You might also like
- Technical ReportDocument184 pagesTechnical Reportomen2ng88% (17)
- Polish Words Minimum To Learn DictionaryDocument69 pagesPolish Words Minimum To Learn DictionaryAndras KondratNo ratings yet
- ICH Guidelines: Prsented By: Manish Shankarpure M.Pharm (Quality Assurances and Techniques)Document17 pagesICH Guidelines: Prsented By: Manish Shankarpure M.Pharm (Quality Assurances and Techniques)Manish shankarpureNo ratings yet
- Drying Costs of Woody Biomass in A Semi-Industrial Experimental Rotary Dryer - 2008Document5 pagesDrying Costs of Woody Biomass in A Semi-Industrial Experimental Rotary Dryer - 2008Peter Kimbel100% (1)
- Research of Woody Biomass Drying Process in Pellet ProductionDocument6 pagesResearch of Woody Biomass Drying Process in Pellet ProductionlovedorikNo ratings yet
- Commercial Grain DryersDocument16 pagesCommercial Grain Dryerscrlion161267% (3)
- Proposal For Mining Skill TrainingDocument31 pagesProposal For Mining Skill Trainingdwarka prasad100% (1)
- Biomass Pelletization Process PDFDocument14 pagesBiomass Pelletization Process PDFmos3ad2006No ratings yet
- Hooded Scarf Project From Warm Knits, Cool GiftsDocument4 pagesHooded Scarf Project From Warm Knits, Cool GiftsCrafterNews33% (3)
- Kumiko Jigs Japanese Woodworking PDFDocument9 pagesKumiko Jigs Japanese Woodworking PDFJaime Montiel100% (1)
- Pulp and Paper Industry: Energy ConservationFrom EverandPulp and Paper Industry: Energy ConservationRating: 4.5 out of 5 stars4.5/5 (2)
- To Study The Open Circuit/Core Losses of Single Phase TransformerDocument5 pagesTo Study The Open Circuit/Core Losses of Single Phase TransformerTanzeel UR RehmanNo ratings yet
- Steven Churchill, Jack Reynolds (Eds.) - Jean-Paul Sartre - Key Concepts-Routledge (2014)Document257 pagesSteven Churchill, Jack Reynolds (Eds.) - Jean-Paul Sartre - Key Concepts-Routledge (2014)Leonardo Grana100% (3)
- Table Napkin Folding TechniquesDocument6 pagesTable Napkin Folding TechniquesMiguel BaricuatroNo ratings yet
- Fundamentals of Paper DryingDocument49 pagesFundamentals of Paper DryingSushil MeshramNo ratings yet
- Experimental Performance Analysis of A Pilot-ScaleDocument15 pagesExperimental Performance Analysis of A Pilot-ScaleWahyudi PanggabeanNo ratings yet
- Fabrication_and_Performance_Evaluation_of_Solar_TuDocument13 pagesFabrication_and_Performance_Evaluation_of_Solar_Tuمصطفى الذاريNo ratings yet
- Briquetas Ingles PDFDocument14 pagesBriquetas Ingles PDFSmaschemicals ECNo ratings yet
- Energies: Indirect Convective Solar Drying Process of Pineapples As Part of Circular Economy StrategyDocument18 pagesEnergies: Indirect Convective Solar Drying Process of Pineapples As Part of Circular Economy StrategyMega MustikaningrumNo ratings yet
- UniformityDocument34 pagesUniformityPUBG SORRYNo ratings yet
- ICETAS 2018 Paper 142Document5 pagesICETAS 2018 Paper 142Snunkhaem EcharojNo ratings yet
- Entropy 22 00689Document18 pagesEntropy 22 00689nicholas ajodoNo ratings yet
- 3. IJHT_FredyS_2023Document9 pages3. IJHT_FredyS_2023softwareanekaNo ratings yet
- Effectiveness of Recyclable Aluminum Cans in Fabricating An Ef Cientsolar Collector For Drying Agricultural ProductsDocument10 pagesEffectiveness of Recyclable Aluminum Cans in Fabricating An Ef Cientsolar Collector For Drying Agricultural ProductsLis FernandesNo ratings yet
- Saw Shavingsand TarDocument12 pagesSaw Shavingsand TarGeorge PerakisNo ratings yet
- Recent Advances in Solar Drying SystemDocument4 pagesRecent Advances in Solar Drying SystemIssam HASRANENo ratings yet
- Drying Performance of A Thumbler Dryer With CondenserDocument5 pagesDrying Performance of A Thumbler Dryer With CondenserZaharanNo ratings yet
- Modeling The Optimal Condition For Drying Rumen Co 2022 Case Studies in TherDocument14 pagesModeling The Optimal Condition For Drying Rumen Co 2022 Case Studies in TherPaul NgaihteNo ratings yet
- Modification of Maize ShellerDocument12 pagesModification of Maize ShellerAdebiyi A FaruqNo ratings yet
- An Investigation On Solar Drying A Review With Economic and Environmental AssessmentDocument15 pagesAn Investigation On Solar Drying A Review With Economic and Environmental AssessmentLis FernandesNo ratings yet
- Towards The Development of Energy EfficiDocument6 pagesTowards The Development of Energy EfficiCarlos MarquezNo ratings yet
- Design, Realization and Comparison of Three Passive Solar DryersDocument11 pagesDesign, Realization and Comparison of Three Passive Solar DryersRithin mathewNo ratings yet
- Draft Tsea 23 1564 0Document52 pagesDraft Tsea 23 1564 0Ranendra RoyNo ratings yet
- Studying The Reduction of Water Use in Integrated Solar Combined-Cycle PlantsDocument27 pagesStudying The Reduction of Water Use in Integrated Solar Combined-Cycle PlantslizaberlianaNo ratings yet
- Artikel Terbit 1854 9523 1 PBDocument7 pagesArtikel Terbit 1854 9523 1 PBNi Made Candra GusatyanaNo ratings yet
- Introduction of Solar Drying Technology To Trinidad and TobagoDocument10 pagesIntroduction of Solar Drying Technology To Trinidad and Tobagomohammed rafi shaikhNo ratings yet
- 2-Background of The StudyDocument3 pages2-Background of The StudysharmaineNo ratings yet
- Energies: Some Aspects of The Modelling of Thin-Layer Drying of SawdustDocument16 pagesEnergies: Some Aspects of The Modelling of Thin-Layer Drying of SawdustAD DNo ratings yet
- Case Studies in Thermal Engineering: Engkos Achmad Kosasih, Ahmad Zikri, Muhammad Irfan DzakyDocument9 pagesCase Studies in Thermal Engineering: Engkos Achmad Kosasih, Ahmad Zikri, Muhammad Irfan DzakyrizzaNo ratings yet
- 103 Ijmperdjun2019103Document12 pages103 Ijmperdjun2019103TJPRC PublicationsNo ratings yet
- Design, Control, and Performance Aspects of Semi-Closed GHDocument22 pagesDesign, Control, and Performance Aspects of Semi-Closed GHshub sub gantNo ratings yet
- Sustainability 07 01292Document16 pagesSustainability 07 01292..........................No ratings yet
- Comprehensive Analysis of A Solar DryerDocument22 pagesComprehensive Analysis of A Solar DryerÁlvaro Gómez DelgadoNo ratings yet
- Case Studies in Thermal Engineering: SciencedirectDocument8 pagesCase Studies in Thermal Engineering: SciencedirectValeria AlarcónNo ratings yet
- Development of A Solar Copra Dryer Incorporated With Evacuated TubesDocument9 pagesDevelopment of A Solar Copra Dryer Incorporated With Evacuated TubesJuanNo ratings yet
- Equipment For Biomass GasificationDocument16 pagesEquipment For Biomass GasificationAmit AroraNo ratings yet
- El Hallaoui 2023Document11 pagesEl Hallaoui 2023zhor El hallaouiNo ratings yet
- 36 Tale Geramitcioski FinalDocument3 pages36 Tale Geramitcioski FinalNemacNo ratings yet
- Analyzing Heat Loss in Cement KilnsDocument5 pagesAnalyzing Heat Loss in Cement Kilnsakbar davoodiNo ratings yet
- Factor Influenching Solar Drying Red AlgaeDocument9 pagesFactor Influenching Solar Drying Red AlgaeEko Putra BayuNo ratings yet
- Computational Fluid Dynamics Analysis of Greenhouse Solar DryerDocument19 pagesComputational Fluid Dynamics Analysis of Greenhouse Solar DryerPurusothamanManiNo ratings yet
- GACEU Paper 18-05-2009 Gaceu L Buletin 09Document6 pagesGACEU Paper 18-05-2009 Gaceu L Buletin 09mihaela_neacsuNo ratings yet
- Comment_Editor_1_CJAST_51424_v1_ADocument8 pagesComment_Editor_1_CJAST_51424_v1_AmbenattiakNo ratings yet
- 3854 14984 1 PBDocument9 pages3854 14984 1 PBVeekhThorNo ratings yet
- SolartrocknungDocument9 pagesSolartrocknungrichard.schumacherNo ratings yet
- Integration of A Rotary Desiccant Wheel Into A Hot-Air Drying System: Drying Performance and Product Quality StudiesDocument9 pagesIntegration of A Rotary Desiccant Wheel Into A Hot-Air Drying System: Drying Performance and Product Quality StudiesRamasamikannan RamasamikannanNo ratings yet
- Novel, Low Cost Cacl Based Desiccants For Solar Crop Drying ApplicationsDocument8 pagesNovel, Low Cost Cacl Based Desiccants For Solar Crop Drying ApplicationsRamasamikannan RamasamikannanNo ratings yet
- Mathematical Modeling of Thin Layer Solar Drying of Poultry AbattoirDocument14 pagesMathematical Modeling of Thin Layer Solar Drying of Poultry AbattoirNEFTALI VAZQUEZ ESPINOSANo ratings yet
- Girasol 1Document10 pagesGirasol 1Melany Aldana SaavedraNo ratings yet
- 1 s2.0 S0038092X20312779 MainDocument14 pages1 s2.0 S0038092X20312779 MainKhubyNo ratings yet
- 1 s2.0 S0038092X20312779 MainDocument20 pages1 s2.0 S0038092X20312779 MainKhubyNo ratings yet
- Paddy Drying Technologies A Review of Existing LitDocument17 pagesPaddy Drying Technologies A Review of Existing LitJerome NuevoNo ratings yet
- Drying of Chilli Pepper Using A Solar Dryer With A Back-Up Incinerator Under Makurdi Humid ClimateDocument6 pagesDrying of Chilli Pepper Using A Solar Dryer With A Back-Up Incinerator Under Makurdi Humid ClimateAJER JOURNALNo ratings yet
- Performance Analysis of A Solar DryerDocument11 pagesPerformance Analysis of A Solar DryerSerge KewouNo ratings yet
- JBES Vol 12 No 2 P 68 76Document10 pagesJBES Vol 12 No 2 P 68 76Ermias AbelNo ratings yet
- Yogendrasasidhar 2018Document54 pagesYogendrasasidhar 2018zhor El hallaouiNo ratings yet
- Artigo Cenibra Lodo Biológico 02 - 2021Document10 pagesArtigo Cenibra Lodo Biológico 02 - 2021Marcelo SilvaNo ratings yet
- Non Isothermal Drying of Medicinal PlantsDocument11 pagesNon Isothermal Drying of Medicinal PlantsVerónica Sanabria DomínguezNo ratings yet
- The PallasCeres Report: An Energy Transformation Plan to Guide an Intelligent Physical Contraction and Metaphysical Expansion of Society Away from Fossil FuelsFrom EverandThe PallasCeres Report: An Energy Transformation Plan to Guide an Intelligent Physical Contraction and Metaphysical Expansion of Society Away from Fossil FuelsNo ratings yet
- E-Waste IndonesiaDocument8 pagesE-Waste IndonesiaDharmestha Dewantoro SasotyaNo ratings yet
- Gowthaman ResumeDocument1 pageGowthaman ResumesubramanianNo ratings yet
- Detection of Myocardial Infraction Monisha C M - 17bei0092: Select, Vit VelloreDocument8 pagesDetection of Myocardial Infraction Monisha C M - 17bei0092: Select, Vit VelloresubramanianNo ratings yet
- Feb 22Document2 pagesFeb 22subramanianNo ratings yet
- ComparisonDocument1 pageComparisonsubramanianNo ratings yet
- 1 Physico ChemicalWasteWaterTreatmentTechnologiesAnOverviewDocument13 pages1 Physico ChemicalWasteWaterTreatmentTechnologiesAnOverviewMohamedFittriNo ratings yet
- Afc N2telligence Looking at Fuel Cells in Fire Protection 2011Document1 pageAfc N2telligence Looking at Fuel Cells in Fire Protection 2011subramanianNo ratings yet
- PSSR Checklist For Commissioning of SWRODocument2 pagesPSSR Checklist For Commissioning of SWROsubramanianNo ratings yet
- Ventricular Gradient As A Risk Factor inDocument4 pagesVentricular Gradient As A Risk Factor insubramanianNo ratings yet
- WINSEM2019-20 BIT1026 TH VL2019205001838 Reference Material I 04-Feb-2020 ObesityDocument32 pagesWINSEM2019-20 BIT1026 TH VL2019205001838 Reference Material I 04-Feb-2020 ObesityArkajyoti SahaNo ratings yet
- Fuel Cell ReportDocument14 pagesFuel Cell ReportsubramanianNo ratings yet
- FALLSEM2020-21 CHE2002 ETH VL2020210101718 Reference Material I 12-Oct-2020 PPE - Time Value of MoneyDocument4 pagesFALLSEM2020-21 CHE2002 ETH VL2020210101718 Reference Material I 12-Oct-2020 PPE - Time Value of MoneysubramanianNo ratings yet
- WINSEM2018-19 - CHE1007 - ETH - SMV102 - VL2018195003188 - Reference Material I - UNIT 3Document106 pagesWINSEM2018-19 - CHE1007 - ETH - SMV102 - VL2018195003188 - Reference Material I - UNIT 3subramanianNo ratings yet
- FALLSEM2019-20 CHE3003 TH VL2019201001107 Reference Material I 07-Aug-2019 Interphase Mass TransferDocument25 pagesFALLSEM2019-20 CHE3003 TH VL2019201001107 Reference Material I 07-Aug-2019 Interphase Mass TransfersubramanianNo ratings yet
- WINSEM2019-20 BIT1026 TH VL2019205006678 Reference Material I 28-Jan-2020 Atherosclerosis-28 JANDocument21 pagesWINSEM2019-20 BIT1026 TH VL2019205006678 Reference Material I 28-Jan-2020 Atherosclerosis-28 JANsubramanianNo ratings yet
- Experiment 7 Measurement of Insulation Resistance Withstand of MotorsDocument8 pagesExperiment 7 Measurement of Insulation Resistance Withstand of MotorssubramanianNo ratings yet
- Exp. 9 - Electrical Safety Precaution: Dr. S. VenkateshDocument11 pagesExp. 9 - Electrical Safety Precaution: Dr. S. VenkateshsubramanianNo ratings yet
- Concepts and Measurement of National IncomeDocument66 pagesConcepts and Measurement of National IncomesubramanianNo ratings yet
- CSCOperator REV-115 OtherBackwardClasses (OBC) CertificateDocument23 pagesCSCOperator REV-115 OtherBackwardClasses (OBC) CertificateMadhu UmapathyNo ratings yet
- FALLSEM2019-20 CHE3003 TH VL2019201001107 Reference Material I 26-Jul-2019 Mass Transfer CoefficientDocument13 pagesFALLSEM2019-20 CHE3003 TH VL2019201001107 Reference Material I 26-Jul-2019 Mass Transfer CoefficientsubramanianNo ratings yet
- CHE2002 Process Equipment Design QuestionsDocument2 pagesCHE2002 Process Equipment Design QuestionssubramanianNo ratings yet
- Ongc Cut Off 2019Document2 pagesOngc Cut Off 2019ManojKumarNo ratings yet
- WINSEM2019-20 CHE4001 ETH VL2019205003817 Reference Material I 19-Feb-2020 Absorption-IIIDocument13 pagesWINSEM2019-20 CHE4001 ETH VL2019205003817 Reference Material I 19-Feb-2020 Absorption-IIIsubramanianNo ratings yet
- 3.8 Lighting SystemDocument7 pages3.8 Lighting SystemRaghav RaoNo ratings yet
- Identification of The Silicon Form in Xylem Sap of Rice (Oryza Sativa L.)Document5 pagesIdentification of The Silicon Form in Xylem Sap of Rice (Oryza Sativa L.)subramanianNo ratings yet
- Maths -Short cuts జి సైదేశ్వర రావుDocument102 pagesMaths -Short cuts జి సైదేశ్వర రావుGupta MariyalaNo ratings yet
- Fundamentals of Digital System DesignDocument2 pagesFundamentals of Digital System DesignsubramanianNo ratings yet
- Fundamentals of digital system design homeworkDocument3 pagesFundamentals of digital system design homeworksubramanianNo ratings yet
- Silicon in Aquatic Vegetation: The Functional Role of Silicon in Plant BiologyDocument8 pagesSilicon in Aquatic Vegetation: The Functional Role of Silicon in Plant BiologysubramanianNo ratings yet
- 18.national Forestry Act 1984Document92 pages18.national Forestry Act 1984Sudhir A K KumarenNo ratings yet
- Metacut 350: Operating and Instructions ManualDocument20 pagesMetacut 350: Operating and Instructions ManualRohman AzizNo ratings yet
- Provisional RestorationsDocument9 pagesProvisional RestorationsshivaprasadmNo ratings yet
- Leptospirosis National Guidelines - Sri LankaDocument56 pagesLeptospirosis National Guidelines - Sri LankaBrainy-Paykiesaurus LuminirexNo ratings yet
- Tesla Inc. Analysis: Industry, Strategy, Governance, Financials & 5-Year ForecastDocument29 pagesTesla Inc. Analysis: Industry, Strategy, Governance, Financials & 5-Year ForecastAditya JandialNo ratings yet
- Bushings BrochureDocument14 pagesBushings Brochurebpd21No ratings yet
- Chana Masala Powder RecipeDocument215 pagesChana Masala Powder RecipeTIRUPUR OFFICENo ratings yet
- ZQL1688 - Function Testing SOP - ADocument22 pagesZQL1688 - Function Testing SOP - AAlexandre PatrocinioNo ratings yet
- Cuban Puerco Asado - Petit PorciniDocument2 pagesCuban Puerco Asado - Petit PorciniDra. Carmen DittelNo ratings yet
- Plant Associated Biofilms: Causes and ConsequencesDocument32 pagesPlant Associated Biofilms: Causes and ConsequencesGarima DhirNo ratings yet
- Operations ManualDocument534 pagesOperations ManualAlthea Joy Castor SobretodoNo ratings yet
- Surgical Methods of MTPDocument44 pagesSurgical Methods of MTPRajeev Sood100% (1)
- Light Source OP950Document262 pagesLight Source OP950samiNo ratings yet
- Atlas of Alteration MineralsDocument7 pagesAtlas of Alteration MineralsErick Leiva PadillaNo ratings yet
- Methyl methacrylate allergy case study in dentistry studentDocument3 pagesMethyl methacrylate allergy case study in dentistry studentDaniela CapitanuNo ratings yet
- Occupation Certificate DocumentsDocument1 pageOccupation Certificate Documentsarungupta366No ratings yet
- Users Manual: Documenting Process CalibratorDocument134 pagesUsers Manual: Documenting Process CalibratorSilvaa60No ratings yet
- Boiler BlowdownDocument2 pagesBoiler BlowdownbaratheonNo ratings yet
- Treatment of Acid-Related Disorders - SeminarDocument40 pagesTreatment of Acid-Related Disorders - SeminarZana Mohammed0% (1)
- Variac MFG Business Plan Annexure - 1Document6 pagesVariac MFG Business Plan Annexure - 1Manav MatetiNo ratings yet
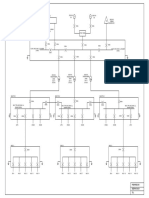
- Conceptual SLDDocument1 pageConceptual SLDakhilNo ratings yet