You might also like
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- Specifications and mechanical properties of steel platesDocument7 pagesSpecifications and mechanical properties of steel platesprajakt_pieNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- Sabari Engineering PQRDocument3 pagesSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Gtaw+smaw 3G 566Document2 pagesGtaw+smaw 3G 566YASAR ALINo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Comparison ASTM A 3388 & ISO 11496Document1 pageComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- ASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies PartsDocument1 pageASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies Partssathi_mechNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- Draft Wps Astm A 743 GR - Ca6nmDocument2 pagesDraft Wps Astm A 743 GR - Ca6nmIlham PaneNo ratings yet
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- Industry & Facilities Inspection ReportDocument10 pagesIndustry & Facilities Inspection Reportkbpatel123No ratings yet
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- M 2 SAW D1.1 2015 Form PDFDocument1 pageM 2 SAW D1.1 2015 Form PDFyounessNo ratings yet
- BPVC Ix Qw-484aDocument1 pageBPVC Ix Qw-484aTC Capulcu Mustafa MNo ratings yet
- SMAW DuniDocument4 pagesSMAW DuniMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Aws 001Document1 pageAws 001akshay sarfareNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- Ultrasonic Phased Array ApplicationsDocument26 pagesUltrasonic Phased Array ApplicationsLương Hồ VũNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- Destructive Test Report for Welding SamplesDocument14 pagesDestructive Test Report for Welding SamplesMark AnthonyNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- FCAW Unit TestDocument4 pagesFCAW Unit TestSatish KeskarNo ratings yet
- WPS for FCAW Welding of SteelDocument2 pagesWPS for FCAW Welding of SteelHamid MansouriNo ratings yet
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- Report on Welding Procedure Specifications for Single V-Groove JointsDocument15 pagesReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- Drawing Design: EngineeringDocument25 pagesDrawing Design: Engineeringsukarlan98No ratings yet
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocument5 pagesQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- IVR-8117994011-01 - Rev.00Document6 pagesIVR-8117994011-01 - Rev.00Abhay KarandeNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Tuv India Private Limited: Inspection Visit ReportDocument8 pagesTuv India Private Limited: Inspection Visit ReportAbhay KarandeNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- 175 Smaw Zug Asme (Muhammad Wardi 3g) WPQDocument4 pages175 Smaw Zug Asme (Muhammad Wardi 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Title: Minimum Requirements On Welding From Supplier and Sub-SupplierDocument10 pagesTitle: Minimum Requirements On Welding From Supplier and Sub-SupplierDeepak DasNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- ASTM A36 DatasheetDocument4 pagesASTM A36 DatasheetRene D. ArrietaNo ratings yet
- Procurement Services: Industry & Facilities DivisionDocument6 pagesProcurement Services: Industry & Facilities DivisionVikas Mani TripathiNo ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNo ratings yet
- Cert Piping W54.5Document2 pagesCert Piping W54.5SANU0% (1)
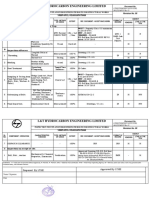
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Welding Procedure Qualification Record: Shipyard LogoDocument4 pagesWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Certified Material Test Report for EN 19-T Steel ForgingsDocument4 pagesCertified Material Test Report for EN 19-T Steel ForgingsashokNo ratings yet
- PWPS Fillet WeldDocument2 pagesPWPS Fillet WeldUgonnaNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney DukeNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 pagesWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- Fianl LEAD AUDITOR - QMS COURSEDocument24 pagesFianl LEAD AUDITOR - QMS COURSEavinashNo ratings yet
- Final For EMSDocument40 pagesFinal For EMSAvinash ShrivastavaNo ratings yet
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 pagesWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- Sumgo WPS - SE - WPS - 43Document1 pageSumgo WPS - SE - WPS - 43Avinash ShrivastavaNo ratings yet
- Pqr-43-Smaw+gtaw - Sailma450hiDocument1 pagePqr-43-Smaw+gtaw - Sailma450hiAvinash ShrivastavaNo ratings yet
- QMS - of A CompanyDocument172 pagesQMS - of A CompanyAvinash ShrivastavaNo ratings yet
- Tendernotice 5 PDFDocument27 pagesTendernotice 5 PDFAvinash ShrivastavaNo ratings yet
- Welding Machines Monomig 200ikDocument1 pageWelding Machines Monomig 200ikLucioNo ratings yet
- Physics Learners Book 16 May 2017 - DanielsDocument352 pagesPhysics Learners Book 16 May 2017 - DanielsMUHIRE FERDINANDNo ratings yet
- HM 289 Experiments With A Pelton Turbine Gunt 848 PDF 1 en GBDocument3 pagesHM 289 Experiments With A Pelton Turbine Gunt 848 PDF 1 en GBbeshirNo ratings yet
- Foundations of Robot Motion: 1.1 Degrees of Freedom of A Rigid BodyDocument4 pagesFoundations of Robot Motion: 1.1 Degrees of Freedom of A Rigid BodyBhushan RaneNo ratings yet
- 27 Behaviour of Reinforced Concrete Beams With SIFCON at Various Locations in The BeamDocument6 pages27 Behaviour of Reinforced Concrete Beams With SIFCON at Various Locations in The Beammsheer hasanNo ratings yet
- Mapewrap C Uni AXDocument6 pagesMapewrap C Uni AXrenandNo ratings yet
- AQU4518R59v06 - 3750 DatasheetDocument2 pagesAQU4518R59v06 - 3750 Datasheetkitticom rNo ratings yet
- ML Framework Optimizes SiC SST Design for Efficiency and Power DensityDocument15 pagesML Framework Optimizes SiC SST Design for Efficiency and Power Densityusher jamesNo ratings yet
- Algebra To Plane Geometry Exam - Review EEDocument6 pagesAlgebra To Plane Geometry Exam - Review EESheena BejasaNo ratings yet
- Light Detection and Ranging (LIDAR)Document25 pagesLight Detection and Ranging (LIDAR)sonusangamNo ratings yet
- Wire Terminal and Fixture Testing ToolsDocument1 pageWire Terminal and Fixture Testing ToolsPASCAL LANDSHEERENo ratings yet
- Astm D4317 98Document3 pagesAstm D4317 98Abril CampuzanoNo ratings yet
- Science: Quarter 1 - Module 2 Changes in MaterialsDocument33 pagesScience: Quarter 1 - Module 2 Changes in MaterialsYoshidaNo ratings yet
- Graphs CPPDocument2 pagesGraphs CPPAbhay SharmaNo ratings yet
- 1 - General Brochure L3MW - EnglDocument2 pages1 - General Brochure L3MW - EnglpietroNo ratings yet
- Multicomponent Distillation CalculationsDocument5 pagesMulticomponent Distillation CalculationsPatricia DavidNo ratings yet
- Estane GP 72Db Tpu: Advancing MaterialsDocument2 pagesEstane GP 72Db Tpu: Advancing MaterialsDanielNo ratings yet
- Wholeness, Timelessness, and Unfolding MeaningDocument13 pagesWholeness, Timelessness, and Unfolding MeaningPamela ChapmanNo ratings yet
- SPAD Pixels For UV Imaging V3Document60 pagesSPAD Pixels For UV Imaging V3Soumya Shatakshi PandaNo ratings yet
- ASSIG202Document2 pagesASSIG202Carolina Ticona VargasNo ratings yet
- Fume Hood Catalogue 1626520570844 PDFDocument7 pagesFume Hood Catalogue 1626520570844 PDFTgemunuNo ratings yet
- UPCAT 2020 Reviewer4Document21 pagesUPCAT 2020 Reviewer4Aye100% (4)
- Electric Actuator Technical ManualDocument42 pagesElectric Actuator Technical ManualSouvik DaluiNo ratings yet
- Mindray DP 50 Quick GuideDocument2 pagesMindray DP 50 Quick Guideสุมิตตา อ่อนมั่งคงNo ratings yet
- 60 TOP MOST NETWORK THEOREMS - Electrical Engineering Multiple Choice Questions and AnswersDocument6 pages60 TOP MOST NETWORK THEOREMS - Electrical Engineering Multiple Choice Questions and Answersrose maryNo ratings yet
- A MODIFIED PENG ROBINSON EQUATION OF STATE FOR ELV 20519 FTP PDFDocument16 pagesA MODIFIED PENG ROBINSON EQUATION OF STATE FOR ELV 20519 FTP PDFalex rene cardonaNo ratings yet
- Answer Key Chapter 8Document4 pagesAnswer Key Chapter 8linNo ratings yet
- Magnetic Properties of MaterialsDocument14 pagesMagnetic Properties of MaterialsFrendick LegaspiNo ratings yet
- Report of Investigation: National Institute of Standards & TechnologyDocument10 pagesReport of Investigation: National Institute of Standards & Technology박만진No ratings yet
- Example Weighing Weighing Assuming Negligible,: Fig. WeightDocument2 pagesExample Weighing Weighing Assuming Negligible,: Fig. WeightAnupEkboteNo ratings yet