You might also like
- The Chemistry of Manganese, Technetium and Rhenium: Pergamon Texts in Inorganic ChemistryFrom EverandThe Chemistry of Manganese, Technetium and Rhenium: Pergamon Texts in Inorganic ChemistryNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Current Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988From EverandCurrent Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988Y. H. KabilNo ratings yet
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaFrom EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Temperature Uniformity Surveying For Vacuum Furnaces Optimizing Procedure ForDocument16 pagesTemperature Uniformity Surveying For Vacuum Furnaces Optimizing Procedure Foranilbabu4No ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- Experimentation, Validation, and Uncertainty Analysis for EngineersFrom EverandExperimentation, Validation, and Uncertainty Analysis for EngineersNo ratings yet
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesFrom EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNo ratings yet
- Alloy And Microstructural DesignFrom EverandAlloy And Microstructural DesignJohn TienNo ratings yet
- Organo-Transition Metal Compounds and Related Aspects of Homogeneous Catalysis: Pergamon Texts in Inorganic ChemistryFrom EverandOrgano-Transition Metal Compounds and Related Aspects of Homogeneous Catalysis: Pergamon Texts in Inorganic ChemistryNo ratings yet
- Development of Coarse-Grained Structure During RecrystallizationDocument20 pagesDevelopment of Coarse-Grained Structure During Recrystallizationsivajirao70100% (1)
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456No ratings yet
- The Complete Solution For Inclusion Measurement: PodfaDocument8 pagesThe Complete Solution For Inclusion Measurement: PodfaSharun JacobNo ratings yet
- B 275 - 02 - Qji3ns1sruqDocument8 pagesB 275 - 02 - Qji3ns1sruqmalika_00100% (1)
- F1713 1479757-1Document5 pagesF1713 1479757-1Thaweekarn ChangthongNo ratings yet
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDocument7 pagesWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- Factors Affecting Variable Weld PenetrationDocument32 pagesFactors Affecting Variable Weld PenetrationRodney Vitorino DiasNo ratings yet
- Concept Laser M2Document2 pagesConcept Laser M2Levent KandemirNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- ISO-16859 Leeb HardnessDocument11 pagesISO-16859 Leeb HardnessMaNo ratings yet
- PM Review Autumn 2014 SPDocument92 pagesPM Review Autumn 2014 SPDesi SambeNo ratings yet
- Raw vs. Part Heat Treatments - What Is The Difference.Document4 pagesRaw vs. Part Heat Treatments - What Is The Difference.skluxNo ratings yet
- Flexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureDocument5 pagesFlexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureNurul Lailatul MuzayadahNo ratings yet
- Metal Structure and Metallography TechniqueDocument11 pagesMetal Structure and Metallography TechniqueLilian RoseNo ratings yet
- NAM Cat CombinedCh1Document16 pagesNAM Cat CombinedCh1Thanh Do VanNo ratings yet
- Ipsen Vacuum TechnologyDocument6 pagesIpsen Vacuum TechnologyJacques GillesNo ratings yet
- MSE 360 Materials Laboratory I-Fall 2010 Microscopy and Microstructure AnalysisDocument8 pagesMSE 360 Materials Laboratory I-Fall 2010 Microscopy and Microstructure AnalysisFernando ParidisoNo ratings yet
- Ningbo Jintian Copper TubeDocument16 pagesNingbo Jintian Copper TubeMinh VănNo ratings yet
- Testbars Vs Casting PropertiesDocument36 pagesTestbars Vs Casting Propertiescastco@iafrica.comNo ratings yet
- Metrology Notes 2Document17 pagesMetrology Notes 2Chris MuturiNo ratings yet
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Executive Summary - Stainless Steel MarketDocument14 pagesExecutive Summary - Stainless Steel MarketAgustina EffendyNo ratings yet
- Difference The % of Reading and %FSD (Full Scale Deflection)Document1 pageDifference The % of Reading and %FSD (Full Scale Deflection)anafadoNo ratings yet
- NormalizingDocument4 pagesNormalizingAbd.ul.RahmanNo ratings yet
- Reducing Gear Distortion with Simple FixtureDocument7 pagesReducing Gear Distortion with Simple FixtureVireshVerma100% (1)
- Surface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofDocument7 pagesSurface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofcal2_uniNo ratings yet
- EMEA14 Alcoa Wood EnablingStartupOperationalImprovementUsingthePISystemDocument25 pagesEMEA14 Alcoa Wood EnablingStartupOperationalImprovementUsingthePISystemAshish DasNo ratings yet
- SLIVER DEFECTS ON LOW CARBON STEELSDocument5 pagesSLIVER DEFECTS ON LOW CARBON STEELSVarun MishraNo ratings yet
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Image Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007Document16 pagesImage Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007nantha kumarNo ratings yet
- Tinius Olsen - Ref 30 - 60000lb Cal Super L - B117GDocument8 pagesTinius Olsen - Ref 30 - 60000lb Cal Super L - B117Gjr_satish6965No ratings yet
- Conformal Cooling 140217011257 Phpapp01 PDFDocument50 pagesConformal Cooling 140217011257 Phpapp01 PDFcute7707No ratings yet
- Righton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFDocument1 pageRighton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFjenishjsNo ratings yet
- Podfa AluminumDocument8 pagesPodfa AluminumAnonymous TfZRkQYNo ratings yet
- ASM Metals Handbook, NDT-Vol 17 16Document1 pageASM Metals Handbook, NDT-Vol 17 16xiaohaoNo ratings yet
- Surface roughness parameters and their effectsDocument6 pagesSurface roughness parameters and their effectsCarlos BustamanteNo ratings yet
- Part 10-Human Factors Informed Root Cause Analysis (RCA)Document31 pagesPart 10-Human Factors Informed Root Cause Analysis (RCA)MickloSoberanNo ratings yet
- Overview 8D Problem Solving For Suppliers: Source: Bosch Booklet 16Document20 pagesOverview 8D Problem Solving For Suppliers: Source: Bosch Booklet 16MickloSoberanNo ratings yet
- Chi Square TestsDocument3 pagesChi Square TestsMarah Elaine TevesNo ratings yet
- Problem Soling From BoschDocument62 pagesProblem Soling From Boschdungdhts100% (1)
- 180403-CGP-01900-015 - BBL - N - EN - 2015-08-18-Fault Tree AnalisesDocument83 pages180403-CGP-01900-015 - BBL - N - EN - 2015-08-18-Fault Tree Analisesjessy eghNo ratings yet
- Cause Mapping Investigation Template - GeneralDocument20 pagesCause Mapping Investigation Template - GeneralMickloSoberanNo ratings yet
- Zeiss Involute ExampleDocument3 pagesZeiss Involute ExampleMickloSoberanNo ratings yet
- 8D Problem Solving Report: D0 Problem Solving Summary Type Select Only One: Internal Supplier Header InformationDocument13 pages8D Problem Solving Report: D0 Problem Solving Summary Type Select Only One: Internal Supplier Header InformationMickloSoberanNo ratings yet
- Chrysler LLC Launches New Technical ProgramsDocument1 pageChrysler LLC Launches New Technical ProgramsMickloSoberanNo ratings yet
- Chrysler LLC Launches New Technical ProgramsDocument1 pageChrysler LLC Launches New Technical ProgramsMickloSoberanNo ratings yet
- Chi Square TestsDocument3 pagesChi Square TestsMarah Elaine TevesNo ratings yet
- Root Cause Analysis Cause Mapping Investigation SheetDocument1 pageRoot Cause Analysis Cause Mapping Investigation SheetMickloSoberan100% (1)
- Chi Square Test of Proportions For Confirmation Testing: Craig G. Hysong May 6, 2014Document44 pagesChi Square Test of Proportions For Confirmation Testing: Craig G. Hysong May 6, 2014MickloSoberanNo ratings yet
- ASQ Auto Div Webinar March 2014Document79 pagesASQ Auto Div Webinar March 2014MickloSoberanNo ratings yet
- SMM598 Six Sigma For Managers May June 2Document12 pagesSMM598 Six Sigma For Managers May June 2MickloSoberanNo ratings yet
- QRQC Training ProtocolDocument52 pagesQRQC Training ProtocolSudhagar P100% (1)
- @shingo Model HandbookDocument52 pages@shingo Model HandbookKao AkanaNo ratings yet
- Lean Lexicon: A Graphical Glossary For Lean ThinkersDocument140 pagesLean Lexicon: A Graphical Glossary For Lean Thinkersluvubins100% (1)
- Root Cause Analysis Article Improving FishboneDocument4 pagesRoot Cause Analysis Article Improving FishbonebaioccojNo ratings yet
- DOX - Design of ExperimentsDocument31 pagesDOX - Design of ExperimentsMickloSoberanNo ratings yet
- First Time Quality: SAP Course #: 62006505Document65 pagesFirst Time Quality: SAP Course #: 62006505MickloSoberanNo ratings yet
- Agma 908-B89Document79 pagesAgma 908-B89AngelRicardez100% (3)
- Planned Maitenance by NAKANODocument146 pagesPlanned Maitenance by NAKANOMickloSoberan100% (3)
- 5 Why WeldingRobot ToyotaDocument1 page5 Why WeldingRobot ToyotaMickloSoberanNo ratings yet
- 8D Training - ASQ Meeting 2017-9-12Document78 pages8D Training - ASQ Meeting 2017-9-12Avyan KelanNo ratings yet
- Planned Maitenance by NAKANODocument146 pagesPlanned Maitenance by NAKANOMickloSoberan100% (3)
- Ansi Agma 2000 A88Document4 pagesAnsi Agma 2000 A88MickloSoberanNo ratings yet
- CQI-15 Welding ProcessDocument52 pagesCQI-15 Welding ProcessAwdhesh Singh Bhadoriya100% (7)
- 2014-06 Shingo Model Handbook (2014)Document52 pages2014-06 Shingo Model Handbook (2014)ricardozanini2013100% (1)
- Root Cause Analysis Article Rca RCM PDFDocument4 pagesRoot Cause Analysis Article Rca RCM PDFPamungkas Dwi Admaja100% (1)
- Process Control and InstrumentationDocument27 pagesProcess Control and InstrumentationchandakberaNo ratings yet
- General Specifications: YTA710 Temperature TransmitterDocument13 pagesGeneral Specifications: YTA710 Temperature TransmitterMauricio RamirezNo ratings yet
- Instruction Manual Vito Interface and Average Temperature (And Water) Probes For 854 Servo, 97X Smartradar and 877 FdiDocument52 pagesInstruction Manual Vito Interface and Average Temperature (And Water) Probes For 854 Servo, 97X Smartradar and 877 FdiarefNo ratings yet
- MilliK ExpanderDocument1 pageMilliK ExpandercsmanienNo ratings yet
- Thermocouple Working Principle, Types and PropertiesDocument5 pagesThermocouple Working Principle, Types and PropertiesAjith Kumar RNo ratings yet
- Technical Information Itherm Multisens Bundle Tms31Document28 pagesTechnical Information Itherm Multisens Bundle Tms31Rommel OrellanaNo ratings yet
- Measurement Lab.: Dr. Ahmad Al-SalaymehDocument12 pagesMeasurement Lab.: Dr. Ahmad Al-SalaymehqusayNo ratings yet
- Lecure-2 Sensors For Biomedical ApplicationsDocument98 pagesLecure-2 Sensors For Biomedical ApplicationsDivya Aseeja0% (1)
- Ieee 1069Document29 pagesIeee 1069Jose Antonio EstofaneroNo ratings yet
- Astm D648 HDT PDFDocument13 pagesAstm D648 HDT PDFEva SilvaNo ratings yet
- Section F Temp Voltage ControlDocument132 pagesSection F Temp Voltage ControlalltheloveintheworldNo ratings yet
- (PDF) Current Developments in Wearable ThermometersDocument22 pages(PDF) Current Developments in Wearable Thermometersfirman tri ajieNo ratings yet
- Kap2 EnerdisDocument16 pagesKap2 EnerdiskailasamvvNo ratings yet
- VITO LT Selction GuideDocument6 pagesVITO LT Selction GuideThái NgọcNo ratings yet
- DMA-80 Testing ProcedureDocument3 pagesDMA-80 Testing ProcedureOmar Alvarado Cadena0% (1)
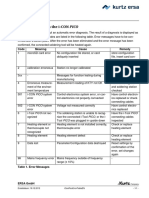
- Error Messages in The i-CON PICODocument1 pageError Messages in The i-CON PICOIvana Ika StankovicNo ratings yet
- 02.1.3 - Thermal Conductivities of ThinDocument11 pages02.1.3 - Thermal Conductivities of ThinRenan Costa LazaroNo ratings yet
- Supplementary Specification To API Recommended Practice 551 Process MeasurementDocument32 pagesSupplementary Specification To API Recommended Practice 551 Process MeasurementkochicommNo ratings yet
- Temperature Sensors: Peter T Gough Visiting ProfessorDocument54 pagesTemperature Sensors: Peter T Gough Visiting ProfessorZahrina MardinaNo ratings yet
- Datasheet 2Document36 pagesDatasheet 2huicholeNo ratings yet
- Txisorail 4-20 Ma: Isolated Temperature Transmitter - Operation Manual V1.0X I Specifications ConfigurationDocument3 pagesTxisorail 4-20 Ma: Isolated Temperature Transmitter - Operation Manual V1.0X I Specifications Configurationdanilo upsNo ratings yet
- EmkoDocument66 pagesEmkoSetiadi Denny100% (1)
- Temperature TestDocument19 pagesTemperature TestmosdnsNo ratings yet
- D 1857 - 03 - Rde4ntcDocument4 pagesD 1857 - 03 - Rde4ntcphaindikaNo ratings yet
- TE Lab 2Document50 pagesTE Lab 2Gopi RaguNo ratings yet
- Measurement of Particulate Emissions and Heating Efficiency of Outdoor Solid Fuel-Fired Hydronic Heating AppliancesDocument13 pagesMeasurement of Particulate Emissions and Heating Efficiency of Outdoor Solid Fuel-Fired Hydronic Heating Appliancesmati.khan.wahidiNo ratings yet
- For Email Daily Thermetrics TSTC Product BrochureDocument5 pagesFor Email Daily Thermetrics TSTC Product BrochureIlkuNo ratings yet
- Kent'S Test Preparation Sunday, February 12 2018Document3 pagesKent'S Test Preparation Sunday, February 12 2018SamuelGideonSimatupaNo ratings yet
- Thermal Runaway Features of Large Format Prismatic Lithium IonDocument8 pagesThermal Runaway Features of Large Format Prismatic Lithium IonGabriel AraujoNo ratings yet
- Ams2750 GDocument56 pagesAms2750 GAna Gabriela OjedaNo ratings yet