You might also like
- Toyota Production System GlossaryDocument9 pagesToyota Production System GlossaryJuan PabloNo ratings yet
- 5 Steps To Quality ImprovementDocument2 pages5 Steps To Quality ImprovementAnzarNawazNo ratings yet
- QuickBooks Online Certification Exam Answers PDF 2021Document6 pagesQuickBooks Online Certification Exam Answers PDF 2021Mercy Fe FernandezNo ratings yet
- Operations Cheat SheetDocument36 pagesOperations Cheat SheetAmariah ShairNo ratings yet
- JIT & BackflushDocument7 pagesJIT & BackflushAnis AbdullahNo ratings yet
- 1 Lean GlossaryDocument7 pages1 Lean GlossaryHilalAldemirNo ratings yet
- Costing MCQsDocument24 pagesCosting MCQsAatifNo ratings yet
- Different Types of Time in ManufacturingDocument15 pagesDifferent Types of Time in ManufacturingkazuNo ratings yet
- Joint VentureDocument12 pagesJoint VentureAnzarNawazNo ratings yet
- Nike's Adventure With Supply Chain Planning SoftwareDocument16 pagesNike's Adventure With Supply Chain Planning SoftwareAnzarNawaz50% (2)
- One Page PlanDocument3 pagesOne Page PlanWalid SolimanNo ratings yet
- User EXIT: TSTC Tadir Modsapt Modact Trdir Tfdir Enlfdir TSTCTDocument49 pagesUser EXIT: TSTC Tadir Modsapt Modact Trdir Tfdir Enlfdir TSTCTsaleh ali100% (1)
- Far First PB 1017Document25 pagesFar First PB 1017Din Rose Gonzales100% (1)
- Process AnalysisDocument4 pagesProcess AnalysisAgemo MicksNo ratings yet
- Note On Process Analysis 2012Document5 pagesNote On Process Analysis 2012Jordan_Fernand_1149No ratings yet
- Just in Time Jit Back FlushDocument16 pagesJust in Time Jit Back FlushSunsong31No ratings yet
- Home Office and Branch Accounting Covidproject4accountants Aug 2020 PDFDocument9 pagesHome Office and Branch Accounting Covidproject4accountants Aug 2020 PDFKathrina RoxasNo ratings yet
- Factory Floor Scheduling Cycle TimeDocument60 pagesFactory Floor Scheduling Cycle Timerecep1No ratings yet
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- Process DesignDocument21 pagesProcess DesignSisieNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- An Introduction To Value Stream Mapping and Analysis: Jostein LangstrandDocument28 pagesAn Introduction To Value Stream Mapping and Analysis: Jostein LangstrandShah ZaibNo ratings yet
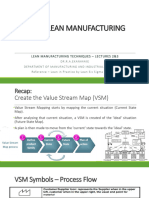
- Value Stream Mapping (VSM) - Lean Tool - (DNG Academy)Document29 pagesValue Stream Mapping (VSM) - Lean Tool - (DNG Academy)kenza bouaalamNo ratings yet
- Measuring Performance Metrics For Time, Rate, Cost, Quality, Flexibility, and The Environment Tim Gutowski, July 8, 2002Document10 pagesMeasuring Performance Metrics For Time, Rate, Cost, Quality, Flexibility, and The Environment Tim Gutowski, July 8, 2002ivan morelNo ratings yet
- 2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570Document11 pages2905 Southampton Road Philadelphia, PA 19154 Tel: (215) 464-8550 Fax: (215) 464-8570yavuz772No ratings yet
- Production and Operation Management (MAN406) Lesson 3Document34 pagesProduction and Operation Management (MAN406) Lesson 3sharee khanNo ratings yet
- Operations Compedium IIFTDocument41 pagesOperations Compedium IIFTSOUVIK ROY MBA 2021-23 (Delhi)No ratings yet
- Manufacturing Lead Time Production Rate Capacity Utilization Availability Work in ProcessDocument13 pagesManufacturing Lead Time Production Rate Capacity Utilization Availability Work in ProcessRana Gulraiz HassanNo ratings yet
- 3 Process AnalysisDocument25 pages3 Process Analysisvlvllxxvii6677No ratings yet
- 4.1 Production Processes and Operations ManagementDocument4 pages4.1 Production Processes and Operations ManagementHuyen DoNo ratings yet
- Lean Brief Takt TimeDocument2 pagesLean Brief Takt TimeBala Kumar M PNo ratings yet
- Lean MpsDocument7 pagesLean MpsMichael ThompsonNo ratings yet
- Chap005 2010Document34 pagesChap005 2010zgmngubaneNo ratings yet
- Lean Glossary: Kanban Use in Practice Generally Take Two FormsDocument4 pagesLean Glossary: Kanban Use in Practice Generally Take Two FormsDo van QuanNo ratings yet
- Keyterms OPERATIONS MANAGEMENTDocument15 pagesKeyterms OPERATIONS MANAGEMENTArturo QuiñonesNo ratings yet
- 4 Capacity PlanningDocument31 pages4 Capacity PlanningTejas BhavsarNo ratings yet
- ProcessesDocument26 pagesProcessesDr. Sanjay Mahalingam, Asst. Professor, Management & Commerce, SSSIHLNo ratings yet
- Slides 20 - 23Document4 pagesSlides 20 - 23nesey76043No ratings yet
- A Case Study On Inventory Management atDocument26 pagesA Case Study On Inventory Management atJungBahadurNo ratings yet
- Mba 8155 SlidESDocument12 pagesMba 8155 SlidESchethan626No ratings yet
- Capacity Planning QuizDocument2 pagesCapacity Planning QuizSidra Jamshaid ChNo ratings yet
- OM Is Any BusinessDocument4 pagesOM Is Any BusinessTia AgarwalNo ratings yet
- KPIsDocument5 pagesKPIsyousriabdouli10No ratings yet
- Ch-4 Process AnalysisDocument50 pagesCh-4 Process AnalysisRajvi ParmarNo ratings yet
- 2 MarksDocument13 pages2 MarksManjunatha Varagiri GowdaNo ratings yet
- Group 7Document28 pagesGroup 7VaanazhaganNo ratings yet
- Unit - 3: Theory of ConstraintsDocument32 pagesUnit - 3: Theory of ConstraintsshubhamNo ratings yet
- Collect IonDocument8 pagesCollect Ionhiteshjain123No ratings yet
- Continuous Flow Manufacturing: EdifymindsDocument2 pagesContinuous Flow Manufacturing: EdifymindsKomal TagraNo ratings yet
- Cycle TimeDocument4 pagesCycle TimeTabeer Yaseen70No ratings yet
- CBMEC1 Final Materials AutosavedDocument30 pagesCBMEC1 Final Materials AutosavedPuti TaeNo ratings yet
- What Is Operations Management?Document40 pagesWhat Is Operations Management?Prashant JoshiNo ratings yet
- Chapter 4Document11 pagesChapter 4Gabriel Garza100% (4)
- Productivity Depends On Both "Lean" Thinking and QualityDocument4 pagesProductivity Depends On Both "Lean" Thinking and QualityLokesh NarasimhaiahNo ratings yet
- Wip and TPTDocument11 pagesWip and TPTVineet Kaushik100% (1)
- Process Analysis: By: Dennis Arthur S. LeonorDocument20 pagesProcess Analysis: By: Dennis Arthur S. LeonorKhy Nellas-LeonorNo ratings yet
- My Project Chapter1$2Document24 pagesMy Project Chapter1$2Omoniyi Ezekiel BNo ratings yet
- OMReviewer SomeTermsArentIncludedDocument7 pagesOMReviewer SomeTermsArentIncludedAlexis John LegaspiNo ratings yet
- 5S Is The Best SytemDocument9 pages5S Is The Best SytemYasser BadrNo ratings yet
- Product and Process MatrixDocument11 pagesProduct and Process Matrixmathurrohit198750% (2)
- Presentation - Lean Manufacturing Techniques - Lecture 02 - 03Document27 pagesPresentation - Lean Manufacturing Techniques - Lecture 02 - 03Nadun NilupulNo ratings yet
- Ma50200 HW 5 Week 5Document3 pagesMa50200 HW 5 Week 5DavidNo ratings yet
- A Presentation On Lean ShipbuildingDocument32 pagesA Presentation On Lean ShipbuildingAndre BlueNo ratings yet
- Operations SchedulingDocument14 pagesOperations Schedulingbezawit mamuyeNo ratings yet
- Process Analysis: Presented By: Amit Kumar Gautam, Anjali Gautam, Donde Yash, Mahima GotekarDocument12 pagesProcess Analysis: Presented By: Amit Kumar Gautam, Anjali Gautam, Donde Yash, Mahima GotekarMahima GotekarNo ratings yet
- JIT TerminolgyDocument2 pagesJIT Terminolgysuresh_shakkarwarNo ratings yet
- Work Order Release and Capacity Balancing in SynchDocument7 pagesWork Order Release and Capacity Balancing in SynchWilliam Jese OramasNo ratings yet
- Operation Mamgment12Document38 pagesOperation Mamgment12ShubhamNo ratings yet
- Synchronous Manufacturing and The Theory of ConstraintsDocument27 pagesSynchronous Manufacturing and The Theory of ConstraintsAristianto ZXNo ratings yet
- Subject - Lean ManagementDocument12 pagesSubject - Lean ManagementJyoti RawalNo ratings yet
- OEE Manual Top Loss ReportDocument2 pagesOEE Manual Top Loss ReportAnzarNawazNo ratings yet
- Instructions For Appendix II-V-newDocument3 pagesInstructions For Appendix II-V-newAnzarNawazNo ratings yet
- The Term Negative Space Is Famous in ArtDocument2 pagesThe Term Negative Space Is Famous in ArtAnzarNawazNo ratings yet
- Appendix - IDocument1 pageAppendix - IAnzarNawazNo ratings yet
- MC DonaldsDocument4 pagesMC Donaldsmunish05No ratings yet
- Strategic Cost AccountingDocument6 pagesStrategic Cost AccountingPauline OsorioNo ratings yet
- 01 AC212 Lecture 1-Material PDFDocument30 pages01 AC212 Lecture 1-Material PDFsengpisalNo ratings yet
- Midterm Cheat Sheet For BUS280Document6 pagesMidterm Cheat Sheet For BUS280djdpa0No ratings yet
- Mas 4Document6 pagesMas 4Krishia GarciaNo ratings yet
- 2011 LSCM Lesson6 Demand ForecastingDocument59 pages2011 LSCM Lesson6 Demand Forecastingmichelle_susan_dsaNo ratings yet
- SIPS-SAP SD Enterprise Structure - V1.0Document17 pagesSIPS-SAP SD Enterprise Structure - V1.0VASEEMNo ratings yet
- IEM Syllabus With Front Page-FinalDocument43 pagesIEM Syllabus With Front Page-Finalpammy313No ratings yet
- Production and Operation ManagementDocument21 pagesProduction and Operation ManagementRabbiya GhulamNo ratings yet
- 2020 10-K Costco Annual ReportDocument84 pages2020 10-K Costco Annual ReportKrisna Avila BatistaNo ratings yet
- Barilla Case CDocument5 pagesBarilla Case CKenneth ChuaNo ratings yet
- 101 2016 3 BDocument42 pages101 2016 3 BDNo ratings yet
- Bct623 Group Assignment - NSL EasternDocument29 pagesBct623 Group Assignment - NSL Eastern2021862646No ratings yet
- Ch06 Inventories and Cost of SalesDocument64 pagesCh06 Inventories and Cost of SalesFarah MasriNo ratings yet
- Inc09 3Document5 pagesInc09 3Hasan Kadir Uçmazoğlu (Student)No ratings yet
- Chapter 12 Inventory Control Review and Discussion QuestionsDocument3 pagesChapter 12 Inventory Control Review and Discussion QuestionsDennis MpoNo ratings yet
- Chapter 7 Conversion CycleDocument20 pagesChapter 7 Conversion CycleHassanNo ratings yet
- UntitledDocument44 pagesUntitledAfnainNo ratings yet
- Shamim and Company OperationDocument17 pagesShamim and Company Operationpernia123No ratings yet
- Entrep 10 Module 3 Lesson 1 Intended For Jan. 4 2021 Jan. 11 2021Document12 pagesEntrep 10 Module 3 Lesson 1 Intended For Jan. 4 2021 Jan. 11 2021Krisha RosalesNo ratings yet
- Menu (Ir - Ui.menu)Document23 pagesMenu (Ir - Ui.menu)Paing Soe ChitNo ratings yet
- ColgateDocument3 pagesColgateganal2girish0% (1)
- Marketing Channel Strategy 8Th Edition Palmatier Test Bank Full Chapter PDFDocument37 pagesMarketing Channel Strategy 8Th Edition Palmatier Test Bank Full Chapter PDFTeresaMoorefaksg100% (10)