You might also like
- User Requirement Specification For Moisture Analyser: Company NameDocument6 pagesUser Requirement Specification For Moisture Analyser: Company Namevamshi krishnaNo ratings yet
- Validation of Coating Equipment (Ketik Ulang)Document6 pagesValidation of Coating Equipment (Ketik Ulang)Dedhieaja0% (1)
- INSTALLATION QUALIFICATION AIR SHOWERSDocument9 pagesINSTALLATION QUALIFICATION AIR SHOWERSziauddin bukhariNo ratings yet
- Cleaning Validation Protocol Powder Dosing MachineDocument4 pagesCleaning Validation Protocol Powder Dosing MachineIcee SinlapasertNo ratings yet
- Hold Time Study Ensures Clean Equipment QualityDocument11 pagesHold Time Study Ensures Clean Equipment QualityMarwa AhmedNo ratings yet
- PDE Statement Diclofenac SodiumDocument1 pagePDE Statement Diclofenac SodiumAnonymous GPLMks1pNo ratings yet
- DRUG FORMULATION COMPOSITIONDocument12 pagesDRUG FORMULATION COMPOSITIONziadddNo ratings yet
- TEM 115 ProtocolRework Manufactured Finished Goods SampleDocument1 pageTEM 115 ProtocolRework Manufactured Finished Goods SampleOmnia ElshafieNo ratings yet
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersFrom EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersNo ratings yet
- Empagliflozin TabletDocument3 pagesEmpagliflozin TabletAmik TuladharNo ratings yet
- Asean Process Validation GuidelineDocument6 pagesAsean Process Validation GuidelineWilliam Chandra100% (1)
- Elsanhouty Pharma Hold Time Study NotesDocument6 pagesElsanhouty Pharma Hold Time Study NotesHuỳnh Ngọc SángNo ratings yet
- AHU Block-V Rev 00 - 2023Document36 pagesAHU Block-V Rev 00 - 2023Chirag S. PatelNo ratings yet
- Semi Solid Dosage Forms Manufacturing Tools Critical Process Parameters Strategies Optimization and ValidationDocument9 pagesSemi Solid Dosage Forms Manufacturing Tools Critical Process Parameters Strategies Optimization and ValidationGeotamNo ratings yet
- 8.3 Operation Qualification Protocol For Dispensing BoothDocument4 pages8.3 Operation Qualification Protocol For Dispensing BoothTanveer Ahmed Quadri100% (1)
- Elemental ImpuritiesDocument89 pagesElemental ImpuritiesMusab MohammedNo ratings yet
- Prospective Validation of Paracetamol Tablet Dosage FormDocument10 pagesProspective Validation of Paracetamol Tablet Dosage Formedgar palominoNo ratings yet
- F Ex of e Nadine Hydrochloride Master Batch RecordDocument18 pagesF Ex of e Nadine Hydrochloride Master Batch RecordKrisnanti Angela SariNo ratings yet
- Vendor QualificationDocument2 pagesVendor QualificationDharmesh PatelNo ratings yet
- Question and Answer For In-Process Parameters For Tablets and CapsulesDocument7 pagesQuestion and Answer For In-Process Parameters For Tablets and CapsulesMubarak PatelNo ratings yet
- ProtocolDevelopment 01Document8 pagesProtocolDevelopment 01mgvtertvNo ratings yet
- Operational Qualification TemplateDocument9 pagesOperational Qualification TemplateBhuvana RamananNo ratings yet
- IVT - Validation Final ReportDocument5 pagesIVT - Validation Final ReportDoan Chi ThienNo ratings yet
- Hold Time Stability Studies in Pharmaceutical Industry Review 2167 7689.1000104Document8 pagesHold Time Stability Studies in Pharmaceutical Industry Review 2167 7689.1000104iloveit52252No ratings yet
- Dossier Common Technical Document CTD Index: (Sample Document Will Provide On Request)Document6 pagesDossier Common Technical Document CTD Index: (Sample Document Will Provide On Request)Karem EladweyNo ratings yet
- Procedure For Leak Testing of Strips - BlistersDocument7 pagesProcedure For Leak Testing of Strips - BlistersashishdrNo ratings yet
- Validate Furosemide Tablet ProcessDocument26 pagesValidate Furosemide Tablet ProcessPatricia Joyce Malabanan SunglaoNo ratings yet
- PV 01Document20 pagesPV 01Logan KandanNo ratings yet
- Friabilator Operation Cleaning Handling Standard Operating ProcedureDocument8 pagesFriabilator Operation Cleaning Handling Standard Operating ProcedureKumar Galipelly100% (1)
- GMP Trends-1Document177 pagesGMP Trends-1skvemulaNo ratings yet
- Gmail - Offer Letter of ManpowerGroupDocument3 pagesGmail - Offer Letter of ManpowerGroupankitkelkar2No ratings yet
- A Model: Liquid Oral SuspensionDocument71 pagesA Model: Liquid Oral SuspensionasamjengkolatNo ratings yet
- Basic Aspects of Process Validation of Solid Oral Dosage FormsDocument15 pagesBasic Aspects of Process Validation of Solid Oral Dosage FormsAbeer TamimiNo ratings yet
- Cream & Ointment Process ValidationDocument3 pagesCream & Ointment Process Validationtajmir haqueNo ratings yet
- ANDADocument12 pagesANDAManish NangaliaNo ratings yet
- Documentation Required For Periodic GMP Compliance Inspection Annex 1 JPDocument5 pagesDocumentation Required For Periodic GMP Compliance Inspection Annex 1 JPspam_discardNo ratings yet
- Special Report On Injectables PDFDocument8 pagesSpecial Report On Injectables PDFherfuentesNo ratings yet
- Performance Qualification Protocol FOR Automatic Capsule Filling MachineDocument13 pagesPerformance Qualification Protocol FOR Automatic Capsule Filling Machinemehrdarou.qaNo ratings yet
- Risk Assessment in DispensingDocument6 pagesRisk Assessment in Dispensinghina babar aliNo ratings yet
- Capsule Process Validation ProtocolDocument28 pagesCapsule Process Validation ProtocolNavdeep ChaudharyNo ratings yet
- NOEL and MACO Calculations in Cleaning Validation - Pharmaceutical GuidelinesDocument1 pageNOEL and MACO Calculations in Cleaning Validation - Pharmaceutical GuidelinesDrSunil gvalaniNo ratings yet
- CV Protocol-Coated TabletsDocument22 pagesCV Protocol-Coated Tabletsqaheadjml007No ratings yet
- 2 Process Validation QandA Version 4 (June 2011) - Adopted 18th PPWG Meeting PDFDocument4 pages2 Process Validation QandA Version 4 (June 2011) - Adopted 18th PPWG Meeting PDFVishal SomaniNo ratings yet
- IQ For Strip Packing Machine SE - 140Document15 pagesIQ For Strip Packing Machine SE - 140Fernanda GarantiaNo ratings yet
- Pharmaceutical Master Validation Plan GuideDocument3 pagesPharmaceutical Master Validation Plan GuideDandung RuskarNo ratings yet
- GUIDE MQA 007 007 (Non Sterile Process Validation)Document9 pagesGUIDE MQA 007 007 (Non Sterile Process Validation)William ChandraNo ratings yet
- 02 LC of Double Cone Blender 02Document2 pages02 LC of Double Cone Blender 02Ravi YadavNo ratings yet
- Answer 1 Tablet Coating ValidationDocument9 pagesAnswer 1 Tablet Coating ValidationPankaj JaatNo ratings yet
- GUIDE-MQA-019-005 (Preparation of A Quality System Dossier)Document19 pagesGUIDE-MQA-019-005 (Preparation of A Quality System Dossier)William ChandraNo ratings yet
- URS Contents: Blank TemplateDocument11 pagesURS Contents: Blank TemplateBREWSKI100% (1)
- Validation VialWasher OQ NIHDocument30 pagesValidation VialWasher OQ NIHcongacon3aNo ratings yet
- Annex4-TRS992 Hold Time Study GuidelineDocument8 pagesAnnex4-TRS992 Hold Time Study Guidelinensk79in@gmail.com100% (1)
- Equipment Logbook 2 2Document7 pagesEquipment Logbook 2 2Belazouz BoualemNo ratings yet
- Cleaning SOP for Pharma Strapping MachineDocument2 pagesCleaning SOP for Pharma Strapping MachinePrasad Kasetti100% (1)
- Risk Assessment Template 1.2 PDFDocument5 pagesRisk Assessment Template 1.2 PDFGanesh KashinathNo ratings yet
- D.Y.Patil. College of Pharmacy, Pune: Instrument DetailsDocument3 pagesD.Y.Patil. College of Pharmacy, Pune: Instrument DetailsNavdeep ChaudharyNo ratings yet
- Validation-An Important Tool of GMP: About Authors: Karmveer TomarDocument4 pagesValidation-An Important Tool of GMP: About Authors: Karmveer TomarShiv KumarNo ratings yet
- Biocontamination Control for Pharmaceuticals and HealthcareFrom EverandBiocontamination Control for Pharmaceuticals and HealthcareRating: 5 out of 5 stars5/5 (1)
- Production of Plasma Proteins for Therapeutic UseFrom EverandProduction of Plasma Proteins for Therapeutic UseRating: 3 out of 5 stars3/5 (5)
- Rapid Dissolve Oral Dosage Forms A DetaiDocument57 pagesRapid Dissolve Oral Dosage Forms A DetaiIbrahim BouzinaNo ratings yet
- Check List InvestigationDocument29 pagesCheck List InvestigationIbrahim BouzinaNo ratings yet
- Tablet Compression Accessories Catalog 7th EditionDocument57 pagesTablet Compression Accessories Catalog 7th EditionIbrahim BouzinaNo ratings yet
- Global Customer SupportDocument20 pagesGlobal Customer SupportIbrahim BouzinaNo ratings yet
- Tableting ToolsDocument14 pagesTableting ToolsIbrahim BouzinaNo ratings yet
- Tableting ToolsDocument14 pagesTableting ToolsIbrahim BouzinaNo ratings yet
- Risk Assessment and Management in PharmaDocument2 pagesRisk Assessment and Management in PharmaIbrahim BouzinaNo ratings yet
- Goverde ECAGuidelineDeviationofEMdatanon SterilesproductsDocument16 pagesGoverde ECAGuidelineDeviationofEMdatanon SterilesproductsIbrahim BouzinaNo ratings yet
- Powder Technology: Bhoja Kandela, Uday Sheorey, Asish Banerjee, Jayesh BellareDocument10 pagesPowder Technology: Bhoja Kandela, Uday Sheorey, Asish Banerjee, Jayesh BellareIbrahim BouzinaNo ratings yet
- RecubrimientoDocument9 pagesRecubrimientoJavier CabreraNo ratings yet
- Learn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarDocument1 pageLearn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarGaurav Kumar WankarNo ratings yet
- Pharmaceutical Application of Tablet Film Coating: PharmaceuticsDocument20 pagesPharmaceutical Application of Tablet Film Coating: PharmaceuticsIbrahim BouzinaNo ratings yet
- Pharmaceutical Application of Tablet Film Coating: PharmaceuticsDocument20 pagesPharmaceutical Application of Tablet Film Coating: PharmaceuticsIbrahim BouzinaNo ratings yet
- Pharmaceutical Application of Tablet Film Coating: PharmaceuticsDocument20 pagesPharmaceutical Application of Tablet Film Coating: PharmaceuticsIbrahim BouzinaNo ratings yet
- Learn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarDocument1 pageLearn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarGaurav Kumar WankarNo ratings yet
- Risk Assissment 1Document12 pagesRisk Assissment 1Ibrahim BouzinaNo ratings yet
- Learn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarDocument1 pageLearn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarGaurav Kumar WankarNo ratings yet
- Risk Assissment 1Document12 pagesRisk Assissment 1Ibrahim BouzinaNo ratings yet
- Powder Technology: Bhoja Kandela, Uday Sheorey, Asish Banerjee, Jayesh BellareDocument10 pagesPowder Technology: Bhoja Kandela, Uday Sheorey, Asish Banerjee, Jayesh BellareIbrahim BouzinaNo ratings yet
- Powder Technology: Bhoja Kandela, Uday Sheorey, Asish Banerjee, Jayesh BellareDocument10 pagesPowder Technology: Bhoja Kandela, Uday Sheorey, Asish Banerjee, Jayesh BellareIbrahim BouzinaNo ratings yet
- Where You May Get It Wrong When Writing English PDFDocument219 pagesWhere You May Get It Wrong When Writing English PDFIbrahim BouzinaNo ratings yet
- 2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTDocument44 pages2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTbouzina ibrahim100% (1)
- Risk Assissment 3Document9 pagesRisk Assissment 3Ibrahim BouzinaNo ratings yet
- Learn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarDocument1 pageLearn Emotional Intelligence The Key Determiner of Success - Gaurav Kumar WankarGaurav Kumar WankarNo ratings yet
- 2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTDocument44 pages2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTbouzina ibrahim100% (1)
- Sparkler Plate Filter Housing PDFDocument2 pagesSparkler Plate Filter Housing PDFJoshua JohnsonNo ratings yet
- Chemistry 1st Day OrientationDocument29 pagesChemistry 1st Day OrientationLemuel Glenn BautistaNo ratings yet
- Scince I Notes Part 8 Oct (Revised)Document16 pagesScince I Notes Part 8 Oct (Revised)SANJAY GANGANNo ratings yet
- Micron Filter BagDocument2 pagesMicron Filter Bagfilter fabricNo ratings yet
- Module 1Q SCI 7 1Document21 pagesModule 1Q SCI 7 1PeterClomaJr.No ratings yet
- Rigorous Distillation Calculation For A Three-Component, Five-Stage Separation TowerDocument19 pagesRigorous Distillation Calculation For A Three-Component, Five-Stage Separation TowerAlex CoquisNo ratings yet
- Free Live Online Master Classes for StudentsDocument39 pagesFree Live Online Master Classes for StudentsRohan Agrawal 961No ratings yet
- Fiche Technique ClosuerDocument2 pagesFiche Technique ClosuerwalidNo ratings yet
- KVPY Syllabus 2021 - (SA, SB and SX) For Class 11 & 12Document3 pagesKVPY Syllabus 2021 - (SA, SB and SX) For Class 11 & 12Tathya VaghasiaNo ratings yet
- NCERT Exemplar For Class 11 Chemistry Chapter 8 - Redox Reactions (Book Solutions)Document22 pagesNCERT Exemplar For Class 11 Chemistry Chapter 8 - Redox Reactions (Book Solutions)jackdish18No ratings yet
- Comparative Analysis of Different Cutting Milling Strateg - 2020 - Procedia ManuDocument8 pagesComparative Analysis of Different Cutting Milling Strateg - 2020 - Procedia Manumatheus soranzzoNo ratings yet
- D Angelo Dongre 2009 Practical Use of Multiple Stress Creep and Recovery Test Characterization of Styrene ButadieneDocument10 pagesD Angelo Dongre 2009 Practical Use of Multiple Stress Creep and Recovery Test Characterization of Styrene Butadienebn23cem3r15No ratings yet
- Physicochemical Problems of Mineral Processing: ISSN 1643-1049 Index No. 32213XDocument309 pagesPhysicochemical Problems of Mineral Processing: ISSN 1643-1049 Index No. 32213XAnonymous OnoowoNo ratings yet
- MB - Gas Reservoirs AnalysisDocument35 pagesMB - Gas Reservoirs AnalysisVeviet pomataNo ratings yet
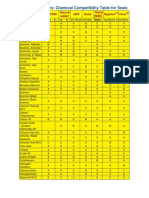
- Chemical Compatibility Table For SealsDocument3 pagesChemical Compatibility Table For SealsThanh Tuyên VõNo ratings yet
- Film-Screen Radiography-PhysicsDocument45 pagesFilm-Screen Radiography-PhysicsFouzia NoorNo ratings yet
- ASTM E519-18 Rev MMDocument19 pagesASTM E519-18 Rev MMMAURO MORESCONo ratings yet
- Psfsiee ReviewDocument10 pagesPsfsiee Reviewlimichael000No ratings yet
- CC-TM-44 Free Fatty AcidsDocument2 pagesCC-TM-44 Free Fatty AcidsWynona BasilioNo ratings yet
- Materials Today: Proceedings: Suresh Chandra Sadangi, Bulu PradhanDocument6 pagesMaterials Today: Proceedings: Suresh Chandra Sadangi, Bulu Pradhanaboodalshouha1998No ratings yet
- AnilineDocument5 pagesAnilinergNo ratings yet
- 49 CFR 180.209 - Requirements For Requalification of Specification CylindersDocument8 pages49 CFR 180.209 - Requirements For Requalification of Specification CylindersviktorNo ratings yet
- 1996 Book EpisodesFromTheHistoryOfTheRarDocument255 pages1996 Book EpisodesFromTheHistoryOfTheRarBRUNA DA CUNHA PADOINNo ratings yet
- Reflux Extraction and Cleanup Process by Column Chromatography ForDocument7 pagesReflux Extraction and Cleanup Process by Column Chromatography Fordanish.hakeem251No ratings yet
- CISCE Grade-10 Chemistry 2022 Term-1 QP-final SampleDocument12 pagesCISCE Grade-10 Chemistry 2022 Term-1 QP-final SampleBig fan of MufasaNo ratings yet
- Euperlan PK 1200 UP - Eco-Friendly Pearl Wax Dispersion 2019-10Document1 pageEuperlan PK 1200 UP - Eco-Friendly Pearl Wax Dispersion 2019-10Marvin Dias SantosNo ratings yet
- Chemistry 1 11 Q2 M13Document14 pagesChemistry 1 11 Q2 M13Jessie CandawanNo ratings yet
- Chemistry 14ADocument11 pagesChemistry 14AJong.Gun.KimNo ratings yet
- Mixture NotesDocument3 pagesMixture NotesYoNo ratings yet
- Amali Kimia 1Document5 pagesAmali Kimia 1Syahmi RifqiNo ratings yet