You might also like
- Practical Design, Construction and Operation of Food FacilitiesFrom EverandPractical Design, Construction and Operation of Food FacilitiesRating: 5 out of 5 stars5/5 (2)
- Life-Cycle Assessment of BiorefineriesFrom EverandLife-Cycle Assessment of BiorefineriesEdgard GnansounouNo ratings yet
- Techno-Economic Evaluation of A Skimmed Milk Powder Production ProcessDocument20 pagesTechno-Economic Evaluation of A Skimmed Milk Powder Production ProcessNguyen Xuan Tien B2003533No ratings yet
- Modelling of Pasteurization Process Line in Dairy Industry in Context of Process ControlDocument7 pagesModelling of Pasteurization Process Line in Dairy Industry in Context of Process Controlkikokiko KarimNo ratings yet
- Industrial Boiler Project Final ReportDocument34 pagesIndustrial Boiler Project Final Reportvanshita7020No ratings yet
- Whey Protein Concentration by Ultrafiltration Elements Designed For Water Treatment - Pilot Plant Scale StudyDocument9 pagesWhey Protein Concentration by Ultrafiltration Elements Designed For Water Treatment - Pilot Plant Scale StudyDoina PolisciucNo ratings yet
- Research Paper On LyophilizationDocument8 pagesResearch Paper On Lyophilizationaflbasnka100% (1)
- SCMDocument11 pagesSCMHardik GangarNo ratings yet
- Gozegir Et Al Cels2008Document18 pagesGozegir Et Al Cels2008Blossom KaurNo ratings yet
- Atomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewDocument52 pagesAtomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewTien Din TranNo ratings yet
- Project - Primary and Secondary ResearchDocument9 pagesProject - Primary and Secondary ResearchRene AguilarNo ratings yet
- Advances and Practices of Bioprocess Scale-Up: Advances in Biochemical Engineering/Biotechnology January 2015Document16 pagesAdvances and Practices of Bioprocess Scale-Up: Advances in Biochemical Engineering/Biotechnology January 2015Andréia AnschauNo ratings yet
- English Type 2020 EditbbbDocument15 pagesEnglish Type 2020 EditbbbChanuka PereraNo ratings yet
- Analisis Kelayakan Teknis Dan Finansial Pendirian Unit Pengolahan Susu Pasteurisasi Di Kud K...Document12 pagesAnalisis Kelayakan Teknis Dan Finansial Pendirian Unit Pengolahan Susu Pasteurisasi Di Kud K...Tam-Tam Ridwan SinulinggaNo ratings yet
- Modular and Mobile Processing of CassavaDocument106 pagesModular and Mobile Processing of CassavaGodwin OsagbemiNo ratings yet
- Detaileddesignofasingleeffectevaporatorwiththermalvaporrecompressoin PDFDocument105 pagesDetaileddesignofasingleeffectevaporatorwiththermalvaporrecompressoin PDFshehryarNo ratings yet
- Fidelis C Inyiama Thesis 2012Document96 pagesFidelis C Inyiama Thesis 2012aliNo ratings yet
- Design and Fabrication of Domestic Refrigeration UnitDocument84 pagesDesign and Fabrication of Domestic Refrigeration UnitMurali Krishnan81% (16)
- Process Control in Dairy Industry: January 2002Document19 pagesProcess Control in Dairy Industry: January 2002Katerine PulidoNo ratings yet
- Ijfs 2326 3350 11 502Document12 pagesIjfs 2326 3350 11 502ksangee2005No ratings yet
- Lean Manufacturing in Food and Beverage IndustryDocument8 pagesLean Manufacturing in Food and Beverage IndustryVvvm KsjsbNo ratings yet
- New Honey Extractor ForDocument35 pagesNew Honey Extractor ForendryasNo ratings yet
- Waisnawa 2018 J. Phys. - Conf. Ser. 953 012109Document7 pagesWaisnawa 2018 J. Phys. - Conf. Ser. 953 012109Thato KeteloNo ratings yet
- Biodiesel Process ControlDocument7 pagesBiodiesel Process ControlDanah Ruth CahanapNo ratings yet
- Dasu K Etal 2014rjcesDocument5 pagesDasu K Etal 2014rjcesἈρσένιος ΦιλοθέουNo ratings yet
- Novel Processing Technology of Dairy ProductsDocument120 pagesNovel Processing Technology of Dairy ProductsAMNo ratings yet
- My Virka Final ProjectDocument82 pagesMy Virka Final ProjectAmritpal Singh0% (1)
- Cold ChainDocument27 pagesCold Chainmonika_yadavNo ratings yet
- Cooling A and Chilling of Milk-An Overview An Overview: Review Article Open AccessDocument9 pagesCooling A and Chilling of Milk-An Overview An Overview: Review Article Open AccessHà Anh Minh LêNo ratings yet
- Dissertation - Optimization Strategy and Energy Savings of Water-Cooled Chiller Plant SystemDocument45 pagesDissertation - Optimization Strategy and Energy Savings of Water-Cooled Chiller Plant Systempasupati subramaniamNo ratings yet
- WCE2015 pp326-331Document6 pagesWCE2015 pp326-331kirbeyNo ratings yet
- Best Practice and Lessons Learned For The Development and Calibration of Integrated Production Models For The Cooper Basin, AustraliaDocument40 pagesBest Practice and Lessons Learned For The Development and Calibration of Integrated Production Models For The Cooper Basin, AustralianoorNo ratings yet
- 1 s2.0 S2211601X15000528 MainDocument8 pages1 s2.0 S2211601X15000528 MainRaul Blas TelloNo ratings yet
- DFMS ReportDocument25 pagesDFMS ReportAshish MorambeNo ratings yet
- Automatic Control System For Spray Drier Pilot Plant: Supriya Pote, Sneha SuditDocument5 pagesAutomatic Control System For Spray Drier Pilot Plant: Supriya Pote, Sneha SuditerpublicationNo ratings yet
- B.Tech in Mechanical Engineering Seminar (Me 451)Document30 pagesB.Tech in Mechanical Engineering Seminar (Me 451)prince josephNo ratings yet
- Spray Drying Science DirectDocument7 pagesSpray Drying Science DirectBalqis YahyaNo ratings yet
- JCLEPRO Cotton Textile ChainDocument12 pagesJCLEPRO Cotton Textile ChainRabia HassanNo ratings yet
- Portable Water Cooler With Water Heater Using TherDocument10 pagesPortable Water Cooler With Water Heater Using Thersai jagatheeswaranNo ratings yet
- Application of Sodium Alginate Hydrogel PDFDocument14 pagesApplication of Sodium Alginate Hydrogel PDFAlyanah AloveraNo ratings yet
- Approaches To Debottlenecking and Process Optimization: TechnicalDocument6 pagesApproaches To Debottlenecking and Process Optimization: TechnicalChirag DobariyaNo ratings yet
- Exergetic Assessment in Dairy IndustryDocument27 pagesExergetic Assessment in Dairy IndustrySanja SimicNo ratings yet
- Madoumier ArticleLong Sfgp2013 120246Document10 pagesMadoumier ArticleLong Sfgp2013 120246Anonymous qaI31HNo ratings yet
- BTLED IA 3A Research 1 1Document19 pagesBTLED IA 3A Research 1 1Joevan VillaflorNo ratings yet
- A Review of The Innovative Drying Technologies For BiopharmaceuticalsDocument12 pagesA Review of The Innovative Drying Technologies For BiopharmaceuticalsIJAR JOURNALNo ratings yet
- Lean Manufacturing in Food and Beverage Industry PDFDocument7 pagesLean Manufacturing in Food and Beverage Industry PDFTutut DwiNo ratings yet
- Extrusion For AquafeedDocument4 pagesExtrusion For AquafeedInternational Aquafeed magazineNo ratings yet
- AC15406507 N 01Document88 pagesAC15406507 N 01RoberticoZeaNo ratings yet
- ck3 - HACCP Plan Biscuit,,2013Document8 pagesck3 - HACCP Plan Biscuit,,2013Mohamed HriziNo ratings yet
- Enzyme Technology: Activity BriefDocument10 pagesEnzyme Technology: Activity BriefChikwaya HM LottiNo ratings yet
- Incubator Project (UMP)Document24 pagesIncubator Project (UMP)adiamiru100% (3)
- Unit Profile: (A Unit of Valsad District Co-Operative Milk Producer Union LTD Alipur - Gujarat)Document25 pagesUnit Profile: (A Unit of Valsad District Co-Operative Milk Producer Union LTD Alipur - Gujarat)Prasad YadavNo ratings yet
- Tour Case Study 2Document14 pagesTour Case Study 2Manoz Thapa KajiNo ratings yet
- Traditional Methods of Milk Processing and Preservation by Local Farmers in Kashongi Sub County Kiruhura DistrictDocument10 pagesTraditional Methods of Milk Processing and Preservation by Local Farmers in Kashongi Sub County Kiruhura DistrictKenesaNo ratings yet
- Toward Optimal Operation Conditions of Freeze Drying Processes Via A Multilevel ApproachDocument18 pagesToward Optimal Operation Conditions of Freeze Drying Processes Via A Multilevel ApproachgastroservetNo ratings yet
- Dehydration of Traditional Dried Instant Noodle MeDocument8 pagesDehydration of Traditional Dried Instant Noodle MeWan Nur AtikahNo ratings yet
- Mechanical Engineering:Production Engineering: Design and Manufacture O F Incubator MachineDocument75 pagesMechanical Engineering:Production Engineering: Design and Manufacture O F Incubator MachineProsper MahlengezanaNo ratings yet
- Ar 2013Document174 pagesAr 2013FreeTrialssNo ratings yet
- gRAIN jUICES The - RNGS - Stability - Test - 151012Document12 pagesgRAIN jUICES The - RNGS - Stability - Test - 151012NATASHA TATENDA MANYAUNo ratings yet
- Water and Wastewater Minimization in Dairy Plants Using Water Pinch TechnologyDocument9 pagesWater and Wastewater Minimization in Dairy Plants Using Water Pinch TechnologykrazylionNo ratings yet
- Experimental Designs in Sentence Processing Research: A Methodological Review and User's GuideDocument32 pagesExperimental Designs in Sentence Processing Research: A Methodological Review and User's Guidesara1744No ratings yet
- IIT JAM Previous Year Paper Analysis (2018-2022)Document8 pagesIIT JAM Previous Year Paper Analysis (2018-2022)Anu P KumarNo ratings yet
- Bs - Civil Engineering 2023 24Document1 pageBs - Civil Engineering 2023 24DawnNo ratings yet
- DissertationDocument193 pagesDissertationCARLA VIZARRETA PISSANINo ratings yet
- Jack Frost PDF v2Document94 pagesJack Frost PDF v2Erick Adams100% (4)
- Survey Module 1 Introduction To Surveying Im-FormatDocument10 pagesSurvey Module 1 Introduction To Surveying Im-FormatJastine FG dela CruzNo ratings yet
- 2023 - PPS Prelim02Document7 pages2023 - PPS Prelim02Mrdark WarriorNo ratings yet
- Las Math 8 Q1-W1 2021-2022Document3 pagesLas Math 8 Q1-W1 2021-2022Angela Camille PaynanteNo ratings yet
- Einstein, 'Parachor' and Molecular Volume: Some History and A SuggestionDocument10 pagesEinstein, 'Parachor' and Molecular Volume: Some History and A SuggestionVIGHNESH BALKRISHNA LOKARENo ratings yet
- Module 8 - DissDocument9 pagesModule 8 - Disskimberson alacyangNo ratings yet
- PCS EpgDocument7 pagesPCS EpgStore ZunnieNo ratings yet
- Structure and Bonding in Crystalline Materials - G. Rohrer (Cambridge, 2004) WW PDFDocument552 pagesStructure and Bonding in Crystalline Materials - G. Rohrer (Cambridge, 2004) WW PDFOmar Alejandro Salazar0% (1)
- OrgMan - Week 5 - Tools in Business DecisionDocument13 pagesOrgMan - Week 5 - Tools in Business DecisionSilfa De la CruzNo ratings yet
- Samples Testbank Research Methods For Business A Skill Building Approach 5th Edition by Uma Sekaran TSW1001Document3 pagesSamples Testbank Research Methods For Business A Skill Building Approach 5th Edition by Uma Sekaran TSW1001Khawaja Faizan ahmad0% (1)
- Datenblatt Serie-33X eDocument9 pagesDatenblatt Serie-33X eBoody CNo ratings yet
- 2022 01 MED21A T1-Assessment QestionPaperDocument4 pages2022 01 MED21A T1-Assessment QestionPaperIshmael MvunyiswaNo ratings yet
- Fibonacci The Numbers of NatureDocument5 pagesFibonacci The Numbers of NatureCindy ValdozNo ratings yet
- COMTEC LeafletDocument4 pagesCOMTEC Leafletariksyaiful82No ratings yet
- B. Tech Scheme - 2016 Batch PDFDocument8 pagesB. Tech Scheme - 2016 Batch PDFAlex HalesNo ratings yet
- Implementing Rules and Regulation (PD 1570)Document42 pagesImplementing Rules and Regulation (PD 1570)Kim BautistaNo ratings yet
- Community Stakeholder Engagement Within A NonDocument6 pagesCommunity Stakeholder Engagement Within A NonAmar narayanNo ratings yet
- Kastle - Meyer Presumptive TestDocument2 pagesKastle - Meyer Presumptive TestKatleen Ann LaysonNo ratings yet
- Stratigraphy and Depositional Setting of The LateDocument18 pagesStratigraphy and Depositional Setting of The LateRodrigo Requelme BorjaNo ratings yet
- VMWare EBooks - VMware Workspace ONE - Deploy and Manage (V22.x) Student Lecture Manual1Document50 pagesVMWare EBooks - VMware Workspace ONE - Deploy and Manage (V22.x) Student Lecture Manual1Saeed NasharNo ratings yet
- Truth About Reptilian Alien RacesDocument12 pagesTruth About Reptilian Alien RacesSuripeddi Koundinya60% (5)
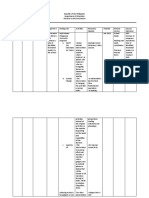
- Action PlanDocument3 pagesAction PlanIvy BarnacheaNo ratings yet
- Management Consulting 101 So, You Might Want To Be A ConsultantDocument58 pagesManagement Consulting 101 So, You Might Want To Be A ConsultantTrisha PanditNo ratings yet
- Energy From Biomass: Laboratory TrainingDocument11 pagesEnergy From Biomass: Laboratory TrainingPNo ratings yet
- Q.1 Precis Writing Model Ans. LDCE 2018Document1 pageQ.1 Precis Writing Model Ans. LDCE 2018Abhishek GoelNo ratings yet
- Act Action Active Actively: Professional English Ii Unit IiDocument3 pagesAct Action Active Actively: Professional English Ii Unit IiCamila Ruiz GasparNo ratings yet