You might also like
- Advances in Aseptic Blow-Fill-Seal Processing of Pharmaceutical Liquids PDFDocument9 pagesAdvances in Aseptic Blow-Fill-Seal Processing of Pharmaceutical Liquids PDFipatoffNo ratings yet
- Angela Brevetti Blow Fill Seal CatalogDocument22 pagesAngela Brevetti Blow Fill Seal CatalogipatoffNo ratings yet
- BFS Technology: Blow-Fill-Seal Manufacturing ProcessDocument12 pagesBFS Technology: Blow-Fill-Seal Manufacturing ProcessDeepakNo ratings yet
- BFS-FRIEDMAN - Contamination Case Studies Paper PDFDocument9 pagesBFS-FRIEDMAN - Contamination Case Studies Paper PDFipatoffNo ratings yet
- Glass Versus Plastic Ebook PDFDocument26 pagesGlass Versus Plastic Ebook PDFvsanvekarNo ratings yet
- Pre-Fillable Syringes For The Biotechnological Requirements of The Present and FutureDocument8 pagesPre-Fillable Syringes For The Biotechnological Requirements of The Present and FuturechauhangeminiNo ratings yet
- 143178Document20 pages143178ipatoffNo ratings yet
- In and Outs of Prefilled SyreingesDocument10 pagesIn and Outs of Prefilled SyreingesvarunjaglanNo ratings yet
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersFrom EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersNo ratings yet
- CETA Compounding Isolator Testing Guide CAG-002-2006 Revised December 8, 2008Document20 pagesCETA Compounding Isolator Testing Guide CAG-002-2006 Revised December 8, 2008Vidya Dhari100% (2)
- Blow Fill Seal BFS Technology GuidanceDocument12 pagesBlow Fill Seal BFS Technology Guidanceomurbicer100% (2)
- FDA Approvable Aseptic Blow-Fill-Seal Machines for Pharmaceutical FillingDocument6 pagesFDA Approvable Aseptic Blow-Fill-Seal Machines for Pharmaceutical FillingOdunlamiNo ratings yet
- Aseptic ProcessingDocument13 pagesAseptic Processingnsk79in@gmail.comNo ratings yet
- Headspace Oxygen Measurement in Vials and AmpoulesDocument4 pagesHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarNo ratings yet
- Guidelines Packaging Pharmaceutical Products TRS902 Annex 9Document38 pagesGuidelines Packaging Pharmaceutical Products TRS902 Annex 9Shuhash100% (1)
- Terminal Sterilization V AsepticDocument24 pagesTerminal Sterilization V AsepticvpnarashimmanNo ratings yet
- General Chapters - 1222 - Terminally Sterilized Pharmaceutical Products-Parametric ReleaseDocument5 pagesGeneral Chapters - 1222 - Terminally Sterilized Pharmaceutical Products-Parametric ReleaseSuman Katteboina0% (1)
- Sterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao FinalDocument54 pagesSterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao Finaltito1628100% (1)
- Blood Bags (JTP)Document7 pagesBlood Bags (JTP)arthisoundaryaNo ratings yet
- Prevalidation Study of A Form-Fill-Seal Packaging Machine - Pharmaceutical & Medical Packaging NewsDocument3 pagesPrevalidation Study of A Form-Fill-Seal Packaging Machine - Pharmaceutical & Medical Packaging NewsJanna Hendrix BabsonNo ratings yet
- Pharmaceutical Packaging: Current Trends and Future: January 2014Document7 pagesPharmaceutical Packaging: Current Trends and Future: January 2014Akshay HaldankarNo ratings yet
- Machine Technical Review and Training GuideDocument124 pagesMachine Technical Review and Training GuideJuan Manuel MuñozNo ratings yet
- Leachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug ProductsFrom EverandLeachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug ProductsDouglas J. BallNo ratings yet
- Sagar Rubber Products: Leading Indian Manufacturer of Pharmaceutical Packaging SolutionsDocument19 pagesSagar Rubber Products: Leading Indian Manufacturer of Pharmaceutical Packaging SolutionsSunil PrajapatiNo ratings yet
- 320 Other 1210 2 10 20180111Document10 pages320 Other 1210 2 10 20180111Vivek PrasadNo ratings yet
- Development and Manufacturing of Injectable (Parenteral) Drug Products UnitDocument10 pagesDevelopment and Manufacturing of Injectable (Parenteral) Drug Products UnitParul SrivastavaNo ratings yet
- Biocontamination Control for Pharmaceuticals and HealthcareFrom EverandBiocontamination Control for Pharmaceuticals and HealthcareRating: 5 out of 5 stars5/5 (1)
- What Are The Key Benefits of Validation?Document6 pagesWhat Are The Key Benefits of Validation?siva sankarNo ratings yet
- ObjectionableDocument9 pagesObjectionabledmtalbhogeNo ratings yet
- Hard Gelatin CapsulesDocument9 pagesHard Gelatin CapsulesSai Keerthi100% (1)
- Design of Aseptic Process SimulationDocument5 pagesDesign of Aseptic Process SimulationFranck BureNo ratings yet
- 30 Overview of An Eo ValidationDocument2 pages30 Overview of An Eo Validationskype2121100% (1)
- Production of Plasma Proteins for Therapeutic UseFrom EverandProduction of Plasma Proteins for Therapeutic UseRating: 3 out of 5 stars3/5 (5)
- Tabletting: Highly Evolved: Today's Tablet Presses Optimize Efficiency in Changeover, Operation, and MaintenanceDocument4 pagesTabletting: Highly Evolved: Today's Tablet Presses Optimize Efficiency in Changeover, Operation, and MaintenanceJasmine ShaumiNo ratings yet
- GMP Trends-1Document177 pagesGMP Trends-1skvemulaNo ratings yet
- Guidance For Industry - ATP - PremisesDocument13 pagesGuidance For Industry - ATP - PremisesFISHNo ratings yet
- Validation of Sterilization: GMP and Qa Class: BDocument50 pagesValidation of Sterilization: GMP and Qa Class: BHikmah Purnama AzaniNo ratings yet
- Annual product quality reviewsDocument10 pagesAnnual product quality reviewsnsk79in@gmail.comNo ratings yet
- Validation of Sterilization ProcessesDocument3 pagesValidation of Sterilization ProcessesNovitra DewiNo ratings yet
- Subject:: 1) Installation QualificationDocument2 pagesSubject:: 1) Installation QualificationDonig FermanianNo ratings yet
- Sterile Opthalmic Preparations PDFDocument6 pagesSterile Opthalmic Preparations PDFSundariNo ratings yet
- Good Distribution Practices A Complete Guide - 2021 EditionFrom EverandGood Distribution Practices A Complete Guide - 2021 EditionNo ratings yet
- Risk Assessment Single-Use White Paper en MRK March 2017 LowDocument4 pagesRisk Assessment Single-Use White Paper en MRK March 2017 LowRui PiresNo ratings yet
- Vial washing for parenteral drugsDocument2 pagesVial washing for parenteral drugsAnas Abandeh100% (1)
- FDA Warning Letter For Inadequate Batch Record ReviewDocument1 pageFDA Warning Letter For Inadequate Batch Record ReviewMina Maher MikhailNo ratings yet
- Presentation Cleaning ValidationDocument38 pagesPresentation Cleaning ValidationNishit SuvaNo ratings yet
- Pantoprazole 40mg InjectionDocument36 pagesPantoprazole 40mg Injectiondaizhussain004No ratings yet
- Sampling Water Table ContentsDocument2 pagesSampling Water Table Contentsraju1559405No ratings yet
- Addendum 2019 to IP 2018: 66 New MonographsDocument2 pagesAddendum 2019 to IP 2018: 66 New MonographspawnammalNo ratings yet
- ICH Quality Guidelines: An Implementation GuideFrom EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNo ratings yet
- Cleaning Validation Practices Using A Single Pot ProcessorDocument9 pagesCleaning Validation Practices Using A Single Pot Processorjljimenez1969No ratings yet
- Non Destructive Container Closure Integrity Testing PDFDocument40 pagesNon Destructive Container Closure Integrity Testing PDFChang Woo JongNo ratings yet
- 6.PARENTERAL ManufacturingDocument36 pages6.PARENTERAL ManufacturingSharon DsouzaNo ratings yet
- Sterile Ophthalmic PreparationsDocument20 pagesSterile Ophthalmic PreparationsJeanita100% (1)
- Bio-Validation of Steam Sterilization - 758572676Document11 pagesBio-Validation of Steam Sterilization - 758572676venkats_001No ratings yet
- Prefilled SyringeDocument47 pagesPrefilled SyringeSushant RathodNo ratings yet
- Cobetter Lab Catalog 2017 PDFDocument51 pagesCobetter Lab Catalog 2017 PDFYilun LiuNo ratings yet
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- ASME Guide Heat-Transfer-Surfaces-GuideDocument8 pagesASME Guide Heat-Transfer-Surfaces-Guidealejandro carmona henaoNo ratings yet
- HTM 2010 Pt3 Sterilization PDFDocument190 pagesHTM 2010 Pt3 Sterilization PDFSalvatore Cannata100% (1)
- Vessel Geometry Considerations For Bottom-Mount Magnetically Driven Agitators in The Biopharmaceutical IndustryDocument4 pagesVessel Geometry Considerations For Bottom-Mount Magnetically Driven Agitators in The Biopharmaceutical Industrysushaantb400No ratings yet
- Getinge Gev Ts Series Optimized Terminal Sterilization: Always With YouDocument20 pagesGetinge Gev Ts Series Optimized Terminal Sterilization: Always With Youalejandro carmona henaoNo ratings yet
- Chicago Rabbinical Council: Kashruth CertificationDocument23 pagesChicago Rabbinical Council: Kashruth Certificationalejandro carmona henaoNo ratings yet
- HTM2010 Part2 SterilizationDocument95 pagesHTM2010 Part2 SterilizationJose E Martinez100% (1)
- WHO TRS 961 EngDocument440 pagesWHO TRS 961 Engkorde1100% (3)
- FDA regulations on chlorine dioxide and boiler water additivesDocument3 pagesFDA regulations on chlorine dioxide and boiler water additivesalejandro carmona henaoNo ratings yet
- FDA/USDA Issues: Questions and AnswersDocument4 pagesFDA/USDA Issues: Questions and Answersalejandro carmona henaoNo ratings yet
- Regulatory Issues in Condensate Treatment: by Daniel M. Cicero, Ondeo Nalco CompanyDocument8 pagesRegulatory Issues in Condensate Treatment: by Daniel M. Cicero, Ondeo Nalco Companyalejandro carmona henaoNo ratings yet
- FDA Sterile Product Manufacturing GuidelinesDocument63 pagesFDA Sterile Product Manufacturing GuidelinesSmartishag Bediako100% (2)
- Mibo 3500 CH 2Document8 pagesMibo 3500 CH 2alejandro carmona henaoNo ratings yet
- SterilitDocument32 pagesSterilitalejandro carmona henaoNo ratings yet
- Mibo3500ch18 PDFDocument13 pagesMibo3500ch18 PDFalejandro carmona henaoNo ratings yet
- 6 35 E PS173 Sanitary Pressure Sustaining Valve DN 32-50-BPE-DIN-IsO 5c5c50d481b40Document4 pages6 35 E PS173 Sanitary Pressure Sustaining Valve DN 32-50-BPE-DIN-IsO 5c5c50d481b40alejandro carmona henaoNo ratings yet
- Pure Steam For Pharmaceutical SterilizersDocument33 pagesPure Steam For Pharmaceutical Sterilizershansenmike698105100% (1)
- Mark 96 Series: Sanitary Pressure RegulatorsDocument8 pagesMark 96 Series: Sanitary Pressure Regulatorsalejandro carmona henaoNo ratings yet
- Long Term Skill Shortage ListDocument8 pagesLong Term Skill Shortage ListAjesh mohanNo ratings yet
- ISPE-Newsletter Monitoring EDocument17 pagesISPE-Newsletter Monitoring ENeoNo ratings yet
- Pharmaceutical Waters Guide For Regulatory Compliance Analysis and Real Time ReleaseDocument40 pagesPharmaceutical Waters Guide For Regulatory Compliance Analysis and Real Time Releasealejandro carmona henaoNo ratings yet
- Blue White Simple Copy Editor CVDocument3 pagesBlue White Simple Copy Editor CV188 - Anggita Pramestiarajati - FTTMNo ratings yet
- Application Guide For High Voltage Accessories PDFDocument182 pagesApplication Guide For High Voltage Accessories PDFla ammiragfliaNo ratings yet
- TNPSC: I Prelims Test Plan - 2020Document5 pagesTNPSC: I Prelims Test Plan - 2020s.ranjithNo ratings yet
- Upthrust and Archimedes Principle Moments and Equilibrium PDFDocument11 pagesUpthrust and Archimedes Principle Moments and Equilibrium PDFAlisa DowningNo ratings yet
- 1.4.3 Practice - Intro To TrigDocument3 pages1.4.3 Practice - Intro To TrigCorrelanderNo ratings yet
- Thermal Power Dissipation SG - VishayDocument8 pagesThermal Power Dissipation SG - Vishaypietro zugnoniNo ratings yet
- BSC 5 Sem Physics 2015Document4 pagesBSC 5 Sem Physics 2015Mrudula YNo ratings yet
- Mud Logger # 10Document8 pagesMud Logger # 10Aiham AltayehNo ratings yet
- Thermodynamics ShubhaDocument17 pagesThermodynamics ShubhaShubhajyoti KarmakarNo ratings yet
- Thermo1-Problem Set Part 1Document4 pagesThermo1-Problem Set Part 1Elisif DeFairNo ratings yet
- Mat1033 4 3Document24 pagesMat1033 4 3jan lawrence panganibanNo ratings yet
- RGPV Syllabus Aicte BT 302 Mathematics 3 (Ce Me Ec)Document1 pageRGPV Syllabus Aicte BT 302 Mathematics 3 (Ce Me Ec)Akarsh PatelNo ratings yet
- From Positivism To Post-Positivism: Progress or Digression?: January 2019Document15 pagesFrom Positivism To Post-Positivism: Progress or Digression?: January 2019lengers poworNo ratings yet
- Geodyna 810 - Hofmann Real Plane Imaging Wheel Balancer - HRDocument2 pagesGeodyna 810 - Hofmann Real Plane Imaging Wheel Balancer - HRRachanee MunarNo ratings yet
- SOLAR WATER HEATER - ppt1Document20 pagesSOLAR WATER HEATER - ppt1Manoj KannanNo ratings yet
- Astm D523Document5 pagesAstm D523CeliaNo ratings yet
- Sika PDS - E - Sikadur - 42 MP SlowDocument5 pagesSika PDS - E - Sikadur - 42 MP Slowlwin_oo2435No ratings yet
- Não ÉDocument8 pagesNão ÉFrancisco JesusNo ratings yet
- Ampacity and Other Design Considerations For Medium Voltage Cables Used in Renewable Energy ApplicationsDocument319 pagesAmpacity and Other Design Considerations For Medium Voltage Cables Used in Renewable Energy ApplicationsDominic SantiagoNo ratings yet
- Ansaldo List of Cleaning AgentDocument2 pagesAnsaldo List of Cleaning AgentEDB100% (1)
- Lecture - 5 Free Undamped SDOF Systems - Solutions With The Energy MethodDocument8 pagesLecture - 5 Free Undamped SDOF Systems - Solutions With The Energy MethodMark Gabriel CayatNo ratings yet
- An Experimental Investigation On FRMCDocument6 pagesAn Experimental Investigation On FRMCLokesh SharmaNo ratings yet
- Chapter 4Document70 pagesChapter 4Salah Eldeen GasimNo ratings yet
- Moment Diagram by PartsDocument14 pagesMoment Diagram by PartsJay Dela CruzNo ratings yet
- Magnetic SeparatorDocument29 pagesMagnetic SeparatorAnonymous rHxYVxtBNo ratings yet
- VICAT TEST REPORTDocument7 pagesVICAT TEST REPORTKhalid MohammadNo ratings yet
- Transient Investigations On Lightning Overvoltages Applied On Oil Tanks RoofDocument11 pagesTransient Investigations On Lightning Overvoltages Applied On Oil Tanks Roofferdad4realNo ratings yet
- Important Diagrams For CBSE Class 10Document16 pagesImportant Diagrams For CBSE Class 10UjjawalaNo ratings yet
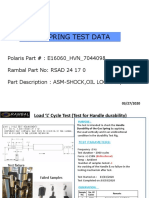
- Gas Spring Test Data Gas Spring Test DataDocument3 pagesGas Spring Test Data Gas Spring Test DataRaja Sekaran SajjaNo ratings yet
- TWI UT Training Question Bank UltrasonicDocument85 pagesTWI UT Training Question Bank UltrasonicENOD CONTROL E INSPECCION S.A.C.No ratings yet