You might also like
- Advanced Ceramic Coatings and Materials for Extreme Environments IIIFrom EverandAdvanced Ceramic Coatings and Materials for Extreme Environments IIIHua-Tay LinNo ratings yet
- WHITECAMPBELLCHEONG Poorbuildingdesignprefabricatedbuildings AIOH2015Document7 pagesWHITECAMPBELLCHEONG Poorbuildingdesignprefabricatedbuildings AIOH2015praisejah moyoNo ratings yet
- Steel Vs Wood1Document38 pagesSteel Vs Wood1eddie skaNo ratings yet
- ISES2018 Paper 110 Engineering Designof Rammed Earthin CanadaDocument7 pagesISES2018 Paper 110 Engineering Designof Rammed Earthin CanadaAdam AliNo ratings yet
- Design Detailing - Evidence Base Report - v2Document57 pagesDesign Detailing - Evidence Base Report - v2AWNo ratings yet
- Building Envelope Thermal Bridging Guide Version 1.2Document37 pagesBuilding Envelope Thermal Bridging Guide Version 1.2SugarPOP666No ratings yet
- 522 032806 Attachment CDocument2 pages522 032806 Attachment CMuhamad Hafid ANo ratings yet
- Soiling of Building Envelope Surfaces and Its Effect On Solar Reflectance-Part I: Analysis of Roofing Product DatabasesDocument42 pagesSoiling of Building Envelope Surfaces and Its Effect On Solar Reflectance-Part I: Analysis of Roofing Product DatabaseseauschNo ratings yet
- Case Studies in Construction Materials: Rishi GuptaDocument9 pagesCase Studies in Construction Materials: Rishi GuptabharatpradhanNo ratings yet
- Final Scientific Report Steel Foundry Refractory LDocument10 pagesFinal Scientific Report Steel Foundry Refractory LMaRio S TerrazasNo ratings yet
- ACI 221.1R-98 State of The Art Report On Alkali-Aggregate PDFDocument31 pagesACI 221.1R-98 State of The Art Report On Alkali-Aggregate PDFfhbenavidezNo ratings yet
- ACI 216.1-07 Code Requirements For Determining Fire Resistance of Concrete and Masonry Construction Assemblies - MyCivil - IrDocument32 pagesACI 216.1-07 Code Requirements For Determining Fire Resistance of Concrete and Masonry Construction Assemblies - MyCivil - IraliNo ratings yet
- Insulating Concrete FormsDocument132 pagesInsulating Concrete Formspablopela100% (1)
- Project Scope StatementDocument7 pagesProject Scope StatementFridaNo ratings yet
- Aisi Cold FormedDocument53 pagesAisi Cold FormedDJ BartraNo ratings yet
- Chevron: Use of EonCoat® To Prevent Corrosion On SteelDocument9 pagesChevron: Use of EonCoat® To Prevent Corrosion On SteelAntonio JNo ratings yet
- Thesis Title: "Designing of A Green Roof Engineering: Systems"Document7 pagesThesis Title: "Designing of A Green Roof Engineering: Systems"marlon moralesNo ratings yet
- A Critical Study To Assess The Hurdles in Adoption of SustainableDocument13 pagesA Critical Study To Assess The Hurdles in Adoption of Sustainablevishnupriya r nairNo ratings yet
- SFA Green Brochure 2-06-08Document4 pagesSFA Green Brochure 2-06-08Ishwarya SrikanthNo ratings yet
- Research Paper DoneDocument31 pagesResearch Paper DoneEd Ed100% (1)
- ACI 207.1R - 1996 - Mass ConcreteDocument42 pagesACI 207.1R - 1996 - Mass ConcreteJOSENo ratings yet
- Peterman Et Al. - Thermal Break Strategies - Final Report - May 2017.compressedDocument356 pagesPeterman Et Al. - Thermal Break Strategies - Final Report - May 2017.compressedvodugu123No ratings yet
- Building Envelope Thermal Bridging Guide: Analysis, Applications & InsightsDocument81 pagesBuilding Envelope Thermal Bridging Guide: Analysis, Applications & InsightsArul Sankaran100% (1)
- Measured and Simulated Cooling Performan PDFDocument11 pagesMeasured and Simulated Cooling Performan PDFNilton BragaNo ratings yet
- Ridge National Laboratory: Thermal Properties of Wood Panel Products Buildings Wood and For Use inDocument57 pagesRidge National Laboratory: Thermal Properties of Wood Panel Products Buildings Wood and For Use inShuhaila Hanis RosliNo ratings yet
- Engineering Portfolio PDFDocument11 pagesEngineering Portfolio PDFAnonymous LfAymvbsNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument11 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentMANo ratings yet
- AISI RP02-9 Development of Cost-Effective, Energy Efficient Steel Framing - Thermal Performance of Slit-Web Steel Wall Studs 2002-09 (Rev. 2006-11)Document118 pagesAISI RP02-9 Development of Cost-Effective, Energy Efficient Steel Framing - Thermal Performance of Slit-Web Steel Wall Studs 2002-09 (Rev. 2006-11)Todd HenryNo ratings yet
- Cost Effectiveness of Green RoofsDocument8 pagesCost Effectiveness of Green RoofsOiseau BleuNo ratings yet
- VidrioDocument77 pagesVidrioBillyFeisNo ratings yet
- A Novel Biomimetic Approach To The Design of High Performance Ceramic/metal CompositesDocument29 pagesA Novel Biomimetic Approach To The Design of High Performance Ceramic/metal CompositesMohammad Hassan Ahmadzadeh JaziNo ratings yet
- Major Project A4Document22 pagesMajor Project A4Vamshi ChinthalaNo ratings yet
- Building Envelope Thermal Bridging Guide v1.6Document1,413 pagesBuilding Envelope Thermal Bridging Guide v1.6Romica MereutaNo ratings yet
- ACI Materials Journal March April 2013 VDocument146 pagesACI Materials Journal March April 2013 VE Hammam El MissiryNo ratings yet
- SEAOC PV2-2012 Wind Design For Low-Profile Solar PV Arrays On Flat RoofsDocument38 pagesSEAOC PV2-2012 Wind Design For Low-Profile Solar PV Arrays On Flat RoofsJennifer Alfsen Castillo100% (1)
- Performance of Ductile Iron Pipes I Characterization of External Corrosion PatternsDocument32 pagesPerformance of Ductile Iron Pipes I Characterization of External Corrosion PatternsUma KoduriNo ratings yet
- Retrofit CourseDocument34 pagesRetrofit CourseKuber BogatiNo ratings yet
- Anatomy of An IIC Rating: Sharon Paley, Ecore International, Lancaster, PennsylvaniaDocument3 pagesAnatomy of An IIC Rating: Sharon Paley, Ecore International, Lancaster, PennsylvaniaRamakrishnan AmbiSubbiahNo ratings yet
- Concrete Repair ReportDocument11 pagesConcrete Repair ReportIk Joe100% (2)
- Seismic Earth Pressures: Fact or Fiction?: Geotechnical Special Publication July 2010Document19 pagesSeismic Earth Pressures: Fact or Fiction?: Geotechnical Special Publication July 2010ffwfireNo ratings yet
- Program Title: Bachelor of Science in Sustainable Electrical & Control Technology Programme Code: BN039 Sustainable Technology 2Document8 pagesProgram Title: Bachelor of Science in Sustainable Electrical & Control Technology Programme Code: BN039 Sustainable Technology 2Brian' KearneyNo ratings yet
- PM For Steel FramingDocument93 pagesPM For Steel FraminghassankholoodNo ratings yet
- Ice and Construction Rilem Report 13Document79 pagesIce and Construction Rilem Report 13parecproNo ratings yet
- Lewetal. ER2010 ProceedingPaper066Document19 pagesLewetal. ER2010 ProceedingPaper066Benny HungNo ratings yet
- Monotonic Tests of Cold-Formed Steel Shear Walls Openings: Design GuideDocument19 pagesMonotonic Tests of Cold-Formed Steel Shear Walls Openings: Design GuideEdison BecerraNo ratings yet
- A2 - ReviewedDocument16 pagesA2 - ReviewedJODIN MAKINDA -No ratings yet
- Experimental Study On Eco-BricksDocument7 pagesExperimental Study On Eco-BricksmelaligareNo ratings yet
- Furnace and Research FacilityDocument68 pagesFurnace and Research FacilitysharvinNo ratings yet
- Code Requirements For Determining Fire Resistance of Concrete and Masonry Construction AssembliesDocument32 pagesCode Requirements For Determining Fire Resistance of Concrete and Masonry Construction Assembliesمنير أحمد100% (1)
- 1066 EjDocument7 pages1066 Ejmohd elshamyNo ratings yet
- Reported by ACI Committee 207: SynopsisDocument42 pagesReported by ACI Committee 207: SynopsisDIDIER ANGEL LOPEZ RINCONNo ratings yet
- Introduction To Ceramic Engineering DesignDocument457 pagesIntroduction To Ceramic Engineering DesignRaghavendra nathNo ratings yet
- Technical Paper by JD Bray EM Rathje AJ Augello AnDocument34 pagesTechnical Paper by JD Bray EM Rathje AJ Augello AnMark HernándezNo ratings yet
- Builders Foundation HandbookDocument124 pagesBuilders Foundation Handbookvelarajan100% (11)
- Ceramics for Environmental and Energy Applications IIFrom EverandCeramics for Environmental and Energy Applications IIFatih DoganNo ratings yet
- Developments in Strategic Materials and Computational Design IIIFrom EverandDevelopments in Strategic Materials and Computational Design IIIWaltraud M. KrivenNo ratings yet
- Ceramic Cutting Tools: Materials, Development and PerformanceFrom EverandCeramic Cutting Tools: Materials, Development and PerformanceRating: 3.5 out of 5 stars3.5/5 (3)
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
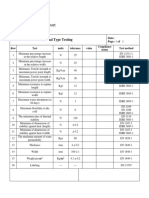
- Sample For Test Report: Initial Type TestingDocument1 pageSample For Test Report: Initial Type TestingAhmad YousefiNo ratings yet
- Owens Corning - EPD - ® Asphalt Roofing Shingles EPD PDFDocument14 pagesOwens Corning - EPD - ® Asphalt Roofing Shingles EPD PDFAhmad YousefiNo ratings yet
- Owens Corning - EPD - ® Asphalt Roofing Shingles EPD PDFDocument14 pagesOwens Corning - EPD - ® Asphalt Roofing Shingles EPD PDFAhmad YousefiNo ratings yet
- Escholarship UC Item 20s5h7h9Document25 pagesEscholarship UC Item 20s5h7h9Ahmad YousefiNo ratings yet
- FirstThreeMinutes CollegeDayDocument66 pagesFirstThreeMinutes CollegeDayAhmad YousefiNo ratings yet
- FirstThreeMinutes CollegeDayDocument66 pagesFirstThreeMinutes CollegeDayAhmad YousefiNo ratings yet
- Understanding API 582 & PTS 30106018 - Metal Welding - READDocument44 pagesUnderstanding API 582 & PTS 30106018 - Metal Welding - READrosli2503No ratings yet
- Katalog Drainase PT Infiniferro Niaga Manufaktur 2022Document4 pagesKatalog Drainase PT Infiniferro Niaga Manufaktur 2022Ahlan kpNo ratings yet
- Varieties and Applications 1: 1.general Steel Materials 3.aluminum Alloy MaterialsDocument1 pageVarieties and Applications 1: 1.general Steel Materials 3.aluminum Alloy MaterialsHari KiranNo ratings yet
- Busduct Welds - Acceptance StandardDocument3 pagesBusduct Welds - Acceptance StandardSURENDRA NARAYANNo ratings yet
- Standard & Short Link: Transport (Binding) Chain Grade 70Document20 pagesStandard & Short Link: Transport (Binding) Chain Grade 70edgarNo ratings yet
- A Tool, A Privilege, and A Responsibility: The KnifeDocument5 pagesA Tool, A Privilege, and A Responsibility: The KnifeFabio ViolaNo ratings yet
- Lab Equipment List FinalDocument10 pagesLab Equipment List FinalYasir Ali DharejoNo ratings yet
- Standard SpecificationsDocument2 pagesStandard SpecificationsAkmalNo ratings yet
- 4d Application of Complexometric TitrationDocument16 pages4d Application of Complexometric TitrationnajwaNo ratings yet
- Sma 6512H 2017Document9 pagesSma 6512H 2017jieNo ratings yet
- 07 Rawlbolts Plugs Anchors PDFDocument1 page07 Rawlbolts Plugs Anchors PDFM Mohsin ChowdhuryNo ratings yet
- Friction Coefficients For Some Common Materials and Materials CombinationsDocument4 pagesFriction Coefficients For Some Common Materials and Materials CombinationsRamazan MERALNo ratings yet
- Enb 04 0553 PDFDocument4 pagesEnb 04 0553 PDFDanielLaraNo ratings yet
- Short Link Chain For Lifting Purposes - Safety - : Part 3: Medium Tolerance Chain For Chain Slings - Grade 4Document24 pagesShort Link Chain For Lifting Purposes - Safety - : Part 3: Medium Tolerance Chain For Chain Slings - Grade 4EderNo ratings yet
- Vendor Inspection ExampleDocument4 pagesVendor Inspection Examplefarez baktiNo ratings yet
- Is 209Document2 pagesIs 209Paviter SinghNo ratings yet
- Cracks in Welds: Paper PresentationDocument19 pagesCracks in Welds: Paper PresentationJigar Mevada100% (1)
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- A. 169.7 MpaDocument46 pagesA. 169.7 MpaBrilliantJohnMalandacRubiaNo ratings yet
- RMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedDocument3 pagesRMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedNirmal WiresNo ratings yet
- As 2038-1977 Methods For Detecting The Susceptibility of Austenitic Stainless Steels To Intergranular CorrosiDocument6 pagesAs 2038-1977 Methods For Detecting The Susceptibility of Austenitic Stainless Steels To Intergranular CorrosiSAI Global - APACNo ratings yet
- JFE Structural SteelDocument38 pagesJFE Structural SteelboysitumeangNo ratings yet
- Ok 67.67 Esab 309Document1 pageOk 67.67 Esab 309Sadashiva sahooNo ratings yet
- KAfo DCMC AdvantagesDocument14 pagesKAfo DCMC AdvantagesRajiv GandhiNo ratings yet
- John King ChainsDocument16 pagesJohn King ChainsElkin ValbuenaNo ratings yet
- Lathe Machine Definition Introduction Parts Types Operations and Specifications With PDFDocument28 pagesLathe Machine Definition Introduction Parts Types Operations and Specifications With PDFCarlos Eduardo JaenNo ratings yet
- Syj 100 TF SKFDocument2 pagesSyj 100 TF SKFronny ArdiansyahNo ratings yet
- 16MnCr5 SpesifikasiDocument2 pages16MnCr5 SpesifikasibagusalienNo ratings yet
- Lecture 1 - Types of Materials and Its ClassificationDocument32 pagesLecture 1 - Types of Materials and Its ClassificationShakeel AhmadNo ratings yet
- En 1 4057 - 1408 Valbruna Nordic EnglishDocument2 pagesEn 1 4057 - 1408 Valbruna Nordic EnglishDorut_b67No ratings yet