You might also like
- Bronze C86300 SpecificationsDocument2 pagesBronze C86300 SpecificationsDoss MartinNo ratings yet
- GTP Drake Acsr (Aw)Document1 pageGTP Drake Acsr (Aw)PM PandianNo ratings yet
- TPG Acsr As 450Document1 pageTPG Acsr As 450donlot onliNo ratings yet
- ACSR Rail ZTTDocument6 pagesACSR Rail ZTTAntony Cesar Caballero IbarraNo ratings yet
- CuAl10Ni HCC EDocument1 pageCuAl10Ni HCC EDeepak DasNo ratings yet
- Technical Data Sheet for ROCKINSUL RB SLABSDocument1 pageTechnical Data Sheet for ROCKINSUL RB SLABSDushyant SharmaNo ratings yet
- TPG Acsr 435 PDFDocument2 pagesTPG Acsr 435 PDFNurlita Dewi UtamiNo ratings yet
- Aludecor Al 45 Firewall En13501-1 Class A2 Technical SpecificationDocument2 pagesAludecor Al 45 Firewall En13501-1 Class A2 Technical Specificationsoham senNo ratings yet
- CWC-BookletF1 15Document1 pageCWC-BookletF1 15satnamNo ratings yet
- Section 6.0-Particular Techn. Req. 132 KV NET-2 2013Document1 pageSection 6.0-Particular Techn. Req. 132 KV NET-2 2013Dawood Najem SalehNo ratings yet
- Selectrode: 317L Flux Coated TigDocument3 pagesSelectrode: 317L Flux Coated TigUta GilangNo ratings yet
- Martin Zhu: Technical SpecificationDocument5 pagesMartin Zhu: Technical SpecificationalfredoNo ratings yet
- Technical Specification: Aluminum Conductors, Aluminum Clad Steel Reinforced (ACSR/AS-Drake (795MCM) )Document5 pagesTechnical Specification: Aluminum Conductors, Aluminum Clad Steel Reinforced (ACSR/AS-Drake (795MCM) )alfredoNo ratings yet
- TDS Certificate09052022131255Document3 pagesTDS Certificate09052022131255SK Emran AliNo ratings yet
- Stainless SteelDocument1 pageStainless SteelSadashiva sahoo100% (1)
- 903 Datasheet 17Document1 page903 Datasheet 17Fred Duarte CaldeiraNo ratings yet
- Hangzhou Easy Electric Wire Spec SheetsDocument4 pagesHangzhou Easy Electric Wire Spec SheetsErnesto Antonio Astorga FloresNo ratings yet
- Nas 329J3L: (Uns S32205, S31803)Document4 pagesNas 329J3L: (Uns S32205, S31803)harry nataldoNo ratings yet
- 400PX3CHT33UEFLATDocument2 pages400PX3CHT33UEFLATjayesh95395No ratings yet
- Dual Shield 9000-B3 Flux Cored Wire for 2.25% Cr-1% Mo SteelsDocument1 pageDual Shield 9000-B3 Flux Cored Wire for 2.25% Cr-1% Mo SteelsqaNo ratings yet
- Conductor & IPS Tube - SpecificationDocument9 pagesConductor & IPS Tube - Specificationbalaeee123100% (1)
- ASTM A536 Grade 80-55-06 (2021 - 03 - 22 20 - 48 - 50 UTC)Document2 pagesASTM A536 Grade 80-55-06 (2021 - 03 - 22 20 - 48 - 50 UTC)Milton Pereira JúniorNo ratings yet
- Materilas-An Overview: 3.1 Austenitic Stainless Steel 316LDocument13 pagesMaterilas-An Overview: 3.1 Austenitic Stainless Steel 316LRS CreationsNo ratings yet
- Fsis09cxswyl004c006sa (FR LSH)Document1 pageFsis09cxswyl004c006sa (FR LSH)pkNo ratings yet
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelDocument2 pagesTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UNo ratings yet
- Caract Tecnicas Opgw Lsgs-11-Po0186 24sDocument4 pagesCaract Tecnicas Opgw Lsgs-11-Po0186 24sKamal ArreazaNo ratings yet
- Carraro India LTD Steel Mill Standard Rev 08Document7 pagesCarraro India LTD Steel Mill Standard Rev 08SUNDARNo ratings yet
- ASTM A536 Grade 60-40-18 Ductile Cast IronDocument2 pagesASTM A536 Grade 60-40-18 Ductile Cast IronbaladiroyaNo ratings yet
- LM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsDocument3 pagesLM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsSohail ShaikhNo ratings yet
- Miginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-ADocument1 pageMiginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNo ratings yet
- c95500 Spec SheetDocument2 pagesc95500 Spec SheetOrnella MancinelliNo ratings yet
- GTP TogoDocument6 pagesGTP TogoRamphani NunnaNo ratings yet
- B 910 - B 910M - 02 Qjkxmc9cotewts1sruqDocument5 pagesB 910 - B 910M - 02 Qjkxmc9cotewts1sruqJuan Sebastián Londoño MartínezNo ratings yet
- Er100s GDocument1 pageEr100s GAhmed Abdel NabiNo ratings yet
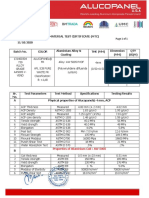
- Material Test Certificate (MTC) : Properties of Aluminium Coil: AW 5005Document4 pagesMaterial Test Certificate (MTC) : Properties of Aluminium Coil: AW 5005Waleed Obieden100% (1)
- LF GZTACSR 420-50 TW Data SheetDocument1 pageLF GZTACSR 420-50 TW Data SheetTú Trần TuấnNo ratings yet
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocument1 pageAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNo ratings yet
- Polycab 300mm 3 Core Aluminium Armoured Cable Specification SheetDocument2 pagesPolycab 300mm 3 Core Aluminium Armoured Cable Specification SheetZIRWA ENTERPRISESNo ratings yet
- Nickel Aluminium Bronce SB-148 C95800Document2 pagesNickel Aluminium Bronce SB-148 C95800matteo_1234No ratings yet
- 3SFL 2core Power Cable SpecsDocument1 page3SFL 2core Power Cable Specssandeep bagulNo ratings yet
- Performace Evaluation of Slag Aggregates As Construction MaterialDocument49 pagesPerformace Evaluation of Slag Aggregates As Construction MaterialMd Ashiqur RahmanNo ratings yet
- En 353Document3 pagesEn 353anush_swaminathanNo ratings yet
- 18crnimo7-6: Steel GradeDocument3 pages18crnimo7-6: Steel GradeAndré Luiz NogueiraNo ratings yet
- Zamak 5 Data SheetDocument1 pageZamak 5 Data SheetLittle ChimpunksNo ratings yet
- LT XLPE Cable Data SheetDocument2 pagesLT XLPE Cable Data SheetAteebNo ratings yet
- ER-410NiMo MIG Wire Data SheetDocument2 pagesER-410NiMo MIG Wire Data SheetAnonymous skBAwexNo ratings yet
- Roxul Comfortboard 80: Insulated SheathingDocument1 pageRoxul Comfortboard 80: Insulated SheathingMark RauNo ratings yet
- Performance of Slag Aggregates in ConcreteDocument49 pagesPerformance of Slag Aggregates in ConcreteMd Ashiqur RahmanNo ratings yet
- Aac 500, Aac 1267, Acsr 60Document5 pagesAac 500, Aac 1267, Acsr 60Rahmat IzaiziNo ratings yet
- Typical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/FormDocument2 pagesTypical Uses: Product Description: Solids: Tubes: Rectangles: Standard Lengths: Shape/FormPEPENo ratings yet
- LT XLPE Cable Technical DataDocument1 pageLT XLPE Cable Technical DataVishal SharmaNo ratings yet
- MG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetDocument7 pagesMG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetAbdulrahman AlabdanNo ratings yet
- Opgw-12b1-48 (62.7 12.7)Document9 pagesOpgw-12b1-48 (62.7 12.7)Palle YulianNo ratings yet
- Technical Delivery Condition: LBST Specification Code: LB 304Document2 pagesTechnical Delivery Condition: LBST Specification Code: LB 304Prasenjit PuriNo ratings yet
- Automig 70S A1 - Tigfil 70S A1Document1 pageAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNo ratings yet
- TPG Xiii.2.4 - Opgw 60 MMDocument5 pagesTPG Xiii.2.4 - Opgw 60 MMALVINNo ratings yet
- 18nicrmo14-6: Steel GradeDocument4 pages18nicrmo14-6: Steel Gradesmith willNo ratings yet
- Cable GTPDocument1 pageCable GTPtukaram.pawarNo ratings yet
- 10X4 A2xfy (FRLS) Alum ArmdDocument2 pages10X4 A2xfy (FRLS) Alum ArmdParth DhobiNo ratings yet
- Product List - Alu and Steel ConductorDocument1 pageProduct List - Alu and Steel ConductorNirmal WiresNo ratings yet
- SLS 7 Sri LankaDocument14 pagesSLS 7 Sri LankaNirmal WiresNo ratings yet
- ASL TLDocument9 pagesASL TLNirmal WiresNo ratings yet
- Mill Test Certificates: TSN Wires Co., LTDDocument1 pageMill Test Certificates: TSN Wires Co., LTDNirmal WiresNo ratings yet
- Specification - GL Wires - MESPL May 2021Document2 pagesSpecification - GL Wires - MESPL May 2021M. I. BhadiNo ratings yet
- Packing List For GI Plant Packing Details For ACSRDocument2 pagesPacking List For GI Plant Packing Details For ACSRNirmal WiresNo ratings yet
- Astm 856Document3 pagesAstm 856Nirmal Wires100% (1)
- is.2599.1983 (1)Document13 pagesis.2599.1983 (1)Nirmal WiresNo ratings yet
- CESC - ESG Supplier Performance & Evaluation QuestionnaireDocument31 pagesCESC - ESG Supplier Performance & Evaluation QuestionnaireNirmal WiresNo ratings yet
- RRVPNL - Latest SpecificationDocument6 pagesRRVPNL - Latest SpecificationNirmal WiresNo ratings yet
- CIN: U28909WB1981PTC034204: Head (Works) Head (Q.A.)Document3 pagesCIN: U28909WB1981PTC034204: Head (Works) Head (Q.A.)Nirmal WiresNo ratings yet
- Pgcil SpecsDocument90 pagesPgcil SpecsNirmal Wires100% (1)
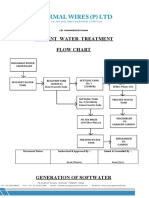
- Effuent Water Treatment Flow Chart: CIN: U28909WB1981PTC034204Document3 pagesEffuent Water Treatment Flow Chart: CIN: U28909WB1981PTC034204Nirmal WiresNo ratings yet
- Norma ASTM-A641Document5 pagesNorma ASTM-A641Dilmer CV100% (2)
- Contract AgreementDocument15 pagesContract AgreementNirmal WiresNo ratings yet
- Mechanical Testing SOP for Spiral PC WireDocument3 pagesMechanical Testing SOP for Spiral PC WireNirmal WiresNo ratings yet
- % Moisture : CIN: U28909WB1981PTC034204Document3 pages% Moisture : CIN: U28909WB1981PTC034204Nirmal WiresNo ratings yet
- Wire DrawingDocument47 pagesWire DrawingKamlesh Kumar100% (3)
- Cables PretensadoDocument12 pagesCables PretensadoFelipe CantillanoNo ratings yet
- 003 SOP of Phosphate BathDocument1 page003 SOP of Phosphate BathNirmal WiresNo ratings yet
- ASTM E340-95 Standard Method of Macroetch Metal AlloyDocument11 pagesASTM E340-95 Standard Method of Macroetch Metal Alloynearmiss82100% (1)
- Pgcil SpecsDocument90 pagesPgcil SpecsNirmal Wires100% (1)
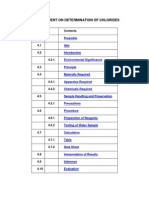
- Determination of Chlorides Exp4 - PDFDocument12 pagesDetermination of Chlorides Exp4 - PDFSusheel Talreja100% (1)
- 003 SOP of Phosphate BathDocument1 page003 SOP of Phosphate BathNirmal WiresNo ratings yet
- BS 5896Document33 pagesBS 5896Nirmal WiresNo ratings yet
- ASTM A475 Standard Specification For Zinc-Coated Steel Wire StrandDocument5 pagesASTM A475 Standard Specification For Zinc-Coated Steel Wire StrandAdam JonesNo ratings yet
- Astm B 498Document5 pagesAstm B 498Nirmal WiresNo ratings yet
- Metallic Coated Stranded Steel Core For Aluminum Conductors, Steel Reinforced (ACSR)Document3 pagesMetallic Coated Stranded Steel Core For Aluminum Conductors, Steel Reinforced (ACSR)alanetnNo ratings yet
- Astm B857Document7 pagesAstm B857Nirmal WiresNo ratings yet
- Relative Density and Load Capacity of SandsDocument14 pagesRelative Density and Load Capacity of SandsgatotNo ratings yet
- CS401 Mcqs For Final TermDocument20 pagesCS401 Mcqs For Final Termsara.arshad.ch4No ratings yet
- Ipra IrrDocument58 pagesIpra IrrMac Manuel100% (1)
- Chapter 1 - Quiz 2 Form A: A. B. C. D. E. F. G. H. I. J. K. L. M. N. O. P. 1. 2. 3. 4. 5. 6. 7. 8Document2 pagesChapter 1 - Quiz 2 Form A: A. B. C. D. E. F. G. H. I. J. K. L. M. N. O. P. 1. 2. 3. 4. 5. 6. 7. 8Olalekan Oyekunle0% (1)
- New American Paintings - December-January, 2019Document180 pagesNew American Paintings - December-January, 2019Fabio Nagual100% (1)
- AEIOU Framework - Case Study On Agriculture Domain (Automatic Drip Tube Irrigation System)Document30 pagesAEIOU Framework - Case Study On Agriculture Domain (Automatic Drip Tube Irrigation System)Kunal TalegaonkarNo ratings yet
- JAOP Progress ReportDocument36 pagesJAOP Progress ReportnidhisasidharanNo ratings yet
- Shell Marine Pocketbook For International MarineDocument60 pagesShell Marine Pocketbook For International MarineGage Cendk HNo ratings yet
- Ajuste IAC and TPSDocument17 pagesAjuste IAC and TPSLuis Ignacio SilvaNo ratings yet
- Wiring Harness Installation Instructions: For InstallersDocument12 pagesWiring Harness Installation Instructions: For Installersnirut_niceguyNo ratings yet
- AP Calculus AB 4.1A Worksheet Key ConceptsDocument44 pagesAP Calculus AB 4.1A Worksheet Key ConceptsDavid Joseph100% (1)
- Hoist by TechnologyDocument6 pagesHoist by TechnologyAnonymous ntE0hG2TPNo ratings yet
- ABR College Mechanical Mid Exam Questions on MetrologyDocument1 pageABR College Mechanical Mid Exam Questions on MetrologySrinu ArnuriNo ratings yet
- Analyzing the Effects of Changing the Values of a, b, and c in the Equation of a Quadratic Function on Its GraphDocument13 pagesAnalyzing the Effects of Changing the Values of a, b, and c in the Equation of a Quadratic Function on Its GraphRamil NacarioNo ratings yet
- Ic F3022SDocument36 pagesIc F3022SEfren.galNo ratings yet
- Revisiting The Irish Royal Sites: Susan A. JohnstonDocument7 pagesRevisiting The Irish Royal Sites: Susan A. JohnstonJacek RomanowNo ratings yet
- AmadiDocument18 pagesAmadijawad bello aNo ratings yet
- GynecologyDocument24 pagesGynecologylovelots1234No ratings yet
- Zaldivar Et Al. 2017 (Dopamine Is Signaled by Mid-Frequency Oscillations and Boosts Output Layers Visual Information in Visual Cortex)Document30 pagesZaldivar Et Al. 2017 (Dopamine Is Signaled by Mid-Frequency Oscillations and Boosts Output Layers Visual Information in Visual Cortex)FRANCISCO ELI LEZAMA GUTIERREZNo ratings yet
- OK - EndUserGuideHoseSafetyInstituteDocument8 pagesOK - EndUserGuideHoseSafetyInstituteSunil GhosalkarNo ratings yet
- DSBV87ALP Two-Stage Differential Pressure Control Valve SpecsDocument2 pagesDSBV87ALP Two-Stage Differential Pressure Control Valve SpecsadrianioantomaNo ratings yet
- Hazardous Waste Identification GuidanceDocument105 pagesHazardous Waste Identification GuidanceMiguel TorresNo ratings yet
- Hydrocarbon ReactionsDocument2 pagesHydrocarbon ReactionsJessa Libo-onNo ratings yet
- Vammika Sutta - Mahasi SayadawDocument108 pagesVammika Sutta - Mahasi SayadawtravelbootsNo ratings yet
- Viscous Fluid Flow Ch1-Preliminary Concepts: Kfupm ME 532-172Document40 pagesViscous Fluid Flow Ch1-Preliminary Concepts: Kfupm ME 532-172Majid KhanNo ratings yet
- Process Modeling in The Pharmaceutical Industry Using The Discrete Element MethodDocument29 pagesProcess Modeling in The Pharmaceutical Industry Using The Discrete Element MethodRonaldo MenezesNo ratings yet
- Soal UAS Bahasa Inggris Kelas 2 SD Semester 1 (Ganjil) : A. Choose The Correct Answer by Crossing (X) A, B or C!Document7 pagesSoal UAS Bahasa Inggris Kelas 2 SD Semester 1 (Ganjil) : A. Choose The Correct Answer by Crossing (X) A, B or C!Hamizan ShopNo ratings yet
- The Emerald Tablets of Thoth Toth The Atlantean - Table 05Document5 pagesThe Emerald Tablets of Thoth Toth The Atlantean - Table 05Georgiana BealcuNo ratings yet
- Parts of the Globe: Prime Meridian, Equator and Climate ZonesDocument18 pagesParts of the Globe: Prime Meridian, Equator and Climate Zonesmelgazar tanjayNo ratings yet
- The Efficient Way To Prevent Water Carryover and Keep Your Indoor Air HealthierDocument1 pageThe Efficient Way To Prevent Water Carryover and Keep Your Indoor Air HealthierAzrinshah Abu BakarNo ratings yet