You might also like
- WPS Format For AWS D1.1 - WPS - SMAWDocument1 pageWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNo ratings yet
- Replacement Pipe Welding ProcedureDocument7 pagesReplacement Pipe Welding ProcedureRanjan KumarNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Geotechnical Engineering Notes 333Document40 pagesGeotechnical Engineering Notes 333TinaNo ratings yet
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocument1 pageWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNo ratings yet
- Flange 10 & 12 InchDocument2 pagesFlange 10 & 12 InchreniNo ratings yet
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Pressure Vessel RT Test: Requirements, Acceptance Criteria & Symbols ExplainedDocument3 pagesPressure Vessel RT Test: Requirements, Acceptance Criteria & Symbols ExplainedBhavani PrasadNo ratings yet
- SEW Welder Performance QualificationsDocument18 pagesSEW Welder Performance QualificationsmahendraNo ratings yet
- 100 People Who Changed History and The WorldDocument400 pages100 People Who Changed History and The WorldManjunath.RNo ratings yet
- Writing Iap Smarten Up in Maths Age 7 8Document38 pagesWriting Iap Smarten Up in Maths Age 7 8lphoune100% (1)
- WPS PQR 12Document9 pagesWPS PQR 12Ranjan KumarNo ratings yet
- DMF360 Tandem Lift With ForkliftDocument4 pagesDMF360 Tandem Lift With Forkliftreda mesbahNo ratings yet
- WPS RegisterDocument2 pagesWPS RegisterdaveswinburneNo ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- 3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFDocument11 pages3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFManoj Balla100% (1)
- PQRDocument2 pagesPQRHoangNo ratings yet
- WPS PQR-08Document8 pagesWPS PQR-08Ranjan KumarNo ratings yet
- CALTECH ENGINEERING PQR PROCEDUREDocument8 pagesCALTECH ENGINEERING PQR PROCEDURESrikant GanjiNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Measurement of SubstructureDocument24 pagesMeasurement of SubstructureAamaniVeeranam80% (10)
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- Welder Qualification Test Record for NDBDocument1 pageWelder Qualification Test Record for NDBAli HammoudaNo ratings yet
- Weld Repair Procedure SummaryDocument10 pagesWeld Repair Procedure SummaryRAMAKRISHNANo ratings yet
- Larsen & Toubro Minerals & MetalsDocument2 pagesLarsen & Toubro Minerals & MetalsneerajNo ratings yet
- VeEX OTN Quick Reference GuideDocument12 pagesVeEX OTN Quick Reference GuideDewan H S SalehinNo ratings yet
- Magnetic Particle Examination of WeldsDocument4 pagesMagnetic Particle Examination of WeldsshruthiNo ratings yet
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantNo ratings yet
- Aws d1.1 WPS, PQR & WQTDocument4 pagesAws d1.1 WPS, PQR & WQTWeld Bro SandeepNo ratings yet
- PQRDocument2 pagesPQRnaseema1100% (1)
- WPS - 023Document10 pagesWPS - 023MAT-LION0% (1)
- Aws 001Document1 pageAws 001akshay sarfareNo ratings yet
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- Comparison Between API-1104 21st Ed & 22nd EdDocument13 pagesComparison Between API-1104 21st Ed & 22nd EdsadashiwNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document8 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNo ratings yet
- Manuscript 123Document46 pagesManuscript 123Datuzuharto Sultan100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocument2 pagesWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabNo ratings yet
- Visual Inspection ReportDocument2 pagesVisual Inspection ReportAlfian ImaduddinNo ratings yet
- Lecture 01Document18 pagesLecture 01priyasonu049No ratings yet
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- Differences between Welding Procedure Specification and Welder Performance QualificationDocument1 pageDifferences between Welding Procedure Specification and Welder Performance QualificationFazeel Rick MohammedNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- 6GR RequirementsDocument1 page6GR Requirementswalitedison100% (1)
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- WPS Format For AWS D1.1 - WPS - FCAWDocument1 pageWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNo ratings yet
- Report on Welding Procedure Specifications for Single V-Groove JointsDocument15 pagesReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Company Logo Added to QAP DocumentDocument4 pagesCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- Linde Rates For Welding Test Services-2018Document2 pagesLinde Rates For Welding Test Services-2018Hoque AnamulNo ratings yet
- Iqtsz DK Uke% Vkwijs'Ku % Iqtkz La ( K% Ekmy % Vkwijs'Ku U %: Quality Check Points XQ - Kork PSD IokbzavlDocument1 pageIqtsz DK Uke% Vkwijs'Ku % Iqtkz La ( K% Ekmy % Vkwijs'Ku U %: Quality Check Points XQ - Kork PSD IokbzavlAjayNo ratings yet
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaNo ratings yet
- Welding Procedure Qualification Record: Shipyard LogoDocument4 pagesWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney DukeNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- QW-484A (WPQ) GTAW 4MM FilletDocument2 pagesQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
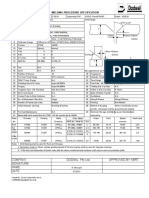
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Maintenance Recommendations: Operation and Maintenance ManualDocument10 pagesMaintenance Recommendations: Operation and Maintenance ManualAmy Nur SNo ratings yet
- MC0081Document385 pagesMC0081Purushottam KumarNo ratings yet
- Programming structures if, for and while loopsDocument16 pagesProgramming structures if, for and while loopsFrancisco AristizabalNo ratings yet
- Pines City National High School Science 10 Quarter 2 Week 1 Answer SheetsDocument8 pagesPines City National High School Science 10 Quarter 2 Week 1 Answer SheetsAaron BalsaNo ratings yet
- JACOB ThirdDocument16 pagesJACOB ThirdWendell ReyesNo ratings yet
- Treatment of Electroplating Wastewater Containing Cu2+, ZN 2+ and CR (VI) by ElectrocoagulationDocument8 pagesTreatment of Electroplating Wastewater Containing Cu2+, ZN 2+ and CR (VI) by ElectrocoagulationAnonymous ZAr1RKNo ratings yet
- IOP Conference Series: Materials Science and EngineeringDocument9 pagesIOP Conference Series: Materials Science and EngineeringMahesh MNo ratings yet
- Er DiagramsDocument20 pagesEr DiagramsMatthew BloomfieldNo ratings yet
- The BCA (1) 23Document36 pagesThe BCA (1) 23Aurobind DasNo ratings yet
- Nextion InstructionDocument53 pagesNextion InstructionMacp63 cpNo ratings yet
- SteganographyDocument13 pagesSteganographyIgloo JainNo ratings yet
- Sensitive Albuminuria Analysis Using Dye-Binding Based Test StripsDocument24 pagesSensitive Albuminuria Analysis Using Dye-Binding Based Test StripsВалерия БедоеваNo ratings yet
- A Git Cheat Sheet (Git Command Reference) - A Git Cheat Sheet and Command ReferenceDocument14 pagesA Git Cheat Sheet (Git Command Reference) - A Git Cheat Sheet and Command ReferenceMohd AzahariNo ratings yet
- PMR v39 I3 117 126Document10 pagesPMR v39 I3 117 126rezaeibehrouzNo ratings yet
- No.1 PrestressedDocument10 pagesNo.1 PrestressedKristin ArgosinoNo ratings yet
- Knight Boiler ManualDocument80 pagesKnight Boiler ManualAnonymous 7xHNgoKE6eNo ratings yet
- NTSE 2015 Stage I Official Result Karnataka PDFDocument10 pagesNTSE 2015 Stage I Official Result Karnataka PDFAnnu NaikNo ratings yet
- Requirements Elicitation and AnalysisDocument74 pagesRequirements Elicitation and AnalysisSadam GebiNo ratings yet
- Selection: Open-Type Reciprocating Compressors: Input ValuesDocument1 pageSelection: Open-Type Reciprocating Compressors: Input ValuesYuli RahmawatiNo ratings yet
- 4MA0 4HR Que 20140115Document24 pages4MA0 4HR Que 20140115Lalith77No ratings yet
- Service Manual (V1.22)Document529 pagesService Manual (V1.22)JensNo ratings yet