You might also like
- Westfalia Separator - Separators For The Diary IndustryDocument44 pagesWestfalia Separator - Separators For The Diary Industryserbian_freemanNo ratings yet
- Study of PID Control Implementation in The ProcessDocument16 pagesStudy of PID Control Implementation in The ProcessEbenezer MilalaNo ratings yet
- Exergetic Assessment in Dairy IndustryDocument27 pagesExergetic Assessment in Dairy IndustrySanja SimicNo ratings yet
- Techno-Economic Evaluation of A Skimmed Milk Powder Production ProcessDocument20 pagesTechno-Economic Evaluation of A Skimmed Milk Powder Production ProcessNguyen Xuan Tien B2003533No ratings yet
- Madoumier ArticleLong Sfgp2013 120246Document10 pagesMadoumier ArticleLong Sfgp2013 120246Anonymous qaI31HNo ratings yet
- Exergetic Assessment in Dairy IndustryDocument27 pagesExergetic Assessment in Dairy IndustrySanja SimicNo ratings yet
- Extending Shelf Life of Milk Products Through Commercial Sterilization and Aseptic PackagingDocument5 pagesExtending Shelf Life of Milk Products Through Commercial Sterilization and Aseptic PackagingAndres MarinNo ratings yet
- Separators For The Dairy Industry BrochureDocument40 pagesSeparators For The Dairy Industry BrochureGymno SofistaNo ratings yet
- Engineering Plant ReportDocument6 pagesEngineering Plant ReportMuhammad IlhamNo ratings yet
- Scale-Up, Upstream and Downstream ProcessingDocument106 pagesScale-Up, Upstream and Downstream ProcessingAlbert KuufamNo ratings yet
- Novel Milk Protein Ingredients Novel Milk ProteinDocument17 pagesNovel Milk Protein Ingredients Novel Milk ProteinA4K74 HUPNo ratings yet
- Advances in Dairy ProductsFrom EverandAdvances in Dairy ProductsFrancesco ContoNo ratings yet
- A Report On Manufacturing CompanyDocument2 pagesA Report On Manufacturing CompanyrabeenaNo ratings yet
- Food Preservation by MVRDocument15 pagesFood Preservation by MVRDeepthaNo ratings yet
- Gozegir Et Al Cels2008Document18 pagesGozegir Et Al Cels2008Blossom KaurNo ratings yet
- Yoghurt - Ice Cream - Pasturized MilkDocument19 pagesYoghurt - Ice Cream - Pasturized MilkThomas Silomba100% (1)
- Novel Processing Technology of Dairy ProductsDocument120 pagesNovel Processing Technology of Dairy ProductsAMNo ratings yet
- HandbookDocument19 pagesHandbookAyush AgarwalNo ratings yet
- Atomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewDocument52 pagesAtomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewTien Din TranNo ratings yet
- Bacenetti+et+al 2019 Whey+protein+concentrate+ (WPC) +production+environmental+impact+assessmentDocument26 pagesBacenetti+et+al 2019 Whey+protein+concentrate+ (WPC) +production+environmental+impact+assessmentgopnarayansamyakNo ratings yet
- SCALE UP FERMENTATION PROCESSESDocument11 pagesSCALE UP FERMENTATION PROCESSESLouella100% (1)
- Process Control in Dairy Industry: January 2002Document19 pagesProcess Control in Dairy Industry: January 2002Katerine PulidoNo ratings yet
- Concentration and Purification of Whey Proteins by Ultrafiltration - Baldasso Et Al. (2011) PDFDocument6 pagesConcentration and Purification of Whey Proteins by Ultrafiltration - Baldasso Et Al. (2011) PDFdrycamfm100% (2)
- Neural Networks Model Dough Rising Process in Proofing ChambersDocument6 pagesNeural Networks Model Dough Rising Process in Proofing ChambersSyaiful MansyurNo ratings yet
- System Identification of A Falling-Film Evaporator in The Dairy IndustryDocument8 pagesSystem Identification of A Falling-Film Evaporator in The Dairy IndustrySiddNo ratings yet
- Investigation of Freezing Point of Some Belarussian Dairy ProductsDocument5 pagesInvestigation of Freezing Point of Some Belarussian Dairy ProductsСергей ВетохинNo ratings yet
- Dynamic Study of Batch Milk Cooling Process at KUD SAE PujonDocument9 pagesDynamic Study of Batch Milk Cooling Process at KUD SAE PujonRudyNo ratings yet
- CIP Challenges in DairyDocument9 pagesCIP Challenges in DairyFaisal MustafaNo ratings yet
- Review On Hazard Analysis and Critical Control PoiDocument17 pagesReview On Hazard Analysis and Critical Control PoiMutiaraniNo ratings yet
- Food Control: Krzysztof A. Zacharski, Niamh Burke, Catherine C. Adley, Paul Hogan, Alan Ryan, Mark SouthernDocument7 pagesFood Control: Krzysztof A. Zacharski, Niamh Burke, Catherine C. Adley, Paul Hogan, Alan Ryan, Mark SouthernDias HanifNo ratings yet
- Bacterial Quality of Pasteurized MilkDocument8 pagesBacterial Quality of Pasteurized MilkChairun NisaNo ratings yet
- WCE2015 pp326-331Document6 pagesWCE2015 pp326-331kirbeyNo ratings yet
- Automation: Getting The Most Out of A PlantDocument10 pagesAutomation: Getting The Most Out of A PlanthuynhnhatduatNo ratings yet
- Act 441 Process CostingDocument9 pagesAct 441 Process CostingShahriar AkashNo ratings yet
- Quality Management Systems in Dairy IndustryDocument10 pagesQuality Management Systems in Dairy Industryravi mathur0% (1)
- Automation of White Pans at The Tongaat Hulett Refinery-SASTA 2017 Congress MncubeDocument15 pagesAutomation of White Pans at The Tongaat Hulett Refinery-SASTA 2017 Congress MncubeThimalka ChathurangaNo ratings yet
- A Dynamic Model For Milk Fouling in A Plate Heat ExchangerDocument15 pagesA Dynamic Model For Milk Fouling in A Plate Heat ExchangerAriel Andres Garcia MestraNo ratings yet
- Dairy QNS and AnsDocument19 pagesDairy QNS and Ansaadnanafridi76No ratings yet
- Class Lecture on Pasteurization MethodsDocument11 pagesClass Lecture on Pasteurization MethodsK.SHANTHI100% (1)
- Energy, Exergy and Advanced Exergy Analysis of A Milk Processing FactoryDocument14 pagesEnergy, Exergy and Advanced Exergy Analysis of A Milk Processing FactoryteorikdeliNo ratings yet
- 1 s2.0 S0896844615300218 MainDocument8 pages1 s2.0 S0896844615300218 MainindahNo ratings yet
- Spray-Drying Encapsulation of Probiotics For Ice-Cream ApplicationDocument6 pagesSpray-Drying Encapsulation of Probiotics For Ice-Cream ApplicationThasya TamaraNo ratings yet
- Energy Exergy and Advanced Exergy Analysis of A Milk Processing FactoryDocument14 pagesEnergy Exergy and Advanced Exergy Analysis of A Milk Processing Factorysuci rahmayaniNo ratings yet
- Optimal Viable Path Search For A Cheese Ripening PDocument7 pagesOptimal Viable Path Search For A Cheese Ripening PIonel SîruNo ratings yet
- B.Tech in Mechanical Engineering Seminar (Me 451)Document30 pagesB.Tech in Mechanical Engineering Seminar (Me 451)prince josephNo ratings yet
- 10 1111@jfpp 14782Document13 pages10 1111@jfpp 14782enrique ramirezNo ratings yet
- Partially Supported by CNPQDocument6 pagesPartially Supported by CNPQAnonymous WkbmWCa8MNo ratings yet
- Milk TesterDocument9 pagesMilk TesterUjval ParghiNo ratings yet
- Milk Processing - Life Cycle Assessment of A Detailed Dairy Model and Recommendations For The Allocation To Single ProductsDocument9 pagesMilk Processing - Life Cycle Assessment of A Detailed Dairy Model and Recommendations For The Allocation To Single ProductsGabriel F RuedaNo ratings yet
- Cold Chain Logistics ExplainedDocument22 pagesCold Chain Logistics Explainednursing_hallNo ratings yet
- Introduction To Milk ProcessingDocument8 pagesIntroduction To Milk ProcessingMintesnot Bogale100% (1)
- Automated Milk Quality Analyzer With Billing SystemDocument7 pagesAutomated Milk Quality Analyzer With Billing SystemMamta AgarwalNo ratings yet
- Milk Production (1) SNDocument9 pagesMilk Production (1) SNKaren Chinga yesquenNo ratings yet
- PasteurizationDocument10 pagesPasteurizationSubhangi SinghNo ratings yet
- 10 1 1 392 7168Document3 pages10 1 1 392 7168ashish.walleNo ratings yet
- A Case Study On Using Evolutionary Algor PDFDocument11 pagesA Case Study On Using Evolutionary Algor PDFSaikotNo ratings yet
- Auto WorldDocument36 pagesAuto Worldj.k.kumar100% (3)
- Code of Practice For Pasteurization of Milk On Farms and in Small DairiesDocument84 pagesCode of Practice For Pasteurization of Milk On Farms and in Small DairiesRizwan AliNo ratings yet
- Milk PasteurizationDocument5 pagesMilk PasteurizationSatish PatilNo ratings yet
- Three Way ValveDocument3 pagesThree Way Valvekikokiko KarimNo ratings yet
- Operation and Installation Manual: Prds - Prs - DSH SystemsDocument125 pagesOperation and Installation Manual: Prds - Prs - DSH Systemskikokiko Karim100% (2)
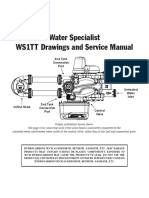
- Water Specialist WS1TT Drawings and Service Manual: 2nd Tank Connection PortDocument36 pagesWater Specialist WS1TT Drawings and Service Manual: 2nd Tank Connection Portkikokiko KarimNo ratings yet
- Pressure Drop For Storage Calofier Model BV1KDocument1 pagePressure Drop For Storage Calofier Model BV1Kkikokiko KarimNo ratings yet
- Heater To Safwat 2022-1Document1 pageHeater To Safwat 2022-1kikokiko KarimNo ratings yet
- CRHY4 : Consolidated Statement of Accounts Consolidated Statement of AccountsDocument3 pagesCRHY4 : Consolidated Statement of Accounts Consolidated Statement of Accountskikokiko KarimNo ratings yet
- Fig. 980 ANSI Ductile Iron Fully Lugged Butterfly Valve Class 150Document1 pageFig. 980 ANSI Ductile Iron Fully Lugged Butterfly Valve Class 150kikokiko KarimNo ratings yet
- Simpro - Task 2-1 - : Guide Rail Optimization by IsightDocument24 pagesSimpro - Task 2-1 - : Guide Rail Optimization by Isightkikokiko KarimNo ratings yet
- Ilovepdf MergedDocument8 pagesIlovepdf Mergedkikokiko KarimNo ratings yet
- Modelling and Analysis of Guide Rail BracketsDocument10 pagesModelling and Analysis of Guide Rail BracketsMydesign mkNo ratings yet
- Ilovepdf MergedDocument8 pagesIlovepdf Mergedkikokiko KarimNo ratings yet
- Stress Analysis of Guide Rails of Elevators: Hayder F. Neamah Wisam H. AliDocument13 pagesStress Analysis of Guide Rails of Elevators: Hayder F. Neamah Wisam H. Alikikokiko KarimNo ratings yet
- Mechanical System BOQDocument11 pagesMechanical System BOQkikokiko KarimNo ratings yet
- Mechanical System BOQDocument11 pagesMechanical System BOQkikokiko KarimNo ratings yet
- 3 3LS Cat 50hz 2 Poles PDFDocument88 pages3 3LS Cat 50hz 2 Poles PDFkikokiko KarimNo ratings yet
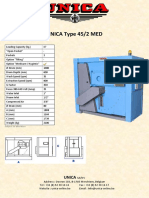
- UNICA Type 45/2 MEDDocument13 pagesUNICA Type 45/2 MEDkikokiko KarimNo ratings yet
- US Seal MFG Pump Manufacturers Cross-ReferenceDocument97 pagesUS Seal MFG Pump Manufacturers Cross-Referencekikokiko KarimNo ratings yet
- Hurst Boiler & Welding Company, Inc.: Sample SpecificationsDocument3 pagesHurst Boiler & Welding Company, Inc.: Sample Specificationskikokiko KarimNo ratings yet
- Rapid Preparer With Inspection Exchanger: PRX PRVDocument6 pagesRapid Preparer With Inspection Exchanger: PRX PRVkikokiko KarimNo ratings yet
- Wiring DiagramDocument21 pagesWiring Diagramkikokiko KarimNo ratings yet
- Ebara 3DDocument62 pagesEbara 3Dkikokiko KarimNo ratings yet
- SOR-C XT1..XT4 F/P 220-240Vac-220-250Vdc AccessoryDocument2 pagesSOR-C XT1..XT4 F/P 220-240Vac-220-250Vdc Accessorykikokiko KarimNo ratings yet
- Modelling of Pasteurization Process Line in Dairy Industry in Context of Process ControlDocument7 pagesModelling of Pasteurization Process Line in Dairy Industry in Context of Process Controlkikokiko KarimNo ratings yet
- 00 - MS - Fire Alarm System InstallationDocument10 pages00 - MS - Fire Alarm System Installationkikokiko KarimNo ratings yet
- Heat Exchanger Design CalculationsDocument8 pagesHeat Exchanger Design Calculationskikokiko KarimNo ratings yet
- 00 - MS - Fire Alarm System InstallationDocument10 pages00 - MS - Fire Alarm System Installationkikokiko KarimNo ratings yet
- Brass Gate Valve PN16: Technical CatalogueDocument10 pagesBrass Gate Valve PN16: Technical Cataloguekikokiko KarimNo ratings yet
- Brass Gate Valve PN16: Technical CatalogueDocument10 pagesBrass Gate Valve PN16: Technical Cataloguekikokiko KarimNo ratings yet
- AJgb Jan19Document2 pagesAJgb Jan19kikokiko KarimNo ratings yet
- Ne58f9500ss SVC ManualDocument51 pagesNe58f9500ss SVC ManualDamon Brunger100% (2)
- Assessment and Optimization of Pumping Systems in Commercial Buildings (Grundfos)Document9 pagesAssessment and Optimization of Pumping Systems in Commercial Buildings (Grundfos)JNo ratings yet
- Altech InfrastructureDocument2 pagesAltech InfrastructureAnkur GargNo ratings yet
- BQ AIW BANJARMASIN Mep lt8Document7 pagesBQ AIW BANJARMASIN Mep lt8Reza MaheasaNo ratings yet
- Mingyung Solar Power System DatasheetDocument19 pagesMingyung Solar Power System DatasheetPieter FourieNo ratings yet
- Principles of Fan SelectionDocument20 pagesPrinciples of Fan SelectionikehdNo ratings yet
- Air Handling Units - Product Catalogue - ECPEN22-401 - EnglishDocument20 pagesAir Handling Units - Product Catalogue - ECPEN22-401 - EnglishFatma SaberNo ratings yet
- CAH Series: Comfort Air Handling UnitsDocument20 pagesCAH Series: Comfort Air Handling UnitsAymen AyedNo ratings yet
- Split AcDocument15 pagesSplit AcDania Irshad100% (1)
- Differential Pressure Setpoint ResetDocument4 pagesDifferential Pressure Setpoint ResetAbdul Rehman ZafarNo ratings yet
- Energy Standard For Buildings Except Low-Rise Residential BuildingsDocument142 pagesEnergy Standard For Buildings Except Low-Rise Residential BuildingsALI MAKRINo ratings yet
- Blue Ocean PPR polymer piping systems product catalogueDocument48 pagesBlue Ocean PPR polymer piping systems product catalogueYJ AguilarNo ratings yet
- Backer Marathon Stock BookletDocument130 pagesBacker Marathon Stock BookletVladimir Illich Pinzon BallenNo ratings yet
- Energy Consumption and Efficiency in Green BuildingsDocument5 pagesEnergy Consumption and Efficiency in Green BuildingsM Raihan SaputraNo ratings yet
- Câmara Climática Microclimate MC3 - Manual - Rev - RDocument78 pagesCâmara Climática Microclimate MC3 - Manual - Rev - RMarcus Menezes0% (1)
- Saep 148aDocument6 pagesSaep 148aAswin KurupNo ratings yet
- 2015-2017 Ford Mustang SMDocument9,517 pages2015-2017 Ford Mustang SMAndrei MirceaNo ratings yet
- HVAC Approved Manufacturers ListDocument2 pagesHVAC Approved Manufacturers ListJoshuaNo ratings yet
- BE CYK Res Novartis CS PDFDocument9 pagesBE CYK Res Novartis CS PDFRanga VamshiNo ratings yet
- Major Parts of Centrifugal FanDocument2 pagesMajor Parts of Centrifugal FanEarl De La ChinaNo ratings yet
- Automotive Air Conditioning: A Compact Guide For The WorkshopDocument84 pagesAutomotive Air Conditioning: A Compact Guide For The WorkshopMarcos Paulo Rocha MirandaNo ratings yet
- TDP-903 Life Cycle Costing For Hvac SystemsDocument104 pagesTDP-903 Life Cycle Costing For Hvac SystemsAmr HeshamNo ratings yet
- Duct S2: Start A New Era of ComfortDocument16 pagesDuct S2: Start A New Era of ComfortFilipNo ratings yet
- Improving Fan System Performance - A Sourcebook For IndustryDocument12 pagesImproving Fan System Performance - A Sourcebook For IndustryluismcmcNo ratings yet
- RT38K5430SL BZ Rev05Document8 pagesRT38K5430SL BZ Rev05Marcio da Silva VendittiNo ratings yet
- X4 Ops and SVC PDFDocument345 pagesX4 Ops and SVC PDFRodrigo Hernandez100% (6)
- Tiny House Systems Demystified PDFDocument84 pagesTiny House Systems Demystified PDFAs Pire100% (1)
- Ada 306764Document275 pagesAda 306764Biomedicos clinica humanaNo ratings yet
- 50TQN240 (E) - Manual de InstalaciónDocument40 pages50TQN240 (E) - Manual de Instalaciónfloro cortes. tNo ratings yet
- Manual for GE224c VAC SterilizerDocument43 pagesManual for GE224c VAC SterilizerCesar Alfaro100% (1)