You might also like
- Basic Hydraulic SystemsDocument128 pagesBasic Hydraulic Systemsbeau04297% (35)
- FINAL Painless Algebra For DavaoDocument28 pagesFINAL Painless Algebra For DavaozapleekillsNo ratings yet
- Información de Transmisión CVT ToyotaDocument151 pagesInformación de Transmisión CVT ToyotaMauricio Exequiel Chavez93% (15)
- Powered Acoustimass - 30 Speaker System AM-30P: Service ManualDocument48 pagesPowered Acoustimass - 30 Speaker System AM-30P: Service ManualHama Aiea100% (1)
- 17-7 Material PDFDocument5 pages17-7 Material PDFJothi ManiNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- DRBFM Worksheet AnalysisDocument1 pageDRBFM Worksheet AnalysisHareth MRAIDINo ratings yet
- Kill Sheet CalculationsDocument16 pagesKill Sheet CalculationsYash SinghNo ratings yet
- Cics Class 05Document18 pagesCics Class 05HarithaNo ratings yet
- Matrix Structural Analysis of BeamsDocument28 pagesMatrix Structural Analysis of BeamsKristine May Maturan0% (1)
- Prepare and Interpret Technical DrawingDocument5 pagesPrepare and Interpret Technical DrawingDwin Rosco75% (4)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- DS White-Papers Getting Started With Business Logic 3DEXPERIENCE R2017x V1Document52 pagesDS White-Papers Getting Started With Business Logic 3DEXPERIENCE R2017x V1AlexandreNo ratings yet
- Ofc SyllabusDocument7 pagesOfc SyllabusARDHRA BNo ratings yet
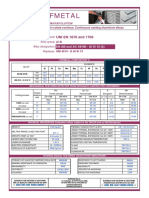
- Raffmetal aluminium alloy guideDocument2 pagesRaffmetal aluminium alloy guideDhamodaran RNo ratings yet
- En 44100Document2 pagesEn 44100hiren_mistry55No ratings yet
- RAFFMETAL: THE ALUMINIUM EVOLUTIONDocument2 pagesRAFFMETAL: THE ALUMINIUM EVOLUTIONAmandeep SinghNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Jonathan Getial CruzNo ratings yet
- EN71000 From ReinferdenDocument2 pagesEN71000 From ReinferdenJason WuNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document1 pageRaffmetal: UNI EN 1676 and 1706swaroop NalamNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- EN47100Document2 pagesEN47100tsonjayaNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- Copper Cu-Dhp / Sf-Cu: Page 1/2Document2 pagesCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
- RAFFMETAL: The Aluminium EvolutionDocument2 pagesRAFFMETAL: The Aluminium EvolutionSachin JawaleNo ratings yet
- kme_STOL76_C19010_enDocument1 pagekme_STOL76_C19010_enMattia Terri TerrandoNo ratings yet
- Cu Zn 15 alloy properties and applicationsDocument2 pagesCu Zn 15 alloy properties and applicationsPetrus UngureanuNo ratings yet
- High Tensile: Voestalpine High Performance Metals (Australia) Pty LTDDocument5 pagesHigh Tensile: Voestalpine High Performance Metals (Australia) Pty LTDSinan YıldızNo ratings yet
- Aluminum Brass Specifications for Condenser TubesDocument1 pageAluminum Brass Specifications for Condenser Tubesm_f_deathNo ratings yet
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNo ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- CWC-BookletF1 24Document1 pageCWC-BookletF1 24Jagannath SahuNo ratings yet
- 420 Martensitic Stainless Steel BarDocument4 pages420 Martensitic Stainless Steel BarAHMED FATHINo ratings yet
- EN 44300 AlSi12 (Fe) (A)Document2 pagesEN 44300 AlSi12 (Fe) (A)wafi2131No ratings yet
- 16 Ni CR 11Document2 pages16 Ni CR 11ceca nikolicNo ratings yet
- AISI 321 SpecificationsDocument1 pageAISI 321 SpecificationsMatija BušićNo ratings yet
- Join & Repair High-Carbon Steels with NiCr HLSDocument1 pageJoin & Repair High-Carbon Steels with NiCr HLSwalter091011No ratings yet
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Document1 pageTenalloy 125: LOW ALLOY STEEL (High Strength)satnamNo ratings yet
- 6060 PropertiesDocument3 pages6060 Propertiesinterpon07No ratings yet
- Navy M BronzeDocument1 pageNavy M BronzeDeepak KumarNo ratings yet
- LFBCW510L TN enDocument4 pagesLFBCW510L TN endrgilleNo ratings yet
- En 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingDocument1 pageEn 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingBahar ÇolakNo ratings yet
- BronzeLG2LeadedGunmetalBronze PDFDocument2 pagesBronzeLG2LeadedGunmetalBronze PDFAnthonyNo ratings yet
- AW - Datasheet - ALLOY 20 CB 3Document2 pagesAW - Datasheet - ALLOY 20 CB 3.xNo ratings yet
- CuNiSi AlloyDocument6 pagesCuNiSi AlloyJdjoNo ratings yet
- Tiginox 385: Classification: en Iso 14343-ADocument1 pageTiginox 385: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- Cu DHPDocument3 pagesCu DHPLUIGINo ratings yet
- Incorporating CuZn10 AlloyDocument1 pageIncorporating CuZn10 AlloySara RiddleNo ratings yet
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
- Deloro MDS Stellite20 Rev00Document2 pagesDeloro MDS Stellite20 Rev00hp2114bNo ratings yet
- En Designation Astm Designation: 1.4307 1.4301 304L 304 X2Crni18-9 S30403Document2 pagesEn Designation Astm Designation: 1.4307 1.4301 304L 304 X2Crni18-9 S30403Magico NinoNo ratings yet
- Interlloy Grade 8620 Case Hardening SteelDocument3 pagesInterlloy Grade 8620 Case Hardening Steelajitchavan2150No ratings yet
- Din en 1706 Ac - 71100Document1 pageDin en 1706 Ac - 71100Anudeep NittalaNo ratings yet
- SMN PB 30Document1 pageSMN PB 30sobheysaidNo ratings yet
- 1022 Carbon Steel Bar PDFDocument3 pages1022 Carbon Steel Bar PDFjeyakumarNo ratings yet
- DZR BrassDocument1 pageDZR BrasssmrdojeNo ratings yet
- CuZn15-convertedDocument2 pagesCuZn15-convertedwjjt6chgtmNo ratings yet
- Aurora: AE MC-120BD SeriesDocument2 pagesAurora: AE MC-120BD SeriestasoNo ratings yet
- CDA 84400 phosphor bronze alloy propertiesDocument4 pagesCDA 84400 phosphor bronze alloy propertiesShariq KhanNo ratings yet
- CZLLCW511L TN enDocument4 pagesCZLLCW511L TN endrgilleNo ratings yet
- E 9018-B9 Product-SheetDocument1 pageE 9018-B9 Product-SheetjuanNo ratings yet
- Technical Datasheet: High Purity Solder AlloyDocument6 pagesTechnical Datasheet: High Purity Solder Alloyاوس محمد رؤوف لؤيNo ratings yet
- Low alloy steel electrode for high strength weldingDocument1 pageLow alloy steel electrode for high strength weldingsatnamNo ratings yet
- AISI 1035 cs46Document2 pagesAISI 1035 cs46Russell ShacklefordNo ratings yet
- Cusn8 Industrial RolledDocument4 pagesCusn8 Industrial RolledPrakash MakadiaNo ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- Steel X20Cr13: EN 10250-4:1999, Number: 1.4021Document4 pagesSteel X20Cr13: EN 10250-4:1999, Number: 1.4021AdamNo ratings yet
- Data Sheet: Hitronic HUW1500 Armoured Universal CableDocument3 pagesData Sheet: Hitronic HUW1500 Armoured Universal CableHareth MRAIDINo ratings yet
- Design FMEA WorksheetDocument1 pageDesign FMEA WorksheetHareth MRAIDINo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
- Design Qualification Test Report FC1/FJ FC1-15-01-T/FJ-15-D-06.00-4Document40 pagesDesign Qualification Test Report FC1/FJ FC1-15-01-T/FJ-15-D-06.00-4Hareth MRAIDINo ratings yet
- Quality-One DRBFM Course Outline Design Review Failure ModesDocument1 pageQuality-One DRBFM Course Outline Design Review Failure ModesHareth MRAIDINo ratings yet
- Design Qualification Test ReportDocument38 pagesDesign Qualification Test ReportHareth MRAIDINo ratings yet
- Automotive InterconnectDocument2 pagesAutomotive InterconnectHareth MRAIDINo ratings yet
- GCT Flat Flex CableDocument1 pageGCT Flat Flex CableHareth MRAIDINo ratings yet
- Axon Flat Flexible Cables - CG PDFDocument64 pagesAxon Flat Flexible Cables - CG PDFHareth MRAIDINo ratings yet
- Flat Display Connections For High Speed Transmission: Lvds & UhsDocument12 pagesFlat Display Connections For High Speed Transmission: Lvds & UhsHareth MRAIDINo ratings yet
- All Flex Design Guide Rev Aug 2013 MasterDocument28 pagesAll Flex Design Guide Rev Aug 2013 MasterHareth MRAIDINo ratings yet
- No.1 PrestressedDocument10 pagesNo.1 PrestressedKristin ArgosinoNo ratings yet
- Connective TissueDocument6 pagesConnective TissuecrtgyhujikNo ratings yet
- The World of Chemistry Video Guide SetDocument10 pagesThe World of Chemistry Video Guide SetrkvNo ratings yet
- Kitchen Chemistry ExperimentDocument7 pagesKitchen Chemistry ExperimentMss FaixaNo ratings yet
- Chemical Equilibrium Updated WorksheetDocument22 pagesChemical Equilibrium Updated Worksheetmehwish razaNo ratings yet
- POWER GENERATION FROM OCEAN WAVESDocument14 pagesPOWER GENERATION FROM OCEAN WAVESChersey DoctorNo ratings yet
- Virtual Retinal DisplayDocument17 pagesVirtual Retinal Displaysaket_mnNo ratings yet
- 34a65 PDFDocument33 pages34a65 PDFvinu100% (2)
- Report On The Quantitative Techniques in BusinessDocument10 pagesReport On The Quantitative Techniques in BusinessBaron FrancisNo ratings yet
- 250+ C Programs for Practice PDF Free DownloadDocument13 pages250+ C Programs for Practice PDF Free Downloadsubhanshu sahuNo ratings yet
- Connector Python En.a4Document98 pagesConnector Python En.a4victor carreiraNo ratings yet
- Iygb Gce: Mathematics MP2 Advanced LevelDocument7 pagesIygb Gce: Mathematics MP2 Advanced Levelsingh cos tanNo ratings yet
- IJETR032052Document6 pagesIJETR032052erpublicationNo ratings yet
- Product Documentation: Release NotesDocument3 pagesProduct Documentation: Release NotesArmando CisternasNo ratings yet
- NTSE 2015 Stage I Official Result Karnataka PDFDocument10 pagesNTSE 2015 Stage I Official Result Karnataka PDFAnnu NaikNo ratings yet
- Differential Analysis of Fluid FlowDocument42 pagesDifferential Analysis of Fluid FlowAmr Faisal RaghebNo ratings yet
- PMR v39 I3 117 126Document10 pagesPMR v39 I3 117 126rezaeibehrouzNo ratings yet
- 9 CE AmplifierDocument5 pages9 CE AmplifierAnsh PratapNo ratings yet
- Knight Boiler ManualDocument80 pagesKnight Boiler ManualAnonymous 7xHNgoKE6eNo ratings yet