmentsMohammed HusseinNo ratings yet
- Blackbook ProjectDocument70 pagesBlackbook ProjectgeetNo ratings yet
- White PaperDocument16 pagesWhite PaperAndi Reza PerdanakusumaNo ratings yet
- Your Electronic Ticket Receipt PDFDocument2 pagesYour Electronic Ticket Receipt PDFRamadhan Harya Puja KusumaNo ratings yet
- Integrate MGD - GOJEK - Pasti Ada JalanDocument14 pagesIntegrate MGD - GOJEK - Pasti Ada JalanIlaNo ratings yet
- Trevos LED Catalogue enDocument332 pagesTrevos LED Catalogue enHassan HamadNo ratings yet
- Effect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelDocument6 pagesEffect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelEstefania CovarrubiasNo ratings yet
- High Level Compressive Residual Stresses Produced in Aluminum Alloys by Laser Shock ProcessingDocument5 pagesHigh Level Compressive Residual Stresses Produced in Aluminum Alloys by Laser Shock Processingdileep mNo ratings yet
- Laser Shock Processing Influence On Constitutive Behaviour of Graded Structures Produced by Laser Welding of Ferritic To Austenitic Stainless SteelDocument9 pagesLaser Shock Processing Influence On Constitutive Behaviour of Graded Structures Produced by Laser Welding of Ferritic To Austenitic Stainless SteelElenaNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument19 pagesSurface & Coatings Technology: SciencedirectK Praveen KumarNo ratings yet
- Effect of Surface Nanostructure On Tensile and Low Cycle Fatigue Behavior of Al 2014 AlloyDocument17 pagesEffect of Surface Nanostructure On Tensile and Low Cycle Fatigue Behavior of Al 2014 AlloychamalNo ratings yet
- Solidification SqueezeDocument7 pagesSolidification SqueezeCarla FariaNo ratings yet
- Effects of Laser Peening and Shot Peening on Friction Stir Welded 7075 AluminumDocument23 pagesEffects of Laser Peening and Shot Peening on Friction Stir Welded 7075 Aluminumsasi1079116No ratings yet
- In Situ SEM-EBSD Analysis of Plastic Deformation Mechanisms in Neutron-Irradiated Austenitic SteelDocument27 pagesIn Situ SEM-EBSD Analysis of Plastic Deformation Mechanisms in Neutron-Irradiated Austenitic SteelChin-Min YangNo ratings yet
- Experimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelDocument6 pagesExperimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelcetinNo ratings yet
- 1 s2.0 S0257897207007025 MainDocument9 pages1 s2.0 S0257897207007025 Maindileep mNo ratings yet
- Zhang2010 PDFDocument5 pagesZhang2010 PDFDhirajNo ratings yet
- Microstructure Characteristics and Corrosion ResistanceDocument11 pagesMicrostructure Characteristics and Corrosion ResistanceDilipSinghNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- On The Residual Stress and Fracture Strength of Crystalline Silicon WafersDocument6 pagesOn The Residual Stress and Fracture Strength of Crystalline Silicon WafersengetarcioNo ratings yet
- SS 1672Document13 pagesSS 1672dbaNo ratings yet
- Effect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingDocument11 pagesEffect of Laser Power and Substrate On The Hastelloy C276TM Coatings Features Deposited by Laser CladdingAlex PizzattoNo ratings yet
- Applied Acoustics: Yu Zhan, Yingmei Li, Enda Zhang, Yiming Ge, Changsheng LiuDocument8 pagesApplied Acoustics: Yu Zhan, Yingmei Li, Enda Zhang, Yiming Ge, Changsheng LiuJahan TejaratNo ratings yet
- International Journal of FatigueDocument12 pagesInternational Journal of FatigueK Praveen KumarNo ratings yet
- Underwater Laser PeeningDocument10 pagesUnderwater Laser PeeningrodofgodNo ratings yet
- Anusha 2020Document13 pagesAnusha 2020zidan ojaNo ratings yet
- Study On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding LayerDocument11 pagesStudy On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding Layerzixin chenNo ratings yet
- Surface Severe Plastic Deformation of AISI 304 Via Conventional Shotpeening, Severe Shot Peening and RepeeningDocument7 pagesSurface Severe Plastic Deformation of AISI 304 Via Conventional Shotpeening, Severe Shot Peening and RepeeningjrdelsilvaNo ratings yet
- Journal Pre-Proofs: Applied Surface ScienceDocument37 pagesJournal Pre-Proofs: Applied Surface ScienceMoin ANo ratings yet
- Prediction of Clad Angle in Laser Cladding by Powder Using Response Surface Methodology and Scatter SearchDocument5 pagesPrediction of Clad Angle in Laser Cladding by Powder Using Response Surface Methodology and Scatter SearchMislav TeskeraNo ratings yet
- Surface Modification of TBC Single Shot PDFDocument10 pagesSurface Modification of TBC Single Shot PDFfatih kirbiyikNo ratings yet
- Laser Peening Improves Aluminum Alloy PropertiesDocument4 pagesLaser Peening Improves Aluminum Alloy PropertiesBharath DNo ratings yet
- PV LaserDocument32 pagesPV LaserPrasanna VenkatNo ratings yet
- Materials and Design: C. Taltavull, B. Torres, A.J. Lopez, P. Rodrigo, E. Otero, A. Atrens, J. RamsDocument11 pagesMaterials and Design: C. Taltavull, B. Torres, A.J. Lopez, P. Rodrigo, E. Otero, A. Atrens, J. RamsDr.V.K.Bupesh RajaNo ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- High Cycle Fatigue, Low Cycle Fatigue and Failure Modes of A Carburized SteelDocument6 pagesHigh Cycle Fatigue, Low Cycle Fatigue and Failure Modes of A Carburized Steelth34560No ratings yet
- Materials 12 03510 v3Document19 pagesMaterials 12 03510 v3Juan AlvesNo ratings yet
- Journal of Alloys and CompoundsDocument10 pagesJournal of Alloys and CompoundsK Praveen KumarNo ratings yet
- (Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Document19 pages(Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Muhammad Fa'iq Al BaihaqiNo ratings yet
- Effect of Section Thickness and Build Orientation On Tensile Properties and Material Characteristics of Laser Sintered Nylon-12 PartsDocument13 pagesEffect of Section Thickness and Build Orientation On Tensile Properties and Material Characteristics of Laser Sintered Nylon-12 PartsDragana RajicNo ratings yet
- Room TemperatureDocument10 pagesRoom Temperaturehilmy baihaqiNo ratings yet
- Journal of Alloys and Compounds: SciencedirectDocument6 pagesJournal of Alloys and Compounds: SciencedirectBharath DNo ratings yet
- Correa Et Al. - 2015 - Random-Type Scanning Patterns in Laser Shock Peening Without Absorbing Coating in 2024-T351 Al Alloy A Solution TDocument9 pagesCorrea Et Al. - 2015 - Random-Type Scanning Patterns in Laser Shock Peening Without Absorbing Coating in 2024-T351 Al Alloy A Solution TJoana AntunesNo ratings yet
- Effects of Ablative and Non Ablative Laser Shock Peening On AA7075 T651 Corrosion and Fatigue PerformanceDocument21 pagesEffects of Ablative and Non Ablative Laser Shock Peening On AA7075 T651 Corrosion and Fatigue Performancemady madheshNo ratings yet
- International Journal of FatigueDocument6 pagesInternational Journal of FatigueAntonioNo ratings yet
- Frutos 2010Document8 pagesFrutos 2010MochammadDzulFiqarNo ratings yet
- Metals 08 00719Document21 pagesMetals 08 00719Ahmed HassanNo ratings yet
- Correlation of Yield Stress and Microhardness in 08Cr16Ni11Mo3 Irradiated To High Dose in The Bn-350 Fast Reactor-O. P. MaksimkinDocument6 pagesCorrelation of Yield Stress and Microhardness in 08Cr16Ni11Mo3 Irradiated To High Dose in The Bn-350 Fast Reactor-O. P. MaksimkinAshiq AhamedNo ratings yet
- Fatigue Crack Growth Behaviour of Nitrided and Shot Peened SpecimensDocument15 pagesFatigue Crack Growth Behaviour of Nitrided and Shot Peened SpecimenskarimNo ratings yet
- Finite Element Simulation of Residual Stresses in Cryogenic Machining of AZ31B MG AlloyDocument6 pagesFinite Element Simulation of Residual Stresses in Cryogenic Machining of AZ31B MG AlloyMekaTronNo ratings yet
- High-Frequency Eddy Current Conductivity Spectroscopy For Residual Stress Profiling in Surface-Treated Nickel-Base SuperalloysDocument14 pagesHigh-Frequency Eddy Current Conductivity Spectroscopy For Residual Stress Profiling in Surface-Treated Nickel-Base SuperalloysDownNo ratings yet
- Artigo 4Document7 pagesArtigo 4reis.marianaNo ratings yet
- Formability of Austenitic Stainless Steel 316 Sheet in Dynamic Strain Aging RegimeDocument11 pagesFormability of Austenitic Stainless Steel 316 Sheet in Dynamic Strain Aging RegimeUdhayakumarNo ratings yet
- Influence of Machining On The Microstructure Mechanical Properties and Corrosion Behaviour of A Low Carbon Martensitic Stainless SteelDocument5 pagesInfluence of Machining On The Microstructure Mechanical Properties and Corrosion Behaviour of A Low Carbon Martensitic Stainless SteelmulyaniNo ratings yet
- Influence of Hydrogen on Plasticity Around Crack TipsDocument10 pagesInfluence of Hydrogen on Plasticity Around Crack TipsOscar Rosa MattosNo ratings yet
- Effect of PC Electrodeposition On The Structure and Tribological BehaviorDocument10 pagesEffect of PC Electrodeposition On The Structure and Tribological BehaviorMohammad Nasfikur Rahman KhanNo ratings yet
- Aceros 1045Document14 pagesAceros 1045mario diego simeonNo ratings yet
- Copper Nitride/silver Nanostructures Synthesized Via Wet Chemical Reduction Method For The Oxygen Reduction ReactionDocument15 pagesCopper Nitride/silver Nanostructures Synthesized Via Wet Chemical Reduction Method For The Oxygen Reduction ReactionEstefania CovarrubiasNo ratings yet
- The New Technologies Developed From LaserDocument20 pagesThe New Technologies Developed From LaserEstefania CovarrubiasNo ratings yet
- Laser Shock Processing On MetalDocument4 pagesLaser Shock Processing On MetalEstefania CovarrubiasNo ratings yet
- Effect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelDocument6 pagesEffect of Laser Shock Processing On Fatigue Crack Growth of Duplex Stainless SteelEstefania CovarrubiasNo ratings yet
- Laser Shock Forging-A Novel in Situ Method DesignedDocument16 pagesLaser Shock Forging-A Novel in Situ Method DesignedEstefania CovarrubiasNo ratings yet
- Thermostatic Control ValveDocument10 pagesThermostatic Control ValveAbu Yussif AlaboodiNo ratings yet
- Fifth International Conference on Recent Advances in Geotechnical Earthquake Engineering and Soil Dynamics and Symposium in Honor of Professor I. M. IdrissDocument42 pagesFifth International Conference on Recent Advances in Geotechnical Earthquake Engineering and Soil Dynamics and Symposium in Honor of Professor I. M. IdrissSeif EddineNo ratings yet
- Hounsfield Tensometer 20%Document4 pagesHounsfield Tensometer 20%Niyusha Toosi100% (1)
- 1Document93 pages1Cha GachalianNo ratings yet
- Seismic Analysis of Reinforced Concrete Shear WallsDocument6 pagesSeismic Analysis of Reinforced Concrete Shear WallsShrishail SambanniNo ratings yet
- Construction Project TimelineDocument1 pageConstruction Project TimelineMichael HiiNo ratings yet
- CE 332 Geotechnical Engineering I: Lecture 1: Stress in The Ground (Total & Effective Stresses Within A Soil Mass)Document24 pagesCE 332 Geotechnical Engineering I: Lecture 1: Stress in The Ground (Total & Effective Stresses Within A Soil Mass)Nickson KomsNo ratings yet
- Footing Design ExamplesDocument60 pagesFooting Design ExamplesEMERSON GAPUZNo ratings yet
- BVBVBVBVBBDocument9 pagesBVBVBVBVBBpspNo ratings yet
- Duracrete: Reducing Enhancing 3-DimensionalDocument5 pagesDuracrete: Reducing Enhancing 3-DimensionalAmjad PervazNo ratings yet
- Consolidation (Part 2) Lecture 2Document36 pagesConsolidation (Part 2) Lecture 2Jawad AhmadNo ratings yet
- ETABS 17.0.1 Steel Frame Design Strength SummaryDocument2 pagesETABS 17.0.1 Steel Frame Design Strength SummaryJose David CastroNo ratings yet
- EL MonobondDocument2 pagesEL MonobondAshif AkhtarNo ratings yet
- Civil Repair Method StatementDocument7 pagesCivil Repair Method Statementmohammed mustafaNo ratings yet
- Introduction To Strainer in PipingDocument7 pagesIntroduction To Strainer in PipingIntan Siti Hardianti IINo ratings yet
- M008 La Rotisserie S-01Document1 pageM008 La Rotisserie S-01dasmindpcqboNo ratings yet
- Methodology-Dynamic Load TestDocument6 pagesMethodology-Dynamic Load TestDIWAKAR YADAVNo ratings yet
- Control Valve CV Calculation ManualDocument86 pagesControl Valve CV Calculation ManualDuong NguyenNo ratings yet
- 3000 WL Data SheetDocument2 pages3000 WL Data SheetSuaib VCSNo ratings yet
- Stormwater Design and Specification ManuDocument20 pagesStormwater Design and Specification ManuKevin AgdumaNo ratings yet
- KB 5020 - w18009582 - Geology and Geotechnics 24h ExamDocument8 pagesKB 5020 - w18009582 - Geology and Geotechnics 24h Examjamie tinnionNo ratings yet
- Fulltext1 PDFDocument3 pagesFulltext1 PDFvinothNo ratings yet
- Examination Paper AY2122 Semester 1 EG114101 CON4378Document15 pagesExamination Paper AY2122 Semester 1 EG114101 CON4378lau lauNo ratings yet
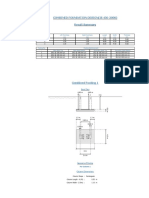
- Combined Foundation Design (Is 456-2000) Result SummaryDocument30 pagesCombined Foundation Design (Is 456-2000) Result Summaryarchetype designNo ratings yet
- Concrete Discharge Time RequirementsDocument3 pagesConcrete Discharge Time RequirementsDEBOPRASAD BISWASNo ratings yet
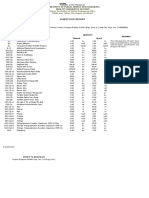
- Inspection Report: Negros Occidental 1st District Engineering Office Matab-Ang, Talisay City, Negros OccidentalDocument1 pageInspection Report: Negros Occidental 1st District Engineering Office Matab-Ang, Talisay City, Negros OccidentalMae Ann GonzalesNo ratings yet