You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Behavior of Piles With Raft Foundation Using Safe Software: Reshma T.V, Bhavya B S, Rashmi Mishra, Sankalpasri S SDocument5 pagesBehavior of Piles With Raft Foundation Using Safe Software: Reshma T.V, Bhavya B S, Rashmi Mishra, Sankalpasri S Sfrog15No ratings yet
- Chapter 4-Theory-of-Elasticity-PG-Course PDFDocument15 pagesChapter 4-Theory-of-Elasticity-PG-Course PDFephNo ratings yet
- Chapter 3-Theory-of-Elasticity-PG-Course PDFDocument10 pagesChapter 3-Theory-of-Elasticity-PG-Course PDFephNo ratings yet
- STL-01 SUP 01 Methods of Steel Manufacturing - The Electric PDFDocument6 pagesSTL-01 SUP 01 Methods of Steel Manufacturing - The Electric PDFephNo ratings yet
- Current Changes To The Strength Grading of UK Softwoods-European HarmonisationDocument11 pagesCurrent Changes To The Strength Grading of UK Softwoods-European HarmonisationephNo ratings yet
- Chapter 1: Introduction To Basic Terms in Theory of ElasticityDocument2 pagesChapter 1: Introduction To Basic Terms in Theory of ElasticityephNo ratings yet
- Chapter 2-Theory-of-Elasticity-PG-Course PDFDocument15 pagesChapter 2-Theory-of-Elasticity-PG-Course PDFephNo ratings yet
- AAiT Structural Engineering Postgrad ProgramDocument1 pageAAiT Structural Engineering Postgrad ProgramephNo ratings yet
- STL-02ii Plastic AnalysisDocument13 pagesSTL-02ii Plastic AnalysisephNo ratings yet
- STL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFDocument9 pagesSTL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFephNo ratings yet
- STL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFDocument9 pagesSTL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFephNo ratings yet
- STL-01 SUP 01 Methods of Steel Manufacturing - The Electric PDFDocument6 pagesSTL-01 SUP 01 Methods of Steel Manufacturing - The Electric PDFephNo ratings yet
- Chapter 1: Introduction To Basic Terms in Theory of ElasticityDocument2 pagesChapter 1: Introduction To Basic Terms in Theory of ElasticityephNo ratings yet
- Design of Beams in Composite Bridges - SteelConstruction - InfoDocument28 pagesDesign of Beams in Composite Bridges - SteelConstruction - InfoephNo ratings yet
- STL-02ii Plastic AnalysisDocument13 pagesSTL-02ii Plastic AnalysisephNo ratings yet
- STL-01 SUP-02 Rapid - Manufacturing - of - Metallic - Objects PDFDocument14 pagesSTL-01 SUP-02 Rapid - Manufacturing - of - Metallic - Objects PDFephNo ratings yet
- STL-01 SUP 01 Methods of Steel Manufacturing - The Electric PDFDocument6 pagesSTL-01 SUP 01 Methods of Steel Manufacturing - The Electric PDFephNo ratings yet
- Slab Es en 1992-2015 PDFDocument4 pagesSlab Es en 1992-2015 PDFephNo ratings yet
- One-Way Shear in Wide Concrete Beams With Narrow Supports: AuthorsDocument10 pagesOne-Way Shear in Wide Concrete Beams With Narrow Supports: AuthorsephNo ratings yet
- AAiT Structural Engineering Postgrad ProgramDocument1 pageAAiT Structural Engineering Postgrad ProgramephNo ratings yet
- 1Document47 pages1MqAshladyNo ratings yet
- Design of Beams in Composite Bridges - SteelConstruction - InfoDocument28 pagesDesign of Beams in Composite Bridges - SteelConstruction - InfoephNo ratings yet
- Stiffeners - SteelConstruction - InfoDocument12 pagesStiffeners - SteelConstruction - InfoephNo ratings yet
- Prestressed Concrete Design To Eurocodes PDFDocument13 pagesPrestressed Concrete Design To Eurocodes PDFashwini thakurNo ratings yet
- Concise Drafting Manual DraftDocument39 pagesConcise Drafting Manual DraftAmanuelGirmaNo ratings yet
- Watertank GS PDFDocument24 pagesWatertank GS PDFManoj RautNo ratings yet
- SR en 10025-04Document8 pagesSR en 10025-04pukla100% (2)
- A New Formulation For The Geometric Layout Optimisation of Flat S PDFDocument10 pagesA New Formulation For The Geometric Layout Optimisation of Flat S PDFephNo ratings yet
- 62 Effect PDFDocument9 pages62 Effect PDFephNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Comparison of Chemical Earthing With Conventional EarthingDocument1 pageComparison of Chemical Earthing With Conventional EarthingMukesh kumar DewraNo ratings yet
- HVAC SYSTEM TRAINING Oci-2 PDFDocument48 pagesHVAC SYSTEM TRAINING Oci-2 PDFsandi kurniaNo ratings yet
- EE 143 Microfabrication Technology Fall 2014: Prof. Clark T.-C. NguyenDocument9 pagesEE 143 Microfabrication Technology Fall 2014: Prof. Clark T.-C. NguyenstansilawNo ratings yet
- NB 40-250-230. 60m3-h. 55.5m. 15KW PDFDocument4 pagesNB 40-250-230. 60m3-h. 55.5m. 15KW PDFViệt Đặng XuânNo ratings yet
- ACCELEROMETER SEMINAR TITLEDocument13 pagesACCELEROMETER SEMINAR TITLESupriya Hegde100% (1)
- Danfoss - Compressor Case StudiesDocument5 pagesDanfoss - Compressor Case Studiesgpax42No ratings yet
- 852-318 Rele Imagen Termica DigitalDocument2 pages852-318 Rele Imagen Termica DigitalenriqueunoNo ratings yet
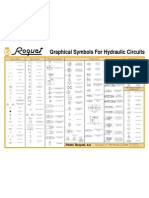
- Hydraulic SymbolsDocument1 pageHydraulic SymbolsHemil ChauhanNo ratings yet
- 365 Ton LTM 1300 LiebherrDocument18 pages365 Ton LTM 1300 Liebherrcornel_lupuNo ratings yet
- UN Climate Change Annual Report 2018Document62 pagesUN Climate Change Annual Report 2018Jose AlvarezNo ratings yet
- Section 1: Types of SolutionDocument13 pagesSection 1: Types of SolutionAndreaNicoleBanzonNo ratings yet
- Toyota Prius Timing Chain Service GuideDocument13 pagesToyota Prius Timing Chain Service Guidefernando ortizNo ratings yet
- Rittberger & Zangl (2006) International Organizations - Chapter 1Document28 pagesRittberger & Zangl (2006) International Organizations - Chapter 1Rojda0% (1)
- Photo DiodeDocument3 pagesPhoto DiodeAngga Wijaya KusumaNo ratings yet
- Salivary AmylaseDocument43 pagesSalivary Amylasecountdracula9283% (6)
- Mechanical Training Preheater Cyclone TypesDocument15 pagesMechanical Training Preheater Cyclone Typestricky777100% (1)
- Chapter 2 Selected SolutionsDocument18 pagesChapter 2 Selected SolutionsEyüp MetinNo ratings yet
- Operational Research ExampleDocument21 pagesOperational Research ExamplezhakooNo ratings yet
- Installing Takegawa Hyper Cam (KLX110/DRZ110)Document1 pageInstalling Takegawa Hyper Cam (KLX110/DRZ110)MinibikeTechNo ratings yet
- Protection Technician - UETCL-021Document2 pagesProtection Technician - UETCL-021SHARON NAUMENo ratings yet
- Hydropower: The Hashemite UniversityDocument24 pagesHydropower: The Hashemite Universityلينا جودةNo ratings yet
- Rate of Reaction 2Document23 pagesRate of Reaction 2brydonsantosNo ratings yet
- Physics 11Document11 pagesPhysics 11moorchehNo ratings yet
- Worksheet#2 QuestionsDocument7 pagesWorksheet#2 QuestionsChua RhickNo ratings yet
- Floor Plan Floor Plan: Schedule of Loads PB1Document1 pageFloor Plan Floor Plan: Schedule of Loads PB1Lady Mae BrigoliNo ratings yet
- P68C STD Equipm GarminDocument7 pagesP68C STD Equipm Garmincaptrohit100% (1)
- Choosing Between Steam and ORC Cycles for Small-Scale PowerDocument38 pagesChoosing Between Steam and ORC Cycles for Small-Scale PowerGrazia CovinoNo ratings yet
- Alnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesDocument18 pagesAlnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesparthpatelparthNo ratings yet
- BATCH PROCESS PlaybookDocument104 pagesBATCH PROCESS PlaybookKapil Dev SaggiNo ratings yet
- WEEK 9 - Chemical Reaction Equilibria Part 1Document34 pagesWEEK 9 - Chemical Reaction Equilibria Part 1Wan Nadatul NadwaNo ratings yet