You might also like
- Specification - GI Wires - MESPL May 2021Document2 pagesSpecification - GI Wires - MESPL May 2021M. I. BhadiNo ratings yet
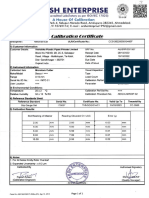
- 3-Microtome Calibration CartificateDocument1 page3-Microtome Calibration Cartificatemba213No ratings yet
- Böhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Document1 pageBöhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Thanh TamNo ratings yet
- A.S.T.M. B584-09a: WWW - Okendo.mxDocument4 pagesA.S.T.M. B584-09a: WWW - Okendo.mxShariq KhanNo ratings yet
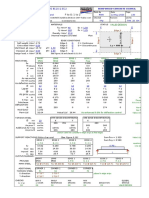
- Erp-Reinf Shearwall R1Document6 pagesErp-Reinf Shearwall R1Gunawan Prc2020No ratings yet
- CuNi18Zn20 M18 CDocument3 pagesCuNi18Zn20 M18 CJORDAN JUNOR ELLANo ratings yet
- Bohler S EMK 6Document1 pageBohler S EMK 6Enaam AtaallahNo ratings yet
- CF10MC (1.4571)Document3 pagesCF10MC (1.4571)Gilcimar Cavalcante GilcimarNo ratings yet
- Ervin Germany GMBH - Rudower Chaussee 48 - 12489 Berlin - GermanyDocument2 pagesErvin Germany GMBH - Rudower Chaussee 48 - 12489 Berlin - GermanyreynaldoUHNo ratings yet
- Covered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesKannan MurugesanNo ratings yet
- 12F0011X0 Stainless Steel Fastener Mechanical PropertiesDocument2 pages12F0011X0 Stainless Steel Fastener Mechanical PropertiespkdscdubaiNo ratings yet
- Cu ZN 15 TombacDocument2 pagesCu ZN 15 TombacPetrus UngureanuNo ratings yet
- General Information: 2.1. ConcreteDocument4 pagesGeneral Information: 2.1. ConcreteWilliam ProvidoNo ratings yet
- Copper Cu-Dhp / Sf-Cu: Page 1/2Document2 pagesCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNo ratings yet
- 303-Stainless Steel-Annealed BarDocument2 pages303-Stainless Steel-Annealed BarARUNKANNANNo ratings yet
- TIG Bohler S ER70S G ER70S GDocument1 pageTIG Bohler S ER70S G ER70S GwahyuufoNo ratings yet
- Bars Technical Information Hot RolledDocument1 pageBars Technical Information Hot RolledsubrahNo ratings yet
- Part Number 22232KEJW33, Spherical Roller Bearings - Steel CageDocument4 pagesPart Number 22232KEJW33, Spherical Roller Bearings - Steel CageXiaoYaiZiZaiNo ratings yet
- Powders: Technical, Application & Safety DataDocument7 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- 4600 Watt TVS 10 To 43 Volts: E480232 FeaturesDocument5 pages4600 Watt TVS 10 To 43 Volts: E480232 FeaturesEdson MacenaNo ratings yet
- Stainless Steel 1.4404 316lDocument3 pagesStainless Steel 1.4404 316lDilipSinghNo ratings yet
- Stainless Steel 1.4404 316lDocument3 pagesStainless Steel 1.4404 316lDilipSinghNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document5 pagesRCC94 Two-Way Slabs (Tables)Anonymous ELujOV3No ratings yet
- AW - Datasheet - ALLOY 20 CB 3Document2 pagesAW - Datasheet - ALLOY 20 CB 3.xNo ratings yet
- 316 LVMDocument1 page316 LVMMetehan AgacaNo ratings yet
- C1 CalcDocument1 pageC1 CalcJayar Valloyas MendietaNo ratings yet
- Glaistytieji Elektrodai (Smaw) Žemos Vandenilio Jonų Koncentracijos ElektrodaiDocument2 pagesGlaistytieji Elektrodai (Smaw) Žemos Vandenilio Jonų Koncentracijos ElektrodaiKiranNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- Part Number 22317EJW33, Spherical Roller Bearings - Steel CageDocument4 pagesPart Number 22317EJW33, Spherical Roller Bearings - Steel CageXiaoYaiZiZaiNo ratings yet
- Catalog EDocument315 pagesCatalog EUsman HamidNo ratings yet
- 316L-SS-annealed Bar and Cold DrawnDocument2 pages316L-SS-annealed Bar and Cold DrawnARUNKANNANNo ratings yet
- Corwire Katalog YiceDocument54 pagesCorwire Katalog YiceAlexandar Marinkovic100% (1)
- 316-SS-annealed Bar and Cold DrawnDocument2 pages316-SS-annealed Bar and Cold DrawnARUNKANNANNo ratings yet
- Pot Bearing - Fix Bearing DesignDocument2 pagesPot Bearing - Fix Bearing Designtrichandra maharjanNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
- RCC94 Two Way Slabs (Tables) MCY RF CTDocument1 pageRCC94 Two Way Slabs (Tables) MCY RF CTYati ChanNo ratings yet
- 70cuni TigDocument3 pages70cuni TigGiannhs SeitaridhsNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document4 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Mohammed ElemamNo ratings yet
- 316 PDFDocument1 page316 PDFViswanathan SrkNo ratings yet
- Tech SpectDocument1 pageTech SpectLiezl FanoeNo ratings yet
- E16 8 2Document4 pagesE16 8 2Branko FerenčakNo ratings yet
- Datasheet Sandvik 2212htDocument2 pagesDatasheet Sandvik 2212htDarryl007No ratings yet
- Metalcor Cual10fe3mn2Document1 pageMetalcor Cual10fe3mn2robertjob34No ratings yet
- 316 Stainless Steel, Anneal...Document3 pages316 Stainless Steel, Anneal...Moisés Vázquez ToledoNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Amandeep SinghNo ratings yet
- Aluminum 5182-H34: Metal Nonferrous Metal Aluminum Alloy 5000 Series Aluminum AlloyDocument2 pagesAluminum 5182-H34: Metal Nonferrous Metal Aluminum Alloy 5000 Series Aluminum AlloyLuis BadoffNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- 1123 PDFDocument2 pages1123 PDFKUMARNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document4 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2ery achjariNo ratings yet
- Collapsible Spacer TubeDocument12 pagesCollapsible Spacer TubeMohamed HarisNo ratings yet
- Adi 4 (2021 - 03 - 22 20 - 48 - 50 Utc)Document2 pagesAdi 4 (2021 - 03 - 22 20 - 48 - 50 Utc)Milton Pereira JúniorNo ratings yet
- 303-Cruicible SteelDocument2 pages303-Cruicible SteelARUNKANNANNo ratings yet
- Typical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocument1 pageTypical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More Informationw elhaj abdallaNo ratings yet
- Steel X20Cr13: EN 10250-4:1999, Number: 1.4021Document4 pagesSteel X20Cr13: EN 10250-4:1999, Number: 1.4021AdamNo ratings yet
- 316L-SS-annealed BarDocument2 pages316L-SS-annealed BarARUNKANNANNo ratings yet
- Powders: Technical, Application & Safety DataDocument7 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Electrolytically Galvanized Sheet: EMW Delivery Range Coils Slit Strip Cut-To-Size SheetDocument4 pagesElectrolytically Galvanized Sheet: EMW Delivery Range Coils Slit Strip Cut-To-Size SheetEvka AkováNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Astm A 641Document5 pagesAstm A 641M. I. BhadiNo ratings yet
- Specification of Steel Strips, 16X0.5 MMDocument1 pageSpecification of Steel Strips, 16X0.5 MMM. I. BhadiNo ratings yet
- Specification - Steel Flat Wire, 5X1.2 MMDocument1 pageSpecification - Steel Flat Wire, 5X1.2 MMM. I. BhadiNo ratings yet
- Specification - Steel Flat Wire, 5X1.2 MMDocument1 pageSpecification - Steel Flat Wire, 5X1.2 MMM. I. BhadiNo ratings yet
- Rieter k42 Brochure 2539 v3 - 89691 en PDFDocument28 pagesRieter k42 Brochure 2539 v3 - 89691 en PDFAjay Singh ShekhawatNo ratings yet
- PDFDocument110 pagesPDFBikash NayakNo ratings yet
- Hytrel Extrusion Manual PDFDocument28 pagesHytrel Extrusion Manual PDFashkansoheylNo ratings yet
- Infertility NotesDocument41 pagesInfertility NotesPrasadNo ratings yet
- P.B.B.SC Nsg. Syllabus Original PDFDocument57 pagesP.B.B.SC Nsg. Syllabus Original PDFRajalakshmi SrinivasanNo ratings yet
- When A Migraine OccurDocument9 pagesWhen A Migraine OccurKARL PASCUANo ratings yet
- 1 IntroductionDocument25 pages1 IntroductionNida I. FarihahNo ratings yet
- How IoT Changed Our LifeDocument5 pagesHow IoT Changed Our LifeJawwad AhmadNo ratings yet
- Combustion Instabilities in Gas Turbine Engines PDFDocument2 pagesCombustion Instabilities in Gas Turbine Engines PDFPatrickNo ratings yet
- Desing of Municipal WWTPDocument260 pagesDesing of Municipal WWTPGREGORIO MOCTEZUMA100% (1)
- Fluke Acess TemperatureDocument4 pagesFluke Acess TemperatureJuan José Villavicencio CantoNo ratings yet
- Forklift Bucket 1400B - ManualDocument4 pagesForklift Bucket 1400B - ManualVie LiesnaNo ratings yet
- Previews 2502414 PreDocument9 pagesPreviews 2502414 PreAlex Andre RojasNo ratings yet
- Nuclear MedicineDocument7 pagesNuclear MedicineMarco Mendoza67% (3)
- Anatomy-Head and NeckDocument94 pagesAnatomy-Head and NeckXahid IqbalNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakaJohny Iskandar Arsyad NstNo ratings yet
- PSR-S700 S900 Lsi CDocument13 pagesPSR-S700 S900 Lsi CAdriano CamocardiNo ratings yet
- Nature of The JivaDocument4 pagesNature of The JivaSivasonNo ratings yet
- A 204Document1 pageA 204AnuranjanNo ratings yet
- Analytical Text 1Document11 pagesAnalytical Text 1RijayyyNo ratings yet
- ISolutions Lifecycle Cost ToolDocument8 pagesISolutions Lifecycle Cost ToolpchakkrapaniNo ratings yet
- The Design of Hazard Analysis Critical Control Point (HACCP) Plan For Biscuit PlantDocument7 pagesThe Design of Hazard Analysis Critical Control Point (HACCP) Plan For Biscuit Plantttk_maniNo ratings yet
- GDPDocument6 pagesGDPBenedetta NardiNo ratings yet
- Ant WorldDocument17 pagesAnt WorldGerardo TorresNo ratings yet
- Manitou Forklift MLT 845 Part ManualDocument22 pagesManitou Forklift MLT 845 Part Manualedwardgibson140898sib100% (16)
- Weapon Type Code Range L M H Traits Category: Wong Rong Jing (Order #7811643)Document1 pageWeapon Type Code Range L M H Traits Category: Wong Rong Jing (Order #7811643)John SmithNo ratings yet
- 2004 Timbre To DissonanceDocument4 pages2004 Timbre To DissonancetgraubaenaNo ratings yet
- Sheet Service - SKT80SDocument3 pagesSheet Service - SKT80SAnanda risaNo ratings yet
- Design and Assembly Analysis of Piston, Connecting Rod & CrankshaftDocument12 pagesDesign and Assembly Analysis of Piston, Connecting Rod & CrankshaftD MasthanNo ratings yet