You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- RAFFMETAL: THE ALUMINIUM EVOLUTIONDocument2 pagesRAFFMETAL: THE ALUMINIUM EVOLUTIONAmandeep SinghNo ratings yet
- The Aluminium Evolution: Continuous Casting Aluminium AlloysDocument2 pagesThe Aluminium Evolution: Continuous Casting Aluminium AlloysHareth MRAIDINo ratings yet
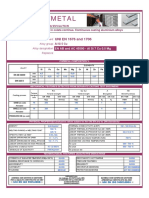
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Jonathan Getial CruzNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- EN71000 From ReinferdenDocument2 pagesEN71000 From ReinferdenJason WuNo ratings yet
- En 44100Document2 pagesEn 44100hiren_mistry55No ratings yet
- Raffmetal aluminium alloy guideDocument2 pagesRaffmetal aluminium alloy guideDhamodaran RNo ratings yet
- EN47100Document2 pagesEN47100tsonjayaNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document1 pageRaffmetal: UNI EN 1676 and 1706swaroop NalamNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
- RAFFMETAL: The Aluminium EvolutionDocument2 pagesRAFFMETAL: The Aluminium EvolutionSachin JawaleNo ratings yet
- Copper Cu-Dhp / Sf-Cu: Page 1/2Document2 pagesCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNo ratings yet
- Cu Zn 15 alloy properties and applicationsDocument2 pagesCu Zn 15 alloy properties and applicationsPetrus UngureanuNo ratings yet
- kme_STOL76_C19010_enDocument1 pagekme_STOL76_C19010_enMattia Terri TerrandoNo ratings yet
- En 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingDocument1 pageEn 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingBahar ÇolakNo ratings yet
- SMN PB 30Document1 pageSMN PB 30sobheysaidNo ratings yet
- LFBCW510L TN enDocument4 pagesLFBCW510L TN endrgilleNo ratings yet
- Arsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!Document2 pagesArsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!David LluguinNo ratings yet
- Cu-HCP: C10300 Industrial RolledDocument7 pagesCu-HCP: C10300 Industrial RolledpierocarnelociNo ratings yet
- Cu DHPDocument3 pagesCu DHPLUIGINo ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- Steel X20Cr13: EN 10250-4:1999, Number: 1.4021Document4 pagesSteel X20Cr13: EN 10250-4:1999, Number: 1.4021AdamNo ratings yet
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNo ratings yet
- Aluminum Brass Specifications for Condenser TubesDocument1 pageAluminum Brass Specifications for Condenser Tubesm_f_deathNo ratings yet
- CuZn20-convertedDocument2 pagesCuZn20-convertedwjjt6chgtmNo ratings yet
- 6060 PropertiesDocument3 pages6060 Propertiesinterpon07No ratings yet
- CuZn33 CatalogueDocument9 pagesCuZn33 CataloguefedericoNo ratings yet
- 16 Ni CR 11Document2 pages16 Ni CR 11ceca nikolicNo ratings yet
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNo ratings yet
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNo ratings yet
- Datasheet Sandvik 3r65 For Medical Applications en v2020!12!10 06 - 47 Version 1Document6 pagesDatasheet Sandvik 3r65 For Medical Applications en v2020!12!10 06 - 47 Version 1Mohammed Saleem Syed KhaderNo ratings yet
- Hydro Aluminium - AlSi7Mg0 3Document2 pagesHydro Aluminium - AlSi7Mg0 3Raj PrasanthNo ratings yet
- C2700Document6 pagesC2700Andrew TanNo ratings yet
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetJAYA BHARATHA REDDYNo ratings yet
- CuZn15-convertedDocument2 pagesCuZn15-convertedwjjt6chgtmNo ratings yet
- CZLLCW511L TN enDocument4 pagesCZLLCW511L TN endrgilleNo ratings yet
- CDA 84400 phosphor bronze alloy propertiesDocument4 pagesCDA 84400 phosphor bronze alloy propertiesShariq KhanNo ratings yet
- Alloy 6082 - Rev2012Document2 pagesAlloy 6082 - Rev2012Ysraels Santisteban DurandNo ratings yet
- CuNiSi AlloyDocument6 pagesCuNiSi AlloyJdjoNo ratings yet
- Steel PropertiesDocument22 pagesSteel PropertiesMOHD SALMANNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- AlSi10MgaDocument2 pagesAlSi10MgaNinad DoraleNo ratings yet
- Quality C10E: Lucefin GroupDocument3 pagesQuality C10E: Lucefin Grouptuananh638No ratings yet
- Quality C10E: Lucefin GroupDocument3 pagesQuality C10E: Lucefin Grouptuananh638No ratings yet
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Document1 pageTenalloy 125: LOW ALLOY STEEL (High Strength)satnamNo ratings yet
- Datasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1Document13 pagesDatasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1mauferesNo ratings yet
- 20Mncr5: Steel GradeDocument4 pages20Mncr5: Steel GradeAhmad ShujaNo ratings yet
- AW - Datasheet - ALLOY 20 CB 3Document2 pagesAW - Datasheet - ALLOY 20 CB 3.xNo ratings yet
- Join & Repair High-Carbon Steels with NiCr HLSDocument1 pageJoin & Repair High-Carbon Steels with NiCr HLSwalter091011No ratings yet
- Cosmos Alminium-Technical - Specifications PDFDocument2 pagesCosmos Alminium-Technical - Specifications PDFmindsopenNo ratings yet
- 11 SMN PB 30Document1 page11 SMN PB 30kgkganesh8116No ratings yet
- Datasheet-Sandvik-3r60-En-V2020-12-10 07 - 47 Version 1Document7 pagesDatasheet-Sandvik-3r60-En-V2020-12-10 07 - 47 Version 1Bruno AlfanoNo ratings yet
- Sandvik 254 SMO Datasheet for Seamless Tube and PipeDocument9 pagesSandvik 254 SMO Datasheet for Seamless Tube and PipeReadersmoNo ratings yet
- Quality 11Smn30: Lucefin GroupDocument1 pageQuality 11Smn30: Lucefin GroupPaulo ZechinNo ratings yet
- Info On Revised ISO 12944 - 2018Document12 pagesInfo On Revised ISO 12944 - 2018Martin DuarteNo ratings yet
- Metals: Effect of Fe-Content On The Mechanical Properties of Recycled Al Alloys During Hot CompressionDocument11 pagesMetals: Effect of Fe-Content On The Mechanical Properties of Recycled Al Alloys During Hot CompressionMartin DuarteNo ratings yet
- Factors Affecting the Preece Test for Zinc CoatingsDocument18 pagesFactors Affecting the Preece Test for Zinc CoatingsSebastián AlmagroNo ratings yet
- Metals: Role of Chemical Composition in Corrosion of Aluminum AlloysDocument13 pagesMetals: Role of Chemical Composition in Corrosion of Aluminum AlloysR JNo ratings yet
- 2633Document15 pages2633govimanoNo ratings yet
- ASTM B85-B85M-18e1Document9 pagesASTM B85-B85M-18e1Djaffar Salahoui100% (3)
- Coatings 09 00686Document18 pagesCoatings 09 00686Martin DuarteNo ratings yet
- Effect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysDocument8 pagesEffect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysMartin DuarteNo ratings yet
- Aluminum-Alloy Permanent Mold Castings: Standard Specification ForDocument22 pagesAluminum-Alloy Permanent Mold Castings: Standard Specification ForMartin DuarteNo ratings yet
- Production of Wire Via Friction Extrusion of Aluminum Alloy Machining ChipsDocument7 pagesProduction of Wire Via Friction Extrusion of Aluminum Alloy Machining ChipsMartin DuarteNo ratings yet
- Aluminum-Alloy Die Castings: Standard Specification ForDocument10 pagesAluminum-Alloy Die Castings: Standard Specification ForMartin DuarteNo ratings yet
- A239 14Document4 pagesA239 14diego rodriguez100% (1)
- Youcai-Chenglong2017 Book PollutionControlAndResourceReuDocument447 pagesYoucai-Chenglong2017 Book PollutionControlAndResourceReuMartin DuarteNo ratings yet
- Provis CCR2017UNEPWhitePaperDocument9 pagesProvis CCR2017UNEPWhitePaperMartin DuarteNo ratings yet
- Article in PressDocument32 pagesArticle in PressMartin DuarteNo ratings yet
- Brit Journ Ind MedDocument12 pagesBrit Journ Ind MedMartin DuarteNo ratings yet
- Friction Stir Extrusion of AlDocument5 pagesFriction Stir Extrusion of AlMartin DuarteNo ratings yet
- Physical Metallurgy Principles of Ferrous AlloysDocument59 pagesPhysical Metallurgy Principles of Ferrous AlloysserdelixNo ratings yet
- Friction Stir Extrusion of AlDocument7 pagesFriction Stir Extrusion of AlMartin DuarteNo ratings yet
- Article Laboratory Testing of The Reflectance Roofing MateriDocument11 pagesArticle Laboratory Testing of The Reflectance Roofing MateriMartin DuarteNo ratings yet
- Friction Stir Extrusion of AlDocument7 pagesFriction Stir Extrusion of AlMartin DuarteNo ratings yet
- Friction, Wear and Lubrication: TribometersDocument12 pagesFriction, Wear and Lubrication: TribometersWellington AnaluisaNo ratings yet
- Steel PhaseDocument174 pagesSteel PhasechopkarNo ratings yet
- Program PDFDocument20 pagesProgram PDFMartin DuarteNo ratings yet
- Aalco Metals LTD Stainless Steel 201 201L 202 204 200 Series 97Document3 pagesAalco Metals LTD Stainless Steel 201 201L 202 204 200 Series 97Martin DuarteNo ratings yet
- Mc1091 Recrushed SlagDocument4 pagesMc1091 Recrushed Slagtoxicity23No ratings yet
- Thermochemistry: Physical ChemistryDocument22 pagesThermochemistry: Physical ChemistryAaryan KeshanNo ratings yet
- Biosafety Cabinet Class II A2 LBS2 A24Document4 pagesBiosafety Cabinet Class II A2 LBS2 A24cheeputNo ratings yet
- 10th Grade Mixture LabDocument2 pages10th Grade Mixture Labsebastianlara96No ratings yet
- PhDthesis Nayak PDFDocument224 pagesPhDthesis Nayak PDFPrachi PandeNo ratings yet
- 300 General Science Questions for Railways ExamsDocument33 pages300 General Science Questions for Railways ExamsDeep TrendNo ratings yet
- Sampling TechniquesDocument17 pagesSampling TechniquesDebjyoti SanyalNo ratings yet
- Innovating Nickel and Cobalt Battery MaterialsDocument15 pagesInnovating Nickel and Cobalt Battery MaterialsNURIZZANIE FEBRINA ARISMANNo ratings yet
- Introducing Science - An OverviewDocument20 pagesIntroducing Science - An OverviewwshopNo ratings yet
- The Consep AcaciaDocument7 pagesThe Consep AcaciaPrincess Ruwarashe Courteney MunyoroNo ratings yet
- Purification of Organic CompoundsDocument14 pagesPurification of Organic Compoundsmaria theresa fortuna100% (1)
- EarthFoldable PDFDocument3 pagesEarthFoldable PDFArmanz Pocallan Avendaño IINo ratings yet
- Ethylene GlycolDocument8 pagesEthylene GlycoljeswinNo ratings yet
- Q2-Summative Test 1 - Earth ScienceDocument6 pagesQ2-Summative Test 1 - Earth ScienceDan Philip De GuzmanNo ratings yet
- Advances in Crystallization ProcessesDocument660 pagesAdvances in Crystallization ProcessesJosé Ramírez0% (1)
- Condensate Chemistry DiscussDocument12 pagesCondensate Chemistry DiscussMuhammad AwaisNo ratings yet
- Topic 11 Rocks Minerals NotesDocument45 pagesTopic 11 Rocks Minerals NotesPlayer One100% (1)
- SE2NAAFAVA33S0091Document4 pagesSE2NAAFAVA33S0091Ariana GrandeNo ratings yet
- EVreporter October 2021 e MagazineDocument36 pagesEVreporter October 2021 e MagazinekarthikNo ratings yet
- 3854Document23 pages3854amdevaNo ratings yet
- DC Motors Practical ReportDocument10 pagesDC Motors Practical ReportBit CoinNo ratings yet
- Pilot-Plant Development Ofthe Foam Distribution Process For Production OF Wet-Process PhosphoricDocument5 pagesPilot-Plant Development Ofthe Foam Distribution Process For Production OF Wet-Process PhosphoricIngrid ContrerasNo ratings yet
- bổ trợ đọcDocument35 pagesbổ trợ đọcCao HảiNo ratings yet
- Octahedral and Tetrahedral Voids in FCCDocument11 pagesOctahedral and Tetrahedral Voids in FCCHasna RiazNo ratings yet
- Summary & ConclusionDocument2 pagesSummary & ConclusionAngela Dimaano SaladaNo ratings yet
- Formulation of Water-Based Drilling Fluid Using Local MaterialsDocument8 pagesFormulation of Water-Based Drilling Fluid Using Local MaterialsDavid IsuNo ratings yet
- Company Profile Baoding Saiderui Machinery Manufacturing Co., LTDDocument30 pagesCompany Profile Baoding Saiderui Machinery Manufacturing Co., LTDFerry Triyana AnirunNo ratings yet
- Battery Thermal ManagementDocument20 pagesBattery Thermal ManagementvadanNo ratings yet
- Osmosis - WikipediaDocument37 pagesOsmosis - WikipediaBashiir NuurNo ratings yet
- 50 General Knowledge Questions On EarthDocument2 pages50 General Knowledge Questions On EarthHariprasad SugurthiNo ratings yet