You might also like
- WPS-05 TIG Welding Stainless Steel Butt and Fillet JointsDocument2 pagesWPS-05 TIG Welding Stainless Steel Butt and Fillet Jointsmurshid badshahNo ratings yet
- Back Weld Repair Procedure QualificationDocument15 pagesBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataNo ratings yet
- Twi LTD: Welding Procedure Specification (WPS) - Page 1Document2 pagesTwi LTD: Welding Procedure Specification (WPS) - Page 1Anonymous SLI4aGNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Welding Inspector Roles and ResponsibilitiesDocument22 pagesWelding Inspector Roles and ResponsibilitiesKevin ArmandoNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- EN 15085 Update: Important Changes to Railway Welding Standard Effective April 2021Document2 pagesEN 15085 Update: Important Changes to Railway Welding Standard Effective April 2021Boran YelkenciogluNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- 08 PawDocument30 pages08 PawAnupam KushwahaNo ratings yet
- Welding Insection ReportDocument4 pagesWelding Insection ReportRanjeet MouryaNo ratings yet
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Gtaw+smaw 3G 566Document2 pagesGtaw+smaw 3G 566YASAR ALINo ratings yet
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- Materials and Qualification Procedures For Ships: Book ADocument15 pagesMaterials and Qualification Procedures For Ships: Book AJavier del AngelNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892Document22 pagesWeldingdefects 150915053459 Lva1 App6892Star GlacierNo ratings yet
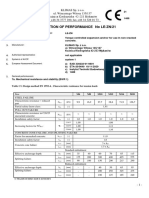
- Declaration of Perormance-Le-ZnDocument4 pagesDeclaration of Perormance-Le-ZnDavid SeeNo ratings yet
- SV Engineerings: Work InstructionDocument5 pagesSV Engineerings: Work InstructionPrakash RajNo ratings yet
- Wopq Format Asme Qw-360Document1 pageWopq Format Asme Qw-360Anonymous S33n8gNo ratings yet
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDocument59 pages2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonNo ratings yet
- FCAW Unit TestDocument4 pagesFCAW Unit TestSatish KeskarNo ratings yet
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Document1 pageSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaNo ratings yet
- Write WPS ISO 15614Document10 pagesWrite WPS ISO 15614Hoang LamNo ratings yet
- Visual Testing 1Document16 pagesVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNo ratings yet
- Closure Weld Mag ProcedureDocument1 pageClosure Weld Mag ProcedurehellionxNo ratings yet
- WI-02 Thermal CuttingDocument16 pagesWI-02 Thermal CuttingPrakash RajNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- MT Sample ProcedureDocument7 pagesMT Sample ProcedureAgustine SetiawanNo ratings yet
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocument390 pagesFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNo ratings yet
- 1 en 1090 1 QuestionnaireDocument5 pages1 en 1090 1 QuestionnaireJohn PirretNo ratings yet
- Clarification On CE Marking With en 1090 1Document5 pagesClarification On CE Marking With en 1090 1Simon KennyNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- Welding Store Audit Check ListDocument1 pageWelding Store Audit Check ListMehul VoraNo ratings yet
- WPS-43 - Gtaw & Smaw Tig + SmawDocument19 pagesWPS-43 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- The New Declaration of Performance (Description)Document39 pagesThe New Declaration of Performance (Description)Bogdan MuresanNo ratings yet
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDocument62 pagesWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonNo ratings yet
- RWC Quality Manual 8 JulyDocument15 pagesRWC Quality Manual 8 JulyVipin Kumar Parashar100% (1)
- Lloyd S Register Sec IX 2017 Edition Key ChangesDocument38 pagesLloyd S Register Sec IX 2017 Edition Key ChangesDilip Varadharajan100% (1)
- World Lecture Hall: Useful Links For EngineersDocument9 pagesWorld Lecture Hall: Useful Links For Engineerssandi1111No ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- 36 - Declaration of PerformanceDocument1 page36 - Declaration of PerformanceScott TrainorNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- Welding ErrorsDocument42 pagesWelding ErrorsSiva Sankara Narayanan SubramanianNo ratings yet
- WPQRDocument3 pagesWPQRDimitris NikouNo ratings yet
- Alexandria Shipyard Welding Control ManualDocument6 pagesAlexandria Shipyard Welding Control ManualYasser Hammad MohamedNo ratings yet
- PFMEA Process Failure AnalysisDocument1 pagePFMEA Process Failure AnalysisasderbvaNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- Casting, Forming & Welding (ME31007) Lecture NotesDocument102 pagesCasting, Forming & Welding (ME31007) Lecture NotesramuNo ratings yet
- The Quality Standard For The Railway IndustryDocument15 pagesThe Quality Standard For The Railway IndustryAnkurNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- STS EDAC WELD REPAIR PROCEDUREDocument51 pagesSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNo ratings yet
- PCH Welding Repair ProcedureDocument8 pagesPCH Welding Repair Proceduremohd as shahiddin jafriNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints QualifiedFernando LlontopNo ratings yet
- WPSDocument5 pagesWPSParshottam Brahmxatriya100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- VCDs Submitted in IPC # 4Document7 pagesVCDs Submitted in IPC # 4murshid badshahNo ratings yet
- Cable's Record Used at SiteDocument1 pageCable's Record Used at Sitemurshid badshahNo ratings yet
- MS Flanges and Gaskets Purchase OrderDocument2 pagesMS Flanges and Gaskets Purchase Ordermurshid badshahNo ratings yet
- Fire Fighting FittingsDocument3 pagesFire Fighting Fittingsmurshid badshahNo ratings yet
- HVAC Works Calculations / Estimation (Own Team & Sub Contractor's) Labour CastDocument2 pagesHVAC Works Calculations / Estimation (Own Team & Sub Contractor's) Labour Castmurshid badshahNo ratings yet
- Demand For Consultant Office and Site OfficeDocument1 pageDemand For Consultant Office and Site Officemurshid badshahNo ratings yet
- Risk Assesment Existing Process HallDocument5 pagesRisk Assesment Existing Process Hallmurshid badshahNo ratings yet
- ESTABLISHMENT OF 200 BED CENTER HVAC WORKS DAILY PLANDocument1 pageESTABLISHMENT OF 200 BED CENTER HVAC WORKS DAILY PLANmurshid badshahNo ratings yet
- 200 Bed Centre of ExcellenceDocument2 pages200 Bed Centre of Excellencemurshid badshahNo ratings yet
- Asme Sec IxDocument46 pagesAsme Sec Ixmurshid badshahNo ratings yet
- HSA G-Delivey Challan - 2022-02-07T134705.512Document1 pageHSA G-Delivey Challan - 2022-02-07T134705.512murshid badshahNo ratings yet
- Project: Establishment of 200 Bedsss Centre of Excellencr For Gynacology and Obstetrics at RawalpindiDocument1 pageProject: Establishment of 200 Bedsss Centre of Excellencr For Gynacology and Obstetrics at Rawalpindimurshid badshahNo ratings yet
- ESTABLISHMENT OF 200 BED CENTRE OF EXCELLENCE FOR GYNAECOLOGY AND OBSTETRICSDocument1 pageESTABLISHMENT OF 200 BED CENTRE OF EXCELLENCE FOR GYNAECOLOGY AND OBSTETRICSmurshid badshahNo ratings yet
- Operator Certification: Muhammad Kaleem CNIC NO: 34201-4900936-5Document1 pageOperator Certification: Muhammad Kaleem CNIC NO: 34201-4900936-5murshid badshahNo ratings yet
- 200 Bed Centre of ExcellenceDocument2 pages200 Bed Centre of Excellencemurshid badshahNo ratings yet
- Advance Requisition For 200 Beds. June 2020Document1 pageAdvance Requisition For 200 Beds. June 2020murshid badshahNo ratings yet
- Demand For Duct Sealent Aluminium Tape and GlueDocument1 pageDemand For Duct Sealent Aluminium Tape and Gluemurshid badshahNo ratings yet
- Demand For Petty CashDocument1 pageDemand For Petty Cashmurshid badshahNo ratings yet
- Establishment of 200 bed centre of excellence for gynacology and obstetricsDocument1 pageEstablishment of 200 bed centre of excellence for gynacology and obstetricsmurshid badshahNo ratings yet
- Demand For MS Fitting1 GF From TenderDocument1 pageDemand For MS Fitting1 GF From Tendermurshid badshahNo ratings yet
- Electrical Demand For Site and WorkshopDocument1 pageElectrical Demand For Site and Workshopmurshid badshahNo ratings yet
- Project Demand 2-6-20Document1 pageProject Demand 2-6-20murshid badshahNo ratings yet
- Demand For StationaryDocument1 pageDemand For Stationarymurshid badshahNo ratings yet
- PROJECT: 200 Beds Hospital Rawalpindi Date 7/7/2020 Demand Fior Stationary Alawan Electric Works & Construction CompanyDocument1 pagePROJECT: 200 Beds Hospital Rawalpindi Date 7/7/2020 Demand Fior Stationary Alawan Electric Works & Construction Companymurshid badshahNo ratings yet
- Electrical Demand For Site and WorkshopDocument1 pageElectrical Demand For Site and Workshopmurshid badshahNo ratings yet
- Project Demand 2status - 6-20Document1 pageProject Demand 2status - 6-20murshid badshahNo ratings yet
- Project: Establishment of 200 Bedsss Centre of Excellencr For Gynacology and Obstetrics at RawalpindiDocument1 pageProject: Establishment of 200 Bedsss Centre of Excellencr For Gynacology and Obstetrics at Rawalpindimurshid badshahNo ratings yet
- 200 Bed Gynacology Centre ValvesDocument4 pages200 Bed Gynacology Centre Valvesmurshid badshahNo ratings yet
- 200 Bed Gynacology Centre ValvesDocument4 pages200 Bed Gynacology Centre Valvesmurshid badshahNo ratings yet
- Project: Establishment of 200 Bedsss Centre of Excellencr For Gynacology and Obstetrics at RawalpindiDocument1 pageProject: Establishment of 200 Bedsss Centre of Excellencr For Gynacology and Obstetrics at Rawalpindimurshid badshahNo ratings yet
- PGTP Paper FullDocument29 pagesPGTP Paper FullKantesh DembraNo ratings yet
- D28 CR Engl PDFDocument181 pagesD28 CR Engl PDF劉功暹No ratings yet
- Neuson 8002 RDDocument103 pagesNeuson 8002 RDPierpaolo GustinNo ratings yet
- A Fresh View On Propulsion ControlDocument9 pagesA Fresh View On Propulsion ControlIqbal Yiagicando084100% (1)
- Austria's Largest Pumped Storage Power Plant Kopswerk IIDocument4 pagesAustria's Largest Pumped Storage Power Plant Kopswerk IIjoaoaugusto79No ratings yet
- Pekp9400-03 Cts Handbook 15th 2003Document826 pagesPekp9400-03 Cts Handbook 15th 2003LENIN JHAIR VALDERRAMA SEGURA100% (1)
- Cylinder Head Gasket (Hatchback) - Installation (05 - 2013 - ) (Cylinder Head Assembly) - Yaris HeadDocument9 pagesCylinder Head Gasket (Hatchback) - Installation (05 - 2013 - ) (Cylinder Head Assembly) - Yaris HeadFran SanchezNo ratings yet
- Response SpectrumDocument19 pagesResponse SpectrumsirfmeinNo ratings yet
- WeeklyDocument84 pagesWeeklysdan100% (1)
- Air Compressor 1 PDFDocument48 pagesAir Compressor 1 PDFDanielNo ratings yet
- Amazon Mty - SubmittalDocument29 pagesAmazon Mty - SubmittalMonica JaureguiNo ratings yet
- Combustao - GP-GLP-GDP-070-090-100-120-LJ-MJ (E813 - 01-2004)Document504 pagesCombustao - GP-GLP-GDP-070-090-100-120-LJ-MJ (E813 - 01-2004)Marcelo RossiNo ratings yet
- Turbojet Engine With T-S DiagramDocument10 pagesTurbojet Engine With T-S Diagramprakash tyagiNo ratings yet
- Detailing of Reinforcment in Concrete Structures: 8.1 ScopeDocument34 pagesDetailing of Reinforcment in Concrete Structures: 8.1 ScopeARIFUL ISLAMNo ratings yet
- (20837429 - Polish Maritime Research) Design and Strength Calculations of The Tripod Support Structure For Offshore Power PlantDocument11 pages(20837429 - Polish Maritime Research) Design and Strength Calculations of The Tripod Support Structure For Offshore Power PlantLuthfi Rasyid100% (1)
- METRIC THREAD TABLEDocument22 pagesMETRIC THREAD TABLEВлад ГреськоNo ratings yet
- GRFP01 Gr11 Ch01toCh06Document126 pagesGRFP01 Gr11 Ch01toCh06AidanNo ratings yet
- 1-Ideal Gas LectureDocument60 pages1-Ideal Gas LecturemahmoudNo ratings yet
- TSB 20200527 - IFB Washing Machine Error CodeDocument7 pagesTSB 20200527 - IFB Washing Machine Error CodeINSTA SERVICENo ratings yet
- DSK NyquistDocument19 pagesDSK NyquistRahmat Wahyu PratamaNo ratings yet
- Recovery, Recrystallization and Grain GrowthDocument13 pagesRecovery, Recrystallization and Grain GrowthngNo ratings yet
- CO2 Storage Solutions in 20' ISO Tank ContainersDocument5 pagesCO2 Storage Solutions in 20' ISO Tank ContainersSmart LauNo ratings yet
- SDS22 00 00Document26 pagesSDS22 00 00János RédeiNo ratings yet
- Dynamic Slip-Ratio Estimation and Control of Antilock Braking Systems Using An Observer-Based Direct Adaptive Fuzzy-Neural ControllerDocument11 pagesDynamic Slip-Ratio Estimation and Control of Antilock Braking Systems Using An Observer-Based Direct Adaptive Fuzzy-Neural ControllerPavan SandeepNo ratings yet
- Vibration Data Sheet ISO ClassesDocument1 pageVibration Data Sheet ISO ClassesZeeshan AkhtarNo ratings yet
- Baldor Motor MaintenanceDocument4 pagesBaldor Motor Maintenanceessjrs1No ratings yet
- Ductile Brittle TransitionDocument7 pagesDuctile Brittle Transitionssnathan794508No ratings yet
- AQAP - FittingsDocument4 pagesAQAP - FittingsamrezzatNo ratings yet
- CR143-150-0 Catálogos de Piezas de RepuestoDocument62 pagesCR143-150-0 Catálogos de Piezas de RepuestoJohn Fredy Palacio G.No ratings yet
- Jacking Products Guide for Drainage TunnellingDocument8 pagesJacking Products Guide for Drainage TunnellingCristian GiurgeaNo ratings yet