You might also like
- Illustrated Catalogue of Cotton MachineryFrom EverandIllustrated Catalogue of Cotton MachineryNo ratings yet
- Powder Technology: Satyajeet S. Bhonsale, Dries Telen, Bard Stokbroekx, Jan Van ImpeDocument11 pagesPowder Technology: Satyajeet S. Bhonsale, Dries Telen, Bard Stokbroekx, Jan Van ImpeSher AhmadNo ratings yet
- Seed Sowing MachineDocument6 pagesSeed Sowing MachineVasuNo ratings yet
- Application of Fibre Sensor in Grain Drill To Estimate Seed Flow Under Field oDocument8 pagesApplication of Fibre Sensor in Grain Drill To Estimate Seed Flow Under Field oAlley WaysNo ratings yet
- InTech-Grinding Characteristics of Wheat in Industrial MillsDocument33 pagesInTech-Grinding Characteristics of Wheat in Industrial Millsabdulrahman saadNo ratings yet
- Design and Operating Criteria For Maximising The B PDFDocument13 pagesDesign and Operating Criteria For Maximising The B PDFnghiNo ratings yet
- Multi Seeds Cum Fertilizer Sowing Machine Ijariie12230Document5 pagesMulti Seeds Cum Fertilizer Sowing Machine Ijariie12230sourabhNo ratings yet
- Universal Multipurpose Cultivator: International Research Journal of Engineering and Technology (IRJET)Document6 pagesUniversal Multipurpose Cultivator: International Research Journal of Engineering and Technology (IRJET)Shivam ShahNo ratings yet
- Digital Counts of Maize Plants by Unmanned Aerial Vehicles (UAVs)Document15 pagesDigital Counts of Maize Plants by Unmanned Aerial Vehicles (UAVs)ananiaNo ratings yet
- Product Design Based On Discrete Particle Modeling of A Uidized Bed GranulatorDocument12 pagesProduct Design Based On Discrete Particle Modeling of A Uidized Bed Granulator권혁록No ratings yet
- Performance Evaluation of Seed-Cum-Fertilizer DrillDocument9 pagesPerformance Evaluation of Seed-Cum-Fertilizer DrillIJRASETPublicationsNo ratings yet
- Optimization of A Fully Air Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid PDFDocument10 pagesOptimization of A Fully Air Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid PDFJunaid MazharNo ratings yet
- Design and Development of Size Segregation Sieve MDocument8 pagesDesign and Development of Size Segregation Sieve MKi123 TaNo ratings yet
- 925 5257 1 PBDocument8 pages925 5257 1 PBAamir SaeedNo ratings yet
- Agriculture: Study On The Method of Matched Splice Grafting For Melon Seedlings Based On Visual ImageDocument16 pagesAgriculture: Study On The Method of Matched Splice Grafting For Melon Seedlings Based On Visual ImageJose LuisNo ratings yet
- Cota Barren 2010Document11 pagesCota Barren 2010Gustavo Javier Pérez ContrerasNo ratings yet
- Irjet V5i6410Document4 pagesIrjet V5i6410Flip ItNo ratings yet
- Experimental Optimization of Pulverizer MachineDocument8 pagesExperimental Optimization of Pulverizer MachineIJRASETPublicationsNo ratings yet
- 2020 09 Hosseinzadeh Population and GranulationDocument8 pages2020 09 Hosseinzadeh Population and GranulationHQ EntertainmentNo ratings yet
- Mixing Rate For Solids 2Document8 pagesMixing Rate For Solids 2muriloinnocentiniNo ratings yet
- Brief PrmosstDocument2 pagesBrief PrmosstmishellNo ratings yet
- Design and Performance Evaluation of A Novel Variable Rate Multi-Crop Seed Metering Unit For Precision AgricultureDocument12 pagesDesign and Performance Evaluation of A Novel Variable Rate Multi-Crop Seed Metering Unit For Precision AgricultureMadhusudhan N MNo ratings yet
- Optimizing The Seed-Cell Filling Performance of An Inclined Plate Seed Metering Device Using Integrated ANN-PSO ApproachDocument12 pagesOptimizing The Seed-Cell Filling Performance of An Inclined Plate Seed Metering Device Using Integrated ANN-PSO ApproachChaitanya Madhaw PareekNo ratings yet
- Buhler Smart MillDocument2 pagesBuhler Smart MillmostrazoNo ratings yet
- Glatt FA 047 Urea Based Fertilizers by Fluidised Bed Technology WorldFertilizer en 2018-01-02Document4 pagesGlatt FA 047 Urea Based Fertilizers by Fluidised Bed Technology WorldFertilizer en 2018-01-02Michael Kang'eriNo ratings yet
- Impeller Huller FINALDocument25 pagesImpeller Huller FINALborascaezekiel21No ratings yet
- Literature Review On Maize ShellerDocument6 pagesLiterature Review On Maize Shellerfvg2xg5r100% (1)
- Lim - 2014 - Journal of Cleaner ProductionDocument10 pagesLim - 2014 - Journal of Cleaner ProductionAINA SAMNo ratings yet
- Powder Technology: T.M. Chitu, D. Oulahna, M. HematiDocument10 pagesPowder Technology: T.M. Chitu, D. Oulahna, M. HematiKarla HuamancajaNo ratings yet
- Using Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsDocument23 pagesUsing Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsJosé Helí Vallejos CoronadoNo ratings yet
- Spray DryingDocument3 pagesSpray DryingDeepak ChachraNo ratings yet
- 11 2015 029philippines Vietnam 03091Document11 pages11 2015 029philippines Vietnam 03091Jesus Gabriel Polo CardozoNo ratings yet
- Scaleup Factors With An Industrial Perspectivescaleup Factors With An Industrial PerspectiveDocument14 pagesScaleup Factors With An Industrial Perspectivescaleup Factors With An Industrial PerspectiveItzel Melitce Martinez RomeroNo ratings yet
- Experimental Study On Application of Different Sizing Agents and Its Impact of Fabric PropertiesDocument12 pagesExperimental Study On Application of Different Sizing Agents and Its Impact of Fabric Propertiesibrahim sanlıNo ratings yet
- Simulation of Biofuel Production Via Fast Pyrolysis of Palm Oil ResiduesDocument10 pagesSimulation of Biofuel Production Via Fast Pyrolysis of Palm Oil ResiduesAbeer AbdullahNo ratings yet
- Some Factors Affecting Sieving Performance and Efficiency PDFDocument6 pagesSome Factors Affecting Sieving Performance and Efficiency PDFAnonymous NxpnI6jCNo ratings yet
- Study On Application of Native Millet Starch For Cotton Warp Yarn SizingDocument6 pagesStudy On Application of Native Millet Starch For Cotton Warp Yarn SizingdivakarNo ratings yet
- Scale Up Factors With An Industrial PerspectiveDocument14 pagesScale Up Factors With An Industrial PerspectiverajuNo ratings yet
- Powder Technology: Raj Kumar, Srikanth R. Gopireddy, Arun K. Jana, Chetan M. PatelDocument17 pagesPowder Technology: Raj Kumar, Srikanth R. Gopireddy, Arun K. Jana, Chetan M. PatelCynosure SkyNo ratings yet
- Per Bin BlenderDocument9 pagesPer Bin BlenderJonatan SallesNo ratings yet
- Some Factors Affecting Sieving Performance and EfficiencyDocument6 pagesSome Factors Affecting Sieving Performance and Efficiencyfrancisco.fuentes100% (2)
- Agriculture 12 00908Document15 pagesAgriculture 12 00908lucasgirioNo ratings yet
- Energy: Yixin Zhu, Jianchu Xu, Qiaohong Li, Peter E. MortimerDocument6 pagesEnergy: Yixin Zhu, Jianchu Xu, Qiaohong Li, Peter E. MortimerNazarud DinNo ratings yet
- Grinding Considerations When Pelleting Livestock Feeds: The Cost(s) of GrindingDocument18 pagesGrinding Considerations When Pelleting Livestock Feeds: The Cost(s) of GrindingWalter montes hoyosNo ratings yet
- 1994-Article Text-3743-1-10-20210301Document5 pages1994-Article Text-3743-1-10-20210301B S chethanNo ratings yet
- Eeuu TesisDocument15 pagesEeuu TesisFelipe Falcon CamayoNo ratings yet
- Sciencedirect: Robot Ensembles For Grafting Herbaceous CropsDocument13 pagesSciencedirect: Robot Ensembles For Grafting Herbaceous CropsJose LuisNo ratings yet
- Scaleup Factors With An Industrial Perspectivescaleup Factors With An Industrial PerspectiveDocument14 pagesScaleup Factors With An Industrial Perspectivescaleup Factors With An Industrial PerspectiveItzel Melitce Martinez RomeroNo ratings yet
- Monodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFDocument11 pagesMonodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFfishvalNo ratings yet
- Ijresm V1 I10 140Document3 pagesIjresm V1 I10 140alibaber78No ratings yet
- Mechanization of Manually Operated Seed Sowing Machine For Small Farming LandDocument4 pagesMechanization of Manually Operated Seed Sowing Machine For Small Farming LandIJARTETNo ratings yet
- Design and Experimental Analysis of Full-Automatic Virus-Free Seedcane Seed-Metering DeviceDocument5 pagesDesign and Experimental Analysis of Full-Automatic Virus-Free Seedcane Seed-Metering DeviceMadhusudhan N MNo ratings yet
- Relative Effect of Particle Size On The Physical Properties of Corn Meal Extrudates: Effect of Particle Size On The Extrusion of Corn MealDocument7 pagesRelative Effect of Particle Size On The Physical Properties of Corn Meal Extrudates: Effect of Particle Size On The Extrusion of Corn MealWilliam Yesid Diaz AvilaNo ratings yet
- Ref30 Mandatoetal.2012PowderTechnol.Document9 pagesRef30 Mandatoetal.2012PowderTechnol.baronNo ratings yet
- Expert Systems With Applications: Ferhat Kurtulmusß, - Ismail KavdirDocument8 pagesExpert Systems With Applications: Ferhat Kurtulmusß, - Ismail KavdirhlaxNo ratings yet
- Effects of Operating Parameters On The Efficiency of Dry Stirred MillingDocument9 pagesEffects of Operating Parameters On The Efficiency of Dry Stirred MillingW ZuoNo ratings yet
- Particle Size Distribution of Shieving FlourDocument4 pagesParticle Size Distribution of Shieving FloursofiapurnamaNo ratings yet
- Particle Size Distribution of Shieving FlourDocument4 pagesParticle Size Distribution of Shieving FloursofiapurnamaNo ratings yet
- 8 DineshDocument1 page8 DineshAnadi SethNo ratings yet
- Paper Ijas SKR 2019Document9 pagesPaper Ijas SKR 2019AmanNo ratings yet
- Reaction Kinetics of Ammonia & Nitric AcidDocument116 pagesReaction Kinetics of Ammonia & Nitric AcidMonica Garcia100% (1)
- Straight Ammonium Nitrate Fertilizer Stabilization:theoritical PossibilitiesDocument26 pagesStraight Ammonium Nitrate Fertilizer Stabilization:theoritical PossibilitiesMagdy SalehNo ratings yet
- Tertre Granulation Plant:: NH3 Acidic Purge of Scrubbing Section SprayersDocument11 pagesTertre Granulation Plant:: NH3 Acidic Purge of Scrubbing Section SprayersMagdy SalehNo ratings yet
- Etude Du Systeme Quasi Ternaire H2O NH4NDocument10 pagesEtude Du Systeme Quasi Ternaire H2O NH4NMagdy SalehNo ratings yet
- Sick GM31Document54 pagesSick GM31Magdy SalehNo ratings yet
- 2001 ANPSG Participants List: AbocolDocument10 pages2001 ANPSG Participants List: AbocolMagdy SalehNo ratings yet
- Guidance For Compatibility2 PDFDocument16 pagesGuidance For Compatibility2 PDFMagdy SalehNo ratings yet
- Recent Developments in Urea Plant Design: Pan OrphanidesDocument17 pagesRecent Developments in Urea Plant Design: Pan OrphanidesMagdy SalehNo ratings yet
- Hot Ammonia VJ 05112014Document44 pagesHot Ammonia VJ 05112014Magdy SalehNo ratings yet
- Petroleum Refining Materials and EquipmentDocument23 pagesPetroleum Refining Materials and EquipmentAli AlengineerNo ratings yet
- United States Patent (19) : (Aziz 2Document8 pagesUnited States Patent (19) : (Aziz 2Magdy SalehNo ratings yet
- Information Producction NPKDocument154 pagesInformation Producction NPKCristian M. Choque CataNo ratings yet
- Drawing123121 PDFDocument1 pageDrawing123121 PDFMagdy SalehNo ratings yet
- Drawing 123121Document1 pageDrawing 123121Magdy SalehNo ratings yet
- Proceedings of The Annual Meeting Fertilizer Industry RoundtableDocument170 pagesProceedings of The Annual Meeting Fertilizer Industry RoundtableMagdy SalehNo ratings yet
- Mastering EES Themechangers - Blogspot.inDocument608 pagesMastering EES Themechangers - Blogspot.inGabrielle Tan100% (2)
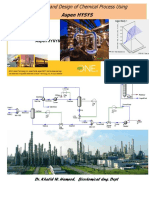
- Hysys 2020 PDFDocument357 pagesHysys 2020 PDFMagdy Saleh100% (4)
- Heat Capacities and Thermodynamic Properties of Ammonium NitrateDocument12 pagesHeat Capacities and Thermodynamic Properties of Ammonium NitrateMagdy SalehNo ratings yet
- Hysys 8.8 - ManualDocument606 pagesHysys 8.8 - ManualCarlos Vaz88% (8)
- IFA Technical Conference: Amman, Jordan 2-6 October 1994Document6 pagesIFA Technical Conference: Amman, Jordan 2-6 October 1994Magdy SalehNo ratings yet
- Simulink06 PDFDocument16 pagesSimulink06 PDFFarid AfifiNo ratings yet
- ReadmeDocument1 pageReadmeMagdy SalehNo ratings yet
- EP0229421A2Document7 pagesEP0229421A2Magdy SalehNo ratings yet
- Granulation Example Demo Guide PDFDocument31 pagesGranulation Example Demo Guide PDFMagdy SalehNo ratings yet
- Aspen Plus Urea Synthesis Loop ModelDocument19 pagesAspen Plus Urea Synthesis Loop ModelMagdy SalehNo ratings yet
- EP0107870A1Document9 pagesEP0107870A1Magdy SalehNo ratings yet
- Computer Simulation of Fertilizer Granulation PlantsDocument29 pagesComputer Simulation of Fertilizer Granulation PlantsMagdy SalehNo ratings yet
- 46 - Powder DolomiteDocument1 page46 - Powder DolomiteMagdy SalehNo ratings yet
- Fluidized BedDocument5 pagesFluidized BedMagdy SalehNo ratings yet
- Experiment Instructions: CE 220 Fluidised Bed FormationDocument51 pagesExperiment Instructions: CE 220 Fluidised Bed FormationRiccardo VianelloNo ratings yet
- Hand Out-Boiler CompleteDocument40 pagesHand Out-Boiler Completemuhammad umarNo ratings yet
- Addis Ababa Institute of Technology School of Civil and Environmental Engineering Water Supply and Environmental EngineeringDocument11 pagesAddis Ababa Institute of Technology School of Civil and Environmental Engineering Water Supply and Environmental Engineeringashe zinabNo ratings yet
- Design Aspects of Cow Dung Fired Power Boiler: Gurpreet Singh, Adarsh Kumar, Satbir Singh SehgalDocument6 pagesDesign Aspects of Cow Dung Fired Power Boiler: Gurpreet Singh, Adarsh Kumar, Satbir Singh Sehgalgurpreet singhNo ratings yet
- (Aziz Belmiloudi (Editor) ) Heat Transfer - Theoret (B-Ok - CC)Document666 pages(Aziz Belmiloudi (Editor) ) Heat Transfer - Theoret (B-Ok - CC)AshenafiNo ratings yet
- MODULE 2.1 PPT2.1 FluidisationDocument27 pagesMODULE 2.1 PPT2.1 Fluidisationjithin jacobNo ratings yet
- Chapter 5. Fluidization: 5.1 FundamentalDocument8 pagesChapter 5. Fluidization: 5.1 Fundamentalmkamdar13No ratings yet
- CHL 331 Term Project - 2014Document6 pagesCHL 331 Term Project - 2014xxxxsalmanNo ratings yet
- Circulating Fluidized Bed Reactor Design and TheoryDocument28 pagesCirculating Fluidized Bed Reactor Design and TheoryMehran Rasheed Goraya100% (3)
- Rhodes Solutions Chaptr7Document21 pagesRhodes Solutions Chaptr7Charlton Dave Aranas33% (3)
- Fluidized BedDocument24 pagesFluidized BedZahrotul HayatiNo ratings yet
- Saxena Grewal Correlaciones para Minina Particulas Pequeñas PDFDocument6 pagesSaxena Grewal Correlaciones para Minina Particulas Pequeñas PDFpapapa14No ratings yet
- Fluidized Bed ReactorsDocument7 pagesFluidized Bed ReactorsVanNo ratings yet
- Berruti1995 - Hydrodynamics of Circulating Fluidized Bed Risers A ReviewDocument24 pagesBerruti1995 - Hydrodynamics of Circulating Fluidized Bed Risers A ReviewHasanNo ratings yet
- Dryer DesignDocument18 pagesDryer DesignCamille Guya50% (2)
- Basic Principle in CPIDocument28 pagesBasic Principle in CPIDion VixNo ratings yet
- Chapter 13Document60 pagesChapter 13ManoakiNo ratings yet
- Hydrodynamics - Theory and ModelDocument318 pagesHydrodynamics - Theory and ModelJosé Ramírez100% (2)
- Te Ii QB 2Document35 pagesTe Ii QB 2ommech2020No ratings yet
- An Overview of Possible Uses of Sawdust 1985Document194 pagesAn Overview of Possible Uses of Sawdust 1985wolf143No ratings yet
- Chapter 7 Fluidization and Entrainment 2Document33 pagesChapter 7 Fluidization and Entrainment 2Sharmimi RazakNo ratings yet
- Reactors With Suspended Solid Catalyst, Fluidized Reactors of Various TypesDocument13 pagesReactors With Suspended Solid Catalyst, Fluidized Reactors of Various TypesSatyam SaranNo ratings yet
- Biomass Gasification Based Combined Heat and Power Plant at Güssing, AustriaDocument6 pagesBiomass Gasification Based Combined Heat and Power Plant at Güssing, AustriaMuruganandam MadhaiyanNo ratings yet
- Final Lab Report Group 1 Flow Through Fluidized BedsDocument47 pagesFinal Lab Report Group 1 Flow Through Fluidized BedsCharlie CB Portner100% (2)
- Membrane ReactorDocument9 pagesMembrane ReactorAzharuddin Ehtesham FarooquiNo ratings yet
- Computational Gas-Solids Flows and Reacting Systems - Theory, Methods and Practice (2011)Document500 pagesComputational Gas-Solids Flows and Reacting Systems - Theory, Methods and Practice (2011)Júlio César Spillere RonchiNo ratings yet
- Gas Fluidization TechnologyDocument238 pagesGas Fluidization TechnologyJoão Diego Feitosa100% (1)
- Basic Design of A Fluidized Bed Reactor For Wastewater Treatment Using Fenton OxidationDocument6 pagesBasic Design of A Fluidized Bed Reactor For Wastewater Treatment Using Fenton Oxidationsebzelimakarna100% (1)
- Flow Through Packed Fixed and Fluidized Beds PDFDocument7 pagesFlow Through Packed Fixed and Fluidized Beds PDFelisya diantyNo ratings yet
- FBR DesignDocument12 pagesFBR Designabdul qaharNo ratings yet